
Методика проведения холодного анодирования
Анодирование – электрохимический процесс, во время которого подготовленная деталь погружается в емкость с электролитом и подвергается воздействию электрического тока с напряжением 12 В и плотностью тока 4–1,6 А/дм². В результате обработки на поверхности возникает толстый оксидный слой, который в дальнейшем будет оберегать металл от коррозии.
Методика холодного анодирования включает в себя следующие этапы:
- Предварительная подготовка поверхности. Она тщательно очищается от загрязнений и обезжиривается, в промышленных условиях для этого используется травление кислотными растворами. От качества подготовки будет напрямую зависеть готовый результат анодирования.
- Закрепление детали на подвесах и перегруженные в емкость с раствором электролита. Он должен быть холодным: температура находится в пределах -10 — +10 градусов. Если температура будет выше, готовое покрытие окажется менее прочным.
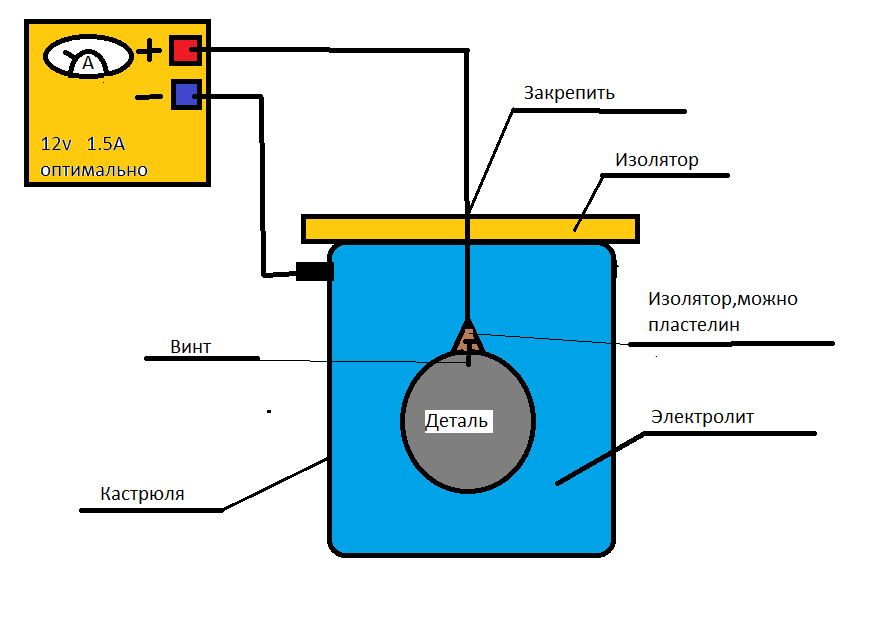
- Через погруженную деталь пропускается электрический ток: один провод закрепляется на краю алюминиевой емкости, второй непосредственно прикрепляется к детали. В результате электрохимической реакции на поверхности образуется достаточно прочная и плотная оксидная пленка, устойчивая к внешним воздействиям.
- Обработанную деталь вынимают из электролита и промывают для удаления остатков химических реагентов. После высыхания она готова к использованию.
Процесс анодирования алюминия занимает до полутора часов, это позволяет обработать всю поверхность детали и создать достаточно прочное покрытие. Для маленьких изделий достаточно 30 минут обработки, более крупные детали нужно выдерживать в растворе электролита больше часа.
Как почернить алюминий в домашних условиях — Металлы, оборудование, инструкции
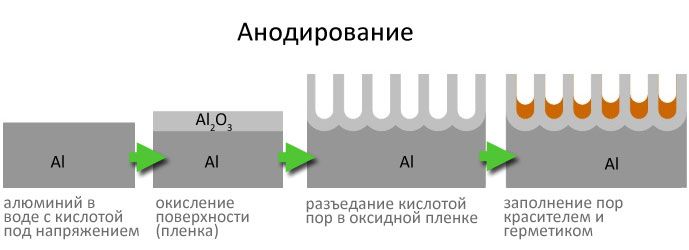
Сущностью процесса анодирования является наращивание оксидного покрытия, которое на алюминии и его сплавах выполняет защитную функцию от воздействий среды. Другое название – анодное оксидирование. Кроме того, оксидирование применяют для повышения эстетичности внешнего вида изделий.
Устраняются поверхностные дефекты– небольшие царапины, мелкие сколы. Можно имитировать покрытие драгоценными металлами или повысить адгезивные свойства. Покрытие можно наносить не только на производстве, но и дома.
Анодирование алюминия в домашних условиях пользуется большой популярностью у домашних умельцев. В изделиях, подвергнутых анодному оксидированию, повышается стойкость защитного покрытия.
Анодирование алюминия
Общие сведения о технологии анодирования
Технология анодирования алюминия схожа с гальванической обработкой. Оседание ионов оксидов раствора на заготовке происходит в жидком электролите при высоких или низких температурах. Использование нагретого раствора возможно в промышленных установках, где есть возможность тщательного контроля и регулирования напряжения и силы тока в автоматическом режиме.
В домашних условиях обычно пользуются холодным методом. Данный способ достаточно прост, не требует постоянного контроля, а оборудование и расходные материалы — доступны. Для приготовления раствора можно использовать электролит, применяемый в свинцовых автомобильных аккумуляторах. Он продается в каждом автомагазине.
Высокая прочность защитной оксидной пленки зависит от ее толщины, которая в домашних условиях получается при обработке в холодном растворе. Наращивание производится ступенчатым регулированием рабочего тока.
Результат анодирования алюминияЧерное анодирование алюминия
Оксидирование алюминия в черный цвет относится к цветному анодированию. Черный цвет получают в два этапа.
Черный алюминий широко используется в строительстве и отделке.
Подготовка электролита
Растворы кислот считаются небезопасными реактивами, поэтому для проведения анодирования алюминия в домашних условиях прибегают к другому типу раствора. Для его приготовления используют соль и соду, которые всегда есть под рукой.
