Сообщества › Сделай Сам › Блог › Инструменты для сборки мебели (личный опыт).
Во вчерашней теме про постройку шкафов очень много людей попросили рассказать о том, с помощью каких инструментов мы с товарищем собирали мебель.
Полагаю, что профессионалам это будет неинтересно, а многие так вообще скажут, что шаблоны можно было сделать самим и не тратить деньги. Можно, но не имея опыта, это сложно и долго. Мы пошли по быстрому, нj затратному пути — купили готовые. Однако, я очень благодарен всем, кто прислал мне чертежи своих шаблонов — это очень помогло вникнуть в тему и понять что к чему.
Вообще, как я понял для соединения дсп с помощью конфирматов используют два подхода: 1) Шаблоны для сверления торцевых и лицевых отверстий. Они могут быть и в виде линеек (как Черон) и в виде барабанов. Могут из себя представлять и целые системы, которые крепятся к листу дсп. Но общий смысл в том, что каждый лист рассверливается по одиночке. Возможно, можно и сэкономить время и использовать другой метод. 2) Струбцины для фиксации листов лдсп под нужным углом (как правило 90 градусов) и конфирматное сверло. Плюс этого варианта в том, что за один проход мы получаем сразу обе дырки и можем тут же закрутить конфирмат. Казалось бы, все легко и просто, но теперь попробуйте в квартире совместить под углом панели длиной 2600 и 1200 мм. Тяжело? разбегается? да, и в одиночку никак (не то, что в первом варианте).
Сведем плюсы и минусы каждого варианта. Шаблоны/кондукторы: + Легкость в использовании. + можно работать в одиночку. + не нужно переживать за центровку сверла — как правило шаблоны/кондукторы имеют стальные вставки, которые позволяют сверлить прямо сквозь них. — для работы потребуется несколько штук. — дорого (если покупать). — надо иметь либо чертежи, либо хорошо развитое пространственное мышление, так как каждая деталь сверлится отдельно.
Струбцины и конфирматное сверло: + Быстрота и простота в обращении. + за один “проход” получаем сразу готовые дырки в двух деталях. + недорого. — тяжело работать в одиночку, особенно если детали большие. — проблема с центровкой сверла.
Что выбрать каждый решает для себя сам. Но, скорей всего Вы так же как и мы скомпилируете оба варианта в один =) Например, конфирматное сверло очень удобно при прихватывании “по месту” уже соединенных больших деталей.
Итак, для сборки мебели были куплены шаблоны фирмы Черон (у них есть одноименный сайт). Не сочтите за рекламу, но они смогли грамотно преподнести свой товар — у них на сайте лежат видео, которые помогают получить представление о работе с их изделиями. Ну, и тут на драйве их посоветовали. В итоге решили купить их. И сейчас я расскажу про них и как ими работать.
Начнем с самого простого — шаблона для мебельных ручек. Я купил МШ-22 (96,128,160,192мм), но можно взять и попроще и подешевле (там под 96 и 128 мм). В принципе, можно обойтись и без него, но повторюсь — деталей было очень много, а сборка осуществлялась по вечерам. Те, во главу угла ставилась экономия времени и облегчение условий труда. Работа с этим шаблоном проста: отмечаем середину ручки, прикладываем МШ-22 и отмечаем место крепления с необходимым отступом от края двери (я брал 40 мм).
Как выбрать ручной фрезерный станок по дереву
Рейтинг ручных фрезеров по дереву представлен, и теперь остаётся подчеркнуть основные моменты, которые принимаются во внимание при выборе инструмента:
- Универсальность – только в плюс. Кромочный фрезер, который может работать как вертикальный, намного лучше того, что предназначен только для заточки кромок.
- Двигатель должен быть максимально защищён от перегревания и попадания стружки.
- Главные технические параметры фрезеровочного станка – мощность мотора, число оборотов, глубина погружения режущей насадки.
- Предпочтение отдаётся моделям с константной электроникой, то есть сохранением заданной частоты оборотов под нагрузками.
- Намного лучше, когда опорная база фрезерного станка сделана из металла, а не пластика или другого материала.
- Пылесборник в комплекте – серьёзное преимущество, ведь не придётся подключать стороннее средство отвода пыли.