Для приготовления электролита берут две пластмассовые емкости. В них наводят солевой и содовый составы, соблюдая пропорцию: на порцию соли или соды 9 порций дистиллированной воды.
Анодирование в домашних условиях
После растворения компонентов раствор выдерживается с целью оседания не растворившихся частиц на дно. При переливании в емкость для анодирования его необходимо процедить.
Способы анодирования алюминия
Разработано несколько способов обработки алюминиевых сплавов, но широкое применение нашел химический способ в среде электролита. Для получения раствора используют кислоты:
- серную;
- хромовую;
- щавелевую;
- сульфосалициловую.
Для придания дополнительных свойств в раствор добавляют соли или органические кислоты. В домашних условиях в основном используют серную кислоту, но при обработке деталей сложной конфигурации предпочтительнее использовать хромовую кислоту.
Процесс происходит при температурах от 0°С до 50°С. При низких температурах на поверхности алюминия образуется твердое покрытие. При повышении температуры процесс протекает значительно быстрее, но покрытие обладает высокой мягкостью и пористостью.
Технология твердого анодирования алюминия
Кроме химического метода в некоторых случаях используются следующие методы анодирования алюминия:
- микродуговое;
- цветное:
- адсорбцией;
- опусканием в электролит;
- опусканием в красящий раствор;
- гальваникой;
- интерферентное;
- интегральное.
Теплое анодирование
Способ теплого анодирования используется для получения основы под покраску. Покрытие пористое, но за счет этого обладает высокой адгезией. Нанесенная сверху эпоксидная краска надежно защитит алюминий от внешних воздействий.
Недостатком считается низкая механическая прочность и коррозионная стойкость покрытия. Оно разрушается при контакте с морской водой и активными металлами. Данный способ можно произвести в домашних условиях.
Процесс протекает при комнатной температуре или выше (не более 50°С). После обезжиривания заготовки устанавливаются на подвесе, который удерживает их в растворе электролита.
Анодирование продолжается до тех пор, пока на поверхности не появится покрытие молочного цвета. После снятия напряжения заготовки промываются в холодной воде. Затем детали подлежат окрашиванию. Красят их путем помещения в емкость с горячим красителем. После чего полученный результат закрепляют на протяжении 1 часа.
Комплект АНОДНОЕ ОКСИДИРОВАНИЕ (АНОДИРОВАНИЕ) АЛЮМИНИЯ
(для анодирования технического алюминия, конструкционных, деформируемых и литейных сплавов)
NEW!
Комплект «АНОДНОЕ ОКСИДИРОВАНИЕ АЛЮМИНИЯ» используется для формирования на алюминии и конструкционных, деформируемых и литейных сплавах алюминия прочных бесцветных износостойких оксидных пленок, обладающих отличными механическими, диэлектрическими и антикоррозионными свойствами. В комплект «АНОДНОЕ ОКСИДИРОВАНИЕ АЛЮМИНИЯ» входят все необходимые химические реактивы и аксессуары, используемые для подготовки алюминиевой поверхности, проведения процесса анодного оксидирования иокрашивания анодированной поверхности (при необходимости).
В отличии от традиционных сернокислых электролитов анодирования, электролит, приготовленный с помощью комплекта «АНОДНОЕ ОКСИДИРОВАНИЕ АЛЮМИНИЯ», позволяет проводить процесс анодного оксидирования (анодирования) при комнатной температуре, в 2-3 раза большим выходом пленки по току и, за счет низкой агрессивности и низкой растворяющей способности электролита, позволяет формировать на поверхности алюминия и алюминиевых сплавов, анодно-оксидное покрытие большей толщины. При подготовке алюминиевой поверхности, для процесса химического обезжиривания используются эмульгаторы, способные разрушаться при возможной биологической очистке сточных вод.
Высокая адсорбционная способность анодных пленок позволяет окрашивать их органическими красителями, пропитывать светочувствительными солями, лаками, маслами, компаундами, что значительно расширяет области использования оксидированного алюминия. Самое интересное здесь это декорирование анодированной поверхности, окрашивание поверхности в различные цвета, с возможностью придания различных цветовых эффектов, например, путем нанесения на анодированную поверхность составов с добавлением эффектовых пигментов, позволяющих получать светящуюся в темноте, изменяющую цветовую окраску анодированную поверхность и т.д.
Проведение заключительного этапа уплотнения пор анодированной поверхности с использованием уплотняющего реактива, позволяет проводить процесс наполнения или уплотнения более эффективно, чем при обычном кипячении в воде. Использование реактива “уплотнитель” позволяет предотвратить появление разнотонности при окрашивании анодированной поверхности и придает анодированному покрытию более высокую цветовую стойкость, и более высокое антикоррозионные свойства.
Этапы технологического процесса:
ХИМИЧЕСКОЕ ОБЕЗЖИРИВАНИЕ → ТРАВЛЕНИЕ → ОСВЕТЛЕНИЕ → АНОДНОЕ ОКСИДИРОВАНИЕ* → ОКРАШИВАНИЕ (при необходимости) → УПЛОТНЕНИЕ
*Для получения блестящей анодированной поверхности, после химического обезжиривания и осветления, проводится этап электрохимической полировки (этап травления не проводится)
| АНОДИРОВАНИЕ АЛЮМИНИЯ | ||||
| СТОИМОСТЬ АНОДИРОВАНИЯ | СЕБЕСТОИМОСТЬ АНОДИРОВАНИЯ | |||
| Москва / Санкт Петербург | Комплект на 15 л | Комплект на 30 л | Комплект на 50 л | |
| 33-42 руб./дм2 | 33-45 руб./дм2 | ~ 7 руб./дм2 | ~ 5.5 руб./дм2 | ~ 4.5 руб./дм2 |
Удельная норма расхода реагентов при анодировании 1 кв. метра: реагент “АНОДНЫЙ ОКСИДАНТ” – 6-7 г; реагент “АНОДИРУЮЩИЙ РАСТВОР” – 90-95 мл. Используя комплект “АНОДНОЕ ОКСИДИРОВАНИЕ АЛЮМИНИЯ” на 15 литров можно анодировать детали, площадью около 20 кв. метров.
Сопутствующие комплекты
- Твердое анодирование алюминия
- Анодное оксидирование алюминия
- Красители для анодирования
- Хроматирование алюминия
- Эматалирование алюминия
- Электрополировальный состав
Рекомендуемые источники тока
- Комплект на 5 литров: UNIV-20A/24В
- Комплект на 15 литров: UNIV-20A/24В, UNIV-50A/24В
- Комплект на 30 литров: UNIV-20A/24В, UNIV-50А/24В
- Комплект на 50 литров: UNIV-100А/24В, UNIV-200А/24В
Для плавного повышения напряжения, при проведении процесса анодного оксидирования, используются источники тока (выпрямители), оснащенные таймером напряжения.
Этапы работ
При проведении анодирования деталей, температура должна оставаться в следующем диапазоне: от -10 до + 10 градусов.
Если она будет ниже, то напряжения у блока питания будет недостаточно, чтобы поддерживать нужную силу тока, а если выше, то не сформируется твердое защитное покрытие – оно будет мягким и бесцветным и не сможет защитить металл.
ВАЖНО ЗНАТЬ: Убираем ржавчину с металла — как и чем?
Лучше всего заканчивать анодирование, когда температура достигла +5 градусов, т.к. в углах ванны и на поверхности предмета будет разная температура, а процедура анодирования позволяет выделять достаточное количество тепла.








Кроме того, процесс перемещения электролита должно быть постоянным: мешать его можно с помощью воздуха, ложки или насоса, чтобы температура на поверхности обрабатываемого изделия и алюминия была примерно одинаковой.
Разница же температур приведет к тому, что некоторые участки детали перегреются, а затем на них появятся пробои или случится растрав изделия.
Чтобы провести твердое анодирование под золото, вам понадобится специальное оборудование. Чаще всего это несколько ванн, в одной из которых будут обрабатываться детали из алюминия, а другая – маленькая емкость.
Для нее можно использовать пищевые контейнеры или пластиковые горшки. Стенки и дно ванн нужно покрыть алюминиевыми листами, либо сделать из них специальную выкройку и согнуть ее так, чтобы получилась емкость.
Это нужно, чтобы создать равномерную плотность тока с каждой стороны изделия.
Корпус ванны должен обладать хорошей теплоизоляцией, иначе электролит будет нагреваться слишком быстро, и жидкость придется постоянно менять.
Проще всего создать теплоизоляционный слой, оклеив стенки пенопластом толщиной 2-4 см, либо залить промежутки пеной для строительства.
После того как вы залили в ванну электролит, на выход нужно поставить блок питания, генерирующий ток. Чтобы регулировать силу подачи тока, присоедините резистор к цепи.
Если контакт качественный, то вы увидите кислородные пузырьки, которые будут появляться по всей поверхности изделия. Они небольшие по диаметру и по течению напоминают струи дыма.
Скорость окрашивания под золото, в черный цвет и другие оттенки зависит от размера детали: для маленьких объектов это около 20-30 минут, для больших – 60-90 минут.
После того как вся деталь приобретет нужный цвет, достаньте ее из емкости и промойте под холодной водой, а затем протрите ваткой, смоченной в растворе марганцовки – это поможет удалить лишние микроэлементы, получившиеся в ходе реакции, но поможет сохранить цвет под золото или другой.
ВАЖНО ЗНАТЬ: Приспособление для гибки профильной трубы
После изъятия детали, она должна иметь светло-серый цвет, быть гладкой и блестящей.
Видео:
В зависимости от режимов анодирования, изделия могут приобрести различный цвет: серый, темно-матовый, золотой и т.д. Чтобы дополнительно окрасить детали, нужно поместить их в анилиновый краситель, который нагреет деталь до 50-60 градусов.
Перед тем как начинать цветное анодирование, нужно отфильтровать раствор, чтобы на поверхности деталей не образовались пятна, которые появляются от оставшихся мелких крупинок красителя.
Чтобы окрасить изделия и получить нужный цвет, обычно достаточно 15-20 минут.
После того как необходимый цвет (черный, под золото и др.) и защитный слой правильной консистенции (твердый и блестящий) получен, нужно дополнительно зафиксировать его, чтобы со временем он не слез.
Технология закрытия микропор на металле может быть различной. Легче всего проварить анодированные детали в воде на плите в течение 30 минут. Для варки лучше всего использовать дистиллированную воду, т.к. она придаст материалу больше защитных свойств.
Другой способ: сделать для деталей паровую баню, в которой они должны находиться также не менее получаса.
Технология работы с алюминием может несколько отличаться, в зависимости от типа детали и материала, но в целом все этапы анодирования материала выглядят подобным образом.
Видео:
Отличия могут быть в температуре электролита, однако рекомендуется следовать в этом приведенным цифрам, т.к. в ином случае защитные свойства материала будут недостаточны, либо вы получите не тот цвет, который вам был нужен.
Если вы проводите анодирование под золото и другие цвета, то лучше всего выбирать холодный способ, т.к. в этом случае слоя покрытия будет более толстым, а сами детали приобретут красивый цвет: под золото, черный или другие оттенки, а также будут блестеть.
Особенности и назначение плазменного напыления
Особенность покрытия — пластинчатая зернистая структура, возникающая в результате термической диффузии мелких частиц.
Стадии плазменного напыления металла:
- Ионизация частиц.
- Распыление.
- Осаждение.
- Затвердевание.
На каждом из этапов необходимо проводить контроль температуры и скорости движения напыляемых частиц.
Осаждение представляет собой совокупность двух, одновременно протекающих процессов – химической связи, которая активируется вследствие высоких температур в зоне обработки, и механических взаимодействий, обусловленных повышенной кинетической энергией частиц напыляемого металла. Дополнительным интенсифицирующим фактором считается наличие промежуточной среды – газа/жидкости — молекулы которой ускоряют и стабилизируют процесс металлизации. При этом образуются дополнительные соединения, улучшающие качество напылённого слоя. Например, азот формирует высокотвёрдые нитриды металлов, гелий предотвращает окисление поверхности, а медь улучшает условия трения.