- Эргономичность очень важна – в частности, удобное расположение и простота переключения регулятора глубины.
- Чем удобнее рукоять, тем меньше лишних усилий тратит рука.
Представленный рейтинг подскажет, какую модель ручного фрезера по дереву лучше выбрать для домашней мастерской. В категории вертикальных и кромочных первые места топа заняли фрезерные станки немецкого бренда Bosch. А вот бошевский фрезер ламельного типа по ключевым техническим параметрам и соотношению цены и производительности уступил модели от компании Makita.
Примеры использования
Что касается наиболее известной работы для фрезера — по кромке — здесь комментарии излишни, все и так ясно: выбирают насадку под нужный фасон и материал, способ позиционирования на плоскости (фреза с опорным роликом, копирование по шаблону с помощью втулки или углового упора, по самой заготовке с помощью бокового упора или направляющей шины) и приступают к делу. Не требуют разъяснений и действия с выборкой пазов на плоскости (декоративных или технологических).
А что еще умеет фрезер?
Следующая группа типовых задач — врезка. Большинство моделей без труда справляются с подготовкой посадочных мест под накладные или мебельные петли. Более совершенные, с увеличенным вертикальным ходом, помогут с установкой врезных замков.
Обширная область применения ручных фрезеров связана с соединением деталей из древесины и ее производных. Наиболее просты (не требуют сложной оснастки) соединения типа шип-паз и переплеты. Их используют при изготовлении окон, дверей и многих других сборных столярных изделий. Как правило, применяют две парные фрезы (профиль и контрпрофиль). Как уже упоминалось, инструмент облегчает точное засверливание под нагели.
Достаточно дорогое, но оправдывающее свою цену приспособление — шипорезное. По сути, это сложный и точно выполненный зажим для заготовок, дополненный копировальным шаблоном. Работают по нему со специальной копировальной втулкой. Она не только опирается на плоскость шаблона, но и «держится» за него с обратной стороны за счет небольшого бортика.
Закрепляют сразу две или четыре сопрягаемые детали (с другого края, с каждой парой работают отдельно), при этом специальные упоры задают требуемое смещение заготовок друг относительно друга. Далее настраивают фрезер. Зажимают насадку специальной формы («ласточкин хвост») и в соответствии со справочной таблицей задают глубину фрезерования. От нее зависит плотность соединения, то есть зазор в паре шип-гнездо.
При точной настройке несложно добиться «нулевого» зазора — после сборки внатяг конструкция будет плотно держаться без клея и других дополнительных мер фиксации. Такие соединения применяют, например, при изготовлении мебели из массива древесины ценных пород.
Несложно получить соединения и под прямой шип — потребуются другие шаблон и насадка.
В рамках нашей статьи мы кратко обрисовали основные технологические операции, на самом же деле их гораздо больше. Что и неудивительно, ведь фрезер используют даже в художественных целях для нанесения гравировок (опять-таки специальной — перьевой — фрезой).
Важно понимать, что этот инструмент, за редким исключением, — вещь не самодостаточная и требует всякого рода оснастки и приспособлений. Без них он едва ли раскроет и четверть своих возможностей
Именно по этой причине к покупке стоит отнестись максимально ответственно, обратив внимание не столько на сам аппарат, сколько на перечень фирменных (иные могут и не подойти!) аксессуаров к нему
Готовимся к работе
Начнем с азов — подготовки к работе. В зависимости от материала и задачи выбирают фрезу. Для мягких пород древесины, фанеры, МДФ и алюминия применяют насадку с ножами из быстрорежущей стали (HSS), не возбраняется и более дорогая, точная и стойкая, с твердосплавными лезвиями (НМ).
В остальных случаях — ДСП, древесина твердых пород, композитные составы типа искусственный мрамор и тому подобное — использование НМ обязательно. Как уже упоминалось, одна из важных особенностей твердосплавных лезвий — точность: они оставляют более чистую поверхность.
В зависимости от диаметра фрезы и материала устанавливают частоту вращения. Поскольку регулировочное колесико обычно маркируют в условных единицах, придется воспользоваться инструкцией, где указывают, когда что нужно выставлять. Вообще говоря, настройка оборотов — очень ответственная процедура.