Анодирование в домашних условиях
Самостоятельное анодирование практически всегда осуществляется по холодной методике. Такой же технологии придерживается и большинство компаний, предоставляющих подобные услуги. Холодной методика называется из-за того, что в процессе создания пленки нет нужды в высоких температурах: рабочий диапазон температур колеблется между -10 и +10 градусов по Цельсию.
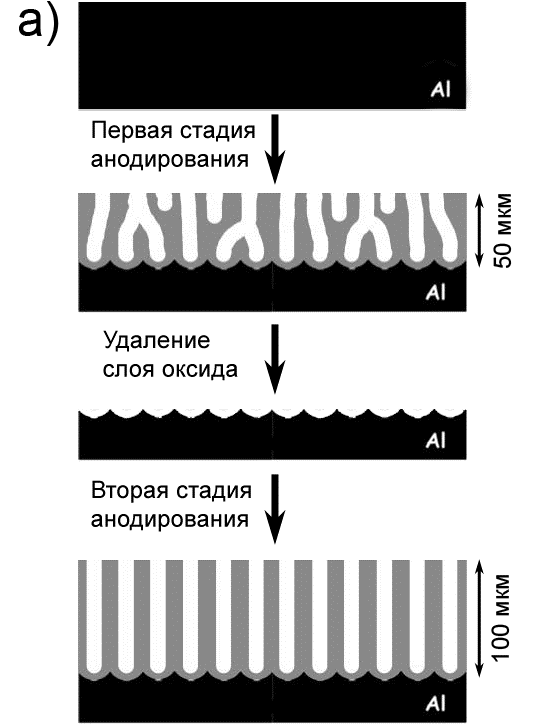
Достоинства холодного анодирования:
- Поверхностный слой получается достаточно толстым благодаря тому, что скорость роста и растворения оксидной пленки с ее наружной и внутренней стороны различаются.
- Пленка выходит очень прочной.
- Обработанный металл отличается высокой стойкостью к коррозии.
Единственный недостаток методики состоит в сложности дальнейшей окраски металла материалами, основанными на органике. Однако металл, вне зависимости от его характеристик, в любом случае получает окраску естественным образом. Цвет может различаться от оливкового, до черного или сероватого.
Для проведения работ понадобится следующее:
- ванны (алюминиевые емкости для анодирования, а также пара стеклянных или пластиковых – для изготовления растворов);
- алюминиевые соединительные провода;
- источник напряжения на 12 Вольт;
- реостат;
- амперметр.
Приготовление раствора
Как уже говорилось выше, основной электролит для анодирования – серная кислота. Однако вне пределов производственного помещения использование такого электролита опасно. Поэтому в домашних условиях обычно используют соду.
Приготовление раствора:
- Приготавливаем 2 раствора – содовый и соляной. Компоненты засыпаем в емкости с дистиллированной теплой водой в пропорции 1 к 9.
- Хорошо перемешиваем раствор и даем ему настояться.
- Сливаем раствор в другую емкость таким образом, чтобы туда не попал содовый осадок. От чистоты раствора в значительной степени зависит результат анодирования.
Анодирование
Прежде всего, нужно подготовить деталь. Задача подготовительного процесса — очистить, отшлифовать и обезжирить поверхность перед анодированием. Если на изделии не убрать видимые дефекты, полученная пленка не сможет их скрыть, так как ее толщина не превышает 1/20 миллиметра. Прямо перед анодированием смешиваем оба раствора в одной посуде.
Емкость для анодирования должна быть достаточно объемной, чтобы в нее можно было полностью погрузить деталь. Кроме того, деталь должна быть зафиксирована так, чтобы не касаться дна посуды. Для этого можно использовать стойку или любой другой вариант – на личное усмотрение. Также нужно вдумчиво подойти к вопросу крепления детали, так как после анодирования в местах фиксации останутся следы.
Ток подается, по крайней мере, 30 минут. На необходимость завершать анодирование указывает изменение цвета детали. Когда деталь готова, напряжение отключаем, а металл извлекаем из ванночки.




После изъятия тщательно промываем заготовку. Чтобы результат был качественным, на 15 минут кладем металла в марганцевый раствор. Затем вновь промываем деталь сначала в теплой, а затем в холодной воде. Далее высушиваем металл. Если технология не нарушена, изделие приобретет светло-серую тональность. На качественно проделанную работу указывают равномерный цвет поверхности, отсутствие потеков и пятен.
Завершающая стадия анодирования – закрепление пленки. Необходимо закрыть микроскопические поры, имеющиеся в пленочном покрытии. Для этого кладем металл в емкость с дистиллированной водой и кипятим в течение получаса.
По желанию можно также покрасить или отлакировать металлическую поверхность. Лакокрасочный слой наносится методом погружения.
Итак, анодирование алюминия может осуществляться разными способами. Однако лишь холодная обработка металла содовым и соляным растворами доступны в домашних условиях. Также стоит заметить, что при соблюдении технологических требований вне зависимости от вида раствора отсутствует существенная разница в качестве полученных поверхностей.
https://youtube.com/watch?v=kXD_CqarED4
Как происходит процесс анодирования?
Вся процедура состоит из трех этапов работы: подготовки металла, его химической обработки и закреплении покрытия на поверхности. Предлагаем подробнее рассмотреть каждую из указанных фаз на примере обработки такого материала как алюминий:
- Подготовительный этап. Профиль из металла очищается механическим путем, после чего шлифуется и обезжиривается. Сделать это необходимо для того, чтоб покрытие крепко зафиксировалось на основе. Далее в действие вступает применение щелочей. Деталь помещают в раствор на некоторое время для травления, после чего перекладывают в кислотную жидкость, где алюминий осветляется. Завершающей стадией анодной подготовки является полная промывка деталей от остатков щелочи и кислоты.
- Химическая реакция. Заготовленное изделие кладут в электролит. Он представляет собой раствор из кислоты, к которому подключено воздействие тока. Анодируемый материал чаще всего обрабатывают с помощью серной кислоты, а для достижения расцветки применяют щавелевый ее аналог. Успешный результат достигается при правильных показателях температуры и плотности тока. Твердое анодирование предполагает использование низких температур, если же цель – получить мягкую и пористую пленку – показатели повышают.
- Этап фиксирования покрытия. Полученные алюминиевые детали с образовавшейся на них пленкой имеют пористый вид, поэтому их необходимо упрочнить. Для этого применяется несколько методов: окунание изделия в горячую воду, обработка паром или холодным раствором.
Статья по теме: Популярные способы воронения стали в домашних условиях


Стоит отметить, что таким анодированием покрывают металлы на промышленных предприятиях. Особо прочный тип покрытия реально получить при твердом типе процедуры. Данный материал применяется в автопроизводстве, строении самолетов и строительстве.
Чем обладает анодированный профиль для светодиодной ленты?
Одной из причин уменьшения срока службы металлических изделий, в том числе изделий из алюминия, является коррозия. Это повреждение защитной пленки, которая образуется при контакте металла с кислородом, ведущее к окислению металла и постепенному его разрушению.
Если обработать металл методом анодирования, он становится устойчивым к коррозии и агрессивному воздействию внешних факторов. Оксидная анодированная пленка обеспечивает алюминию несколько преимуществ:
- Высокие защитные свойства от внешних воздействий, в том числе механических;
- Ровную и однородную поверхность, что делает изделия более эстетичными;
- Защитная пленка надежно держится на поверхности, без отслаивания и появления трещин;
- Покрытие устойчиво к солнечным лучам;
- Нет специальных требований к уходу за анодированным изделием;
- Мелкие повреждения (царапины и полосы) на поверхности становятся незаметными;
- Анодирование позволяет выбрать толщину защитной пленки, желаемый оттенок поверхности, а также матовый или глянцевый эффект;
- Изделия из анодированного алюминия могут устанавливаться в местах с повышенной влажностью, в том числе на улице.
Анодированный профиль для светодиодной ленты выглядит благородно и эстетично, что позволяет ему стать гармоничной деталью даже самого респектабельного интерьера. Высокая прочность и надежность покрытия обеспечивают долговечность и практичность самих осветительных конструкций.
Анодирование разных металлов
Нержавеющая сталь
Самый трудный для анодирования объект из-за своей химической инертности. Чтобы получить на ней оксидированную поверхность, нержавейку предварительно подвергают процедуре никелирования. Хотя сейчас ведется активная разработка специальных диффузионных паст, на которых оксид будет образовываться без никелевой «подушки».
Медь
Оксидированию поддаётся плохо, а там, где это требуется, применяют дорогие соли в качестве присадок к электролитам или используют не экологичные фосфатные или оксалатные растворы. На практике этот процесс применяют крайне редко.
Титан
Металлические изделия из титана проходят обязательную процедуру оксидирования, из-за того, что нанесение оксидной плёнки на 15-28% увеличивает износостойкость верхнего слоя изделий из титана. А также дополнительно придаёт изделиям декоративность, кардинально меняя цвет. Титан очень нетребователен к составу кислот для электролитических реакций – подойдёт практически любая.
Серебро
Для создания оксидной плёнки на серебре, применяют серную печень – сплав порошкообразной серы с поташом при сильном нагревании без присутствия воды. Впрочем, такой метод нанесения оксидных плёнок применяют и для бронзы, где получаемая плёнка называется искусственной патиной. На серебре обработка таким реактивом способна дать синий и фиолетовый цвета. Но без изменения свойств серебра как металла.

Анодирование алюминия
Оксидирование этого металл даёт самые широкие возможности с широчайшей сферой применения. Есть много способов образования на поверхности этого металла оксидов, более половины из них связаны с получением цветных ярко окрашенных, поверхностей.
Виды анодирования
Организация QUALANOD подразделяет анодирование алюминия на четыре основных типа с различными требованиями к их характеристикам и свойствам:
- архитектурное (строительное) анодирование
- декоративное анодирование
- промышленное анодирование
- твердое анодирование.
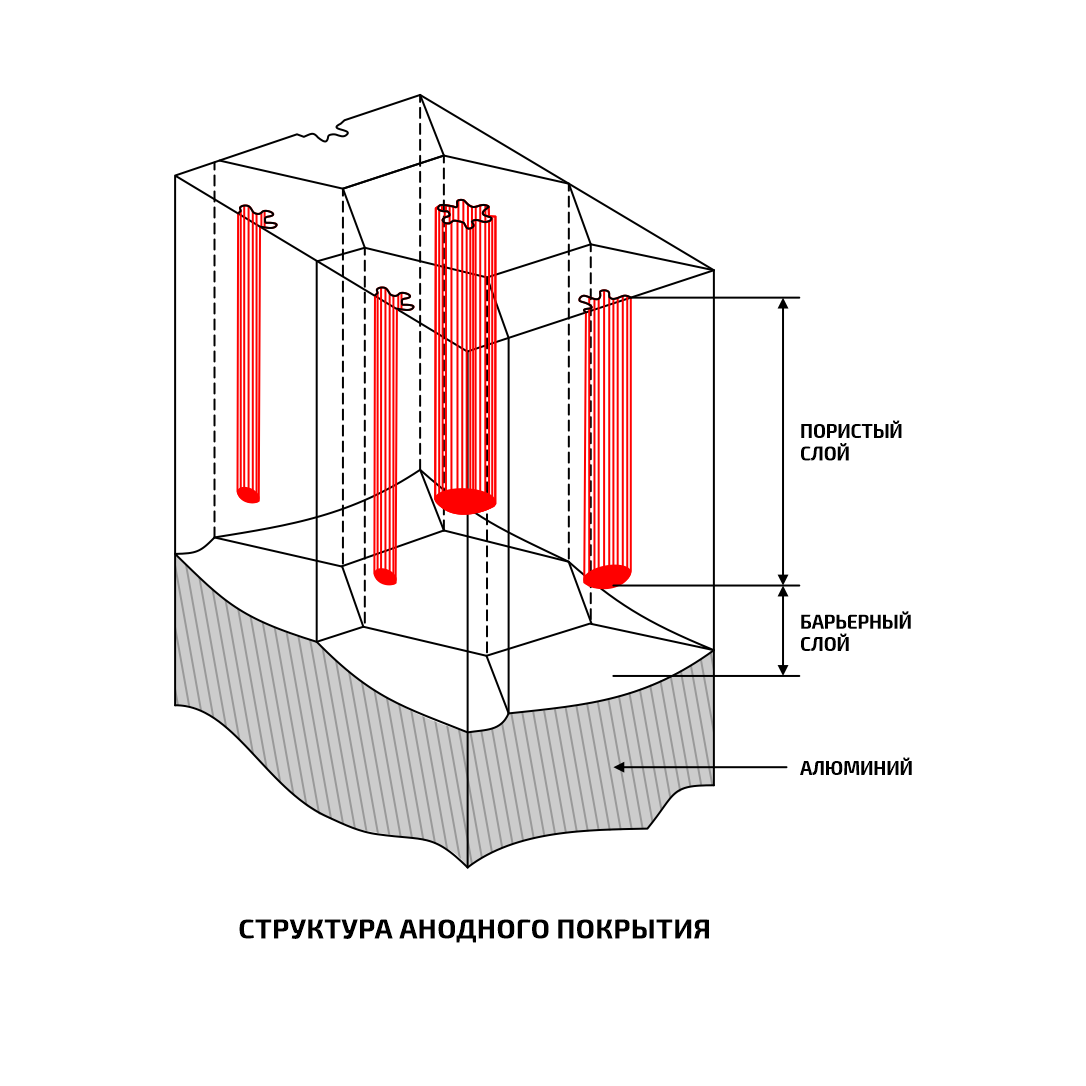
Анодные покрытия подразделяется на классы по их толщине:
- минимально допустимая средняя толщина и
- минимально допустимая локальная толщина.
Например, класс АА20 означает, что средняя толщина покрытия должна быть не менее 20 микрометров. Минимальная локальная толщина покрытия обычно должна быть не менее 80 % от минимальной средней толщины. Для класса АА20 это составляет 16 мкм.
Архитектурное анодирование
Это анодирование для производства архитектурной отделки изделий, которые постоянно находятся в наружных условиях и в стационарном состоянии. Самыми важными характеристиками анодированного изделия считается внешний вид и длительный срок службы.
Для анодированного алюминия степень защиты от точечной (питтинговой) коррозии алюминия возрастает с увеличением толщины анодного покрытия. Следовательно, срок службы архитектурного или строительного элементы в значительной степени от толщины анодного покрытия. Однако для получения более толстого анодного покрытия требуется значительно большие затраты электрической энергии. Поэтому так называемое «переанодирование» не рекомендуется.
Архитектурное анодирование имеет следующие классы:
- АА10
- АА15
- АА20
- АА25
Выбор толщины анодного покрытия для наружных алюминиевых конструкций зависит от агрессивности атмосферы и обычно устанавливается в национальных нормах. Кроме того, применение некоторых красящих составов требует класса толщины 20 мкм или выше. Это нужно для достижения хорошего заполнения пор красителем и повышенной стойкости окрашенного покрытия к солнечному свету.
Декоративное
Этот тип анодирования алюминия предназначен для производства декоративной отделки изделий. Главным критерием качества является однородный или эстетически привлекательный внешний вид.
Декоративное анодирование имеет следующие стандартные классы толщины:
- АА03
- АА05
- АА10
- АА15
Промышленное и твердое
Промышленное анодирование алюминия применяют для производства функциональной отделки поверхности изделий, когда внешний вид является второстепенной характеристикой. Целью твердого анодирования является получение покрытие с высокой износостойкостью или высокой микротвердостью.
Очень часто, например, в автомобилестроении или медицинском оборудовании, внешний вид изделия не имеет значения, но наиболее важной характеристикой является стойкость к износу и/или способность подвергаться эффективной чистке и иметь высокие гигиенические требования. В таких случаях именно эти свойства анодированного алюминия являются главными. Если главным свойством является высокая износостойкость, применяют особый вид анодирования – твердое анодирование
Оно производится при пониженных, часто отрицательных, температурах электролита
Если главным свойством является высокая износостойкость, применяют особый вид анодирования – твердое анодирование. Оно производится при пониженных, часто отрицательных, температурах электролита
Толщина промышленного и твердого анодного покрытия обычно составляет от 15 до 150 мкм. Резьбы и шлицы могут иметь покрытие до 25 мкм. Для получения высокой электрической изоляции часто требуется толщина анодного покрытия от 15 до 80 мкм. Покрытия толщиной 150 мкм применяют для ремонта деталей.
Разновидности анодирования
На сегодняшний день можно встретить компании предоставляющие различные услуги по анодированию алюминия. Это и классическое, и твердое, и цветное анодирование. Некоторые организации предлагают анодировать алюминий в домашних условиях. Каждое направление имеет свои интересные особенности, о которых мы и поговорим дальше.
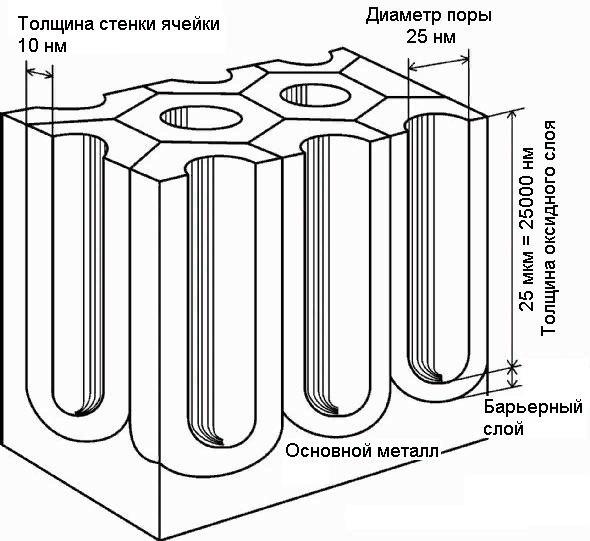






Твердое анодирование алюминия — это особый способ получения сверхпрочной микропленкина поверхности алюминиевой детали. Он получил небывалое распространении в авиа, космо и автостроении, архитектуре и схожих областях. Суть процесса в том, что для анодирования берется не один электролит, а несколько в определенной комбинации. Так одна из запантенованных методик подразумевает смешение серной, щавелевой, винной, лимонной и борной кислот в пропорции 70-160/30-80/5-20/2-15/1-5 г/л. и постепенным увеличением плотности тока с 5 до 28 В. при температуре раствора до 25 градусов по Цельсию. Твердость покрытия достигается благодаря изменению структуры пористых ячеек анодной пленки.
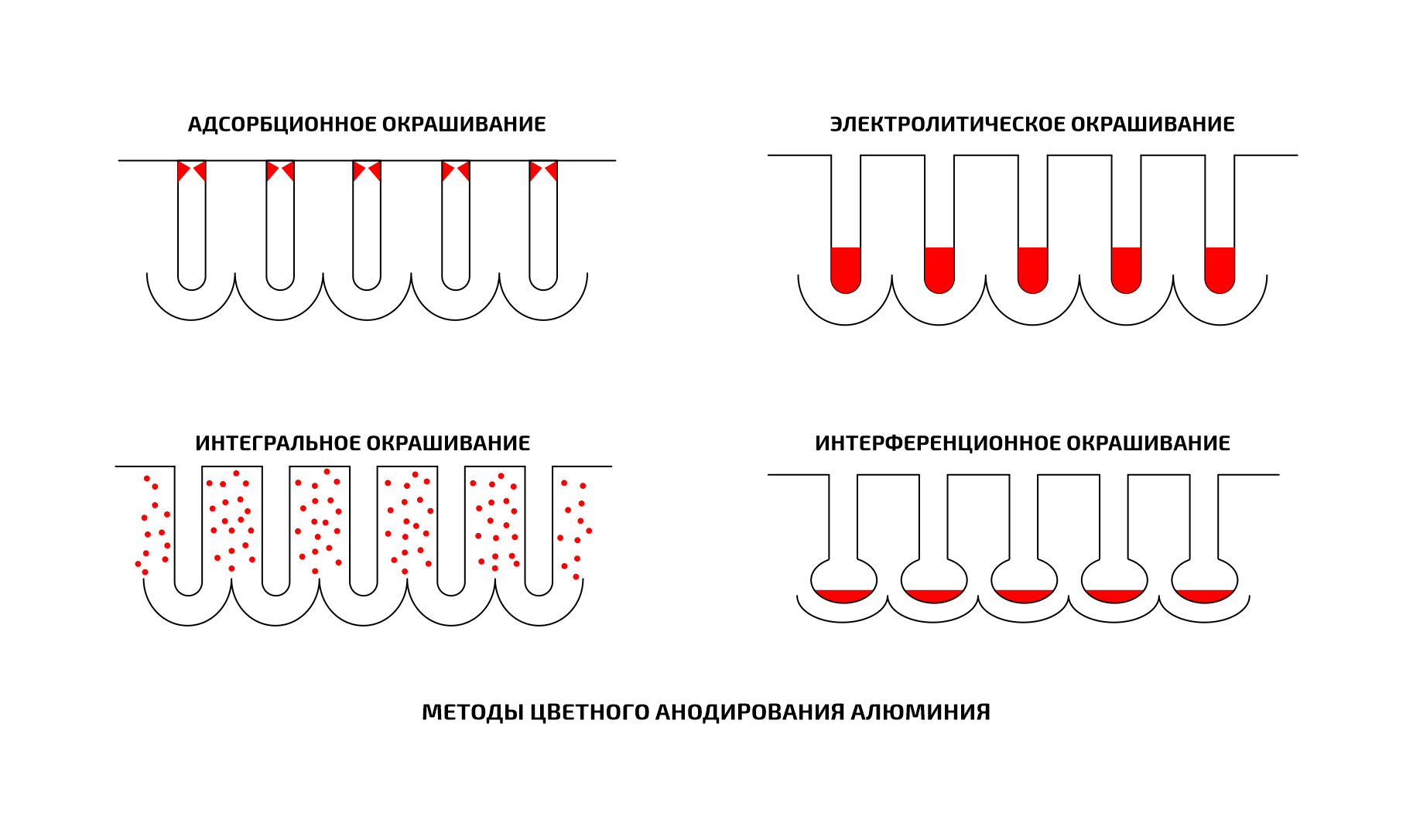
Цветное анодирование алюминия — технология изменения цвета анодированной детали. Производится как до, так и после расположение детали в электролите. Бывает 4 видов:
Первое — адсорбационное окрашивание — происходит сразу после перемещения элемента из ванной с электролитом, т.е до заполнения пор. Деталь также погружают в раствор с красителем, разогретым до определенной температуры (55-75 град. по Цельсию), на некоторое время (обычно от 5 до 30 минут), а затем дополнительно уплотняют, чтобы увеличить окрашенный слой.
Второе — электролитическое — оно же черное анодирование алюминия — это получение сначала бесцветной анодной пленки, а затем продолжение процесса в кислом растворе солей некоторых металлов. Цвет готового изделия получается от слабобронзового до черного. Анодирование алюминия в черный цвет востребовано в производстве строительных профилей и панелей.
Третий вид — интерференционное окрашивание — то же, что и предыдущее, но позволяет получить большее количество оттенков благодаря формированию специального светоотражающего слоя.
Ну и наконец, четвертый вид — интегральное окрашивание — в раствор электролита для анодированию добавляют органические соли, благодаря которым и происходит покраска изделия.
Теперь вы получили общее представление о процессе анодирования. Как видно из всего сказанного — электрохимическое оксидирование позволяет добиться самых разных результатов, не тратя при этом огромных денег на организацию процесса. Не удивительно, что в нем так заинтересованы многие предприниматели.
Анодирование в домашних условиях — способы и технология

У многих красивое и непонятное слово «анодирование» ассоциируется со сложным физико-химическими технологиями, лабораторными условиями и прочей научной атрибутикой.
Мало кто знает, что этот полезный и несложный процесс можно провести при помощи подручных средств: сделать анодирование титана и других металлов реально даже в домашних условиях.
Но что это такое, и зачем это нужно для металла?
Название анодирования носит процесс, протекающий при использовании электролита и электрического тока различной величины и позволяющий получить на изделии прочную оксидную пенку, которая повышает прочность стали и обеспечивает защиту от коррозии. Прочностные и механические характеристики меняются в зависимости от состава металла, плотности и вида электролита, величины анодного и катодного воздействия, рассчитываемых по специальным уравнениям.
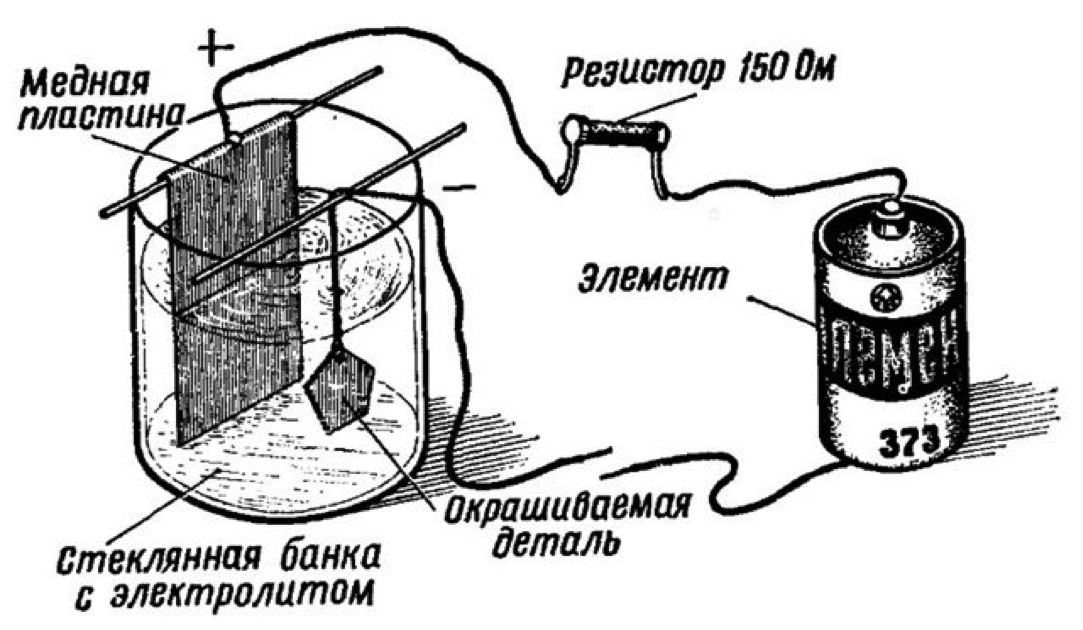
Собственно защитное покрытие не наносится, а образуется из самого железа в процессе электрохимической реакции. Технология, используемая в домашних условиях, схематично выглядит так:
Схема процесса анодирования в домашних условиях
- В диэлектрическую (не проводящую ток) емкость заливается электролит.
- Берется блок питания, способный обеспечить необходимое напряжение постоянного тока на выходе (это может быть аккумулятор или несколько батареек, соединенных в электронные цепи).
- К обрабатываемому предмету подключается зажим «+», и предмет погружается в емкость с раствором.
- Зажим «–» крепится на пластинку из свинца или нержавеющей стали и тоже опускается в жидкость.
- Подключается электрический ток нужной величины, согласно электрохимическому уравнению.
Благодаря ему на поверхности изделия начинает выделяться кислород, способствующий образованию прочной защитной пленки.
Анодное оксидирование (анодирование) различных металлов, проведенное в домашних условиях, конечно, сильно уступает тому, что проводится с применением промышленного оборудования.
Но, все же, оно способно обеспечить изделию ряд преимуществ:
- Повысить устойчивость к коррозии — благодаря тому, что оксидная пленка препятствует проникновению влаги к металлической основе, обеспечивая надежную защиту. Применение такого процесса на быстро ржавеющих предметах обихода или дисках и деталях бытовой техники способно значительно продлить срок их службы.
- Увеличить прочность металла и стали: оксидированное покрытие намного устойчивее к механическим и химическим повреждениям.
- Обработанная таким образом посуда нетоксична, устойчива к длительному нагреву, пища на ней не пригорает.
- Металлические изделия после анодированной обработки приобретают диэлектрические свойства (совсем или почти не проводят ток).
- Возможность провести гальваническое напыление другого металла (хромовое, титановое). Выполненное своими руками, оно способно значительно увеличить прочностно-механические характеристики или повысить декоративные качества (напыление под золото).
Кроме того, процесс дает возможность декорирования. Можно сделать цветное анодное оксидирование.
Такой результат можно получить, изменяя уравнения силы подаваемого тока и плотности электролита (это возможно, когда проводится анодирование титана и других твердых материалов) или с использованием краски (чаще для алюминия и других мягких металлов, но этот процесс применяется и на твердых основах). Окрашенные таким образом предметы имеют более ровный и глубокий цвет.
Промышленный метод дает более высокую прочность покрытия, возможность провести глубокое анодирование с одновременным нанесением катодной электрохимической пенки, дающей дополнительную защиту от коррозии. Но, даже проведенная в домашних условиях анодно-катодная обработка поможет сделать диски или другие детали движущихся механизмов более прочными, износостойкими.