Во-первых, оснастка большого диаметра может не выдержать слишком высокую скорость, во-вторых, важно правильно подобрать режим. При завышенной частоте есть риск «прижечь» заготовку, при заниженной — падает производительность и ухудшается качество обработки
Определившись с оборотами и типом фрезы, устанавливают оснастку. Сделать это верно помогут риски на хвостовике — ориентироваться нужно на них. Если требуется отступить от предписания (или его попросту не оказалось), пользуются простым правилом — фиксируют 2/3-3/4 от общей длины хвостовика.










Покупая «расходку», важно помнить, что диаметры зажима бывают разные. Обычно встречаются цанги под хвостовик 6, 8 или 12 мм
Не отыскав оснастки нужного размера, печалиться не стоит — просто смените цангу. Она представляет собой вставку, расположенную внутри полого вала привода и зафиксированную гайкой.
Итак, пора зажимать фрезу. Делают это рожковым ключом, предварительно закрепив вал. В моделях попроще понадобится второй ключ, в инструментах среднего уровня есть кнопка-стопор, но самый удобный фиксатор оборудован еще и «трещоткой» — в таком случае даже перехватываться не придется.
Фрезу зажимают в цангу, пользуясь рожковым ключом и механизмом блокировки вала. Если последнего не предусмотрено, понадобится второй ключ. В данном случае установка упрощена донельзя — стопор снабжен переключаемой (отворачивание/ заворачивание) «трещоткой». Фрезу зажимают, руководствуясь разметкой на ней или исходя из общего правила (2/3-3/4 длины хвостовика).
«Голову» инструмента опускают до упора фрезой в поверхность, после чего ее удобно фиксировать. Далее, исходя из вылета режущей оснастки и желаемой глубины обработки, выбирают самую низкую из подходящих «ножек» револьверного упора. Это позволяет проходить заготовки в несколько приемов, не повторяя точных регулировок.
Зачастую положение каждой «ножки» можно подстроить в небольших пределах. На выбранную «подставку» опус кают опорную штангу, предварительно отпустив ее зажим. Не фиксируя ее, а лишь прижимая пальцем, перемещают по ней подвижный указатель, добиваясь его совпадения с нулем мерной линейки.
Штангу поднимают до совпадения указателя с требуемым делением измерительной шкалы и зажимают ее фиксатором.
Если операция требует точности, хороший фрезер позволяет скорректировать установленное значение глубины. Его изменяют, не ослабляя (чтобы не сбить) фиксации опорной штанги, а вращая регулировочное колесико. Это можно сделать заранее, добившись точного совпадения рисок указателя и шкалы, или после пробного прохода.
При опускании «головы» фреза войдет в заготовку на глубину, выставленную на откалиброванной шкале.
Производительность при профильном фрезеровании: равномерный припуск
 A: Черновая обработкаB: Получистовая обработкаC: Чистовая и финишная обработка
A: Черновая обработкаB: Получистовая обработкаC: Чистовая и финишная обработка
Равномерный припуска – это один из базовых критериев высокой и постоянной производительности при профильном фрезеровании, особенно высокоскоростном.
Для достижения максимальной производительности при профильном фрезеровании, распространённом при изготовлении пресс-форм, важно адаптировать размер фрез к конкретным операциям Главная цель – получение равномерно распределённого припуска для обеспечения постоянства величины и направления силы резания
Часто бывает целесообразным работать фрезами разного размера, переходя от инструмента с большим диаметром к меньшему, особенно при лёгкой черновой и получистовой обработке, а не использовать лишь один диаметр фрезы на каждой операции.
- Оптимальное качество при чистовой обработке достигается, когда после предшествующих операций достигается минимальный и равномерный остаточный припуск
- Основная задача профильного фрезерования — обеспечить как можно более точное соответствие обработанной поверхности заданным параметрам
- Безопасный процесс резания
Преимущества равномерного припуска
- Некоторые получистовые и практически все чистовые операции можно выполнять с частичным участием оператора или даже без него
- Воздействие на направляющие станка, шариковые винты и подшипники шпинделя будет менее негативными
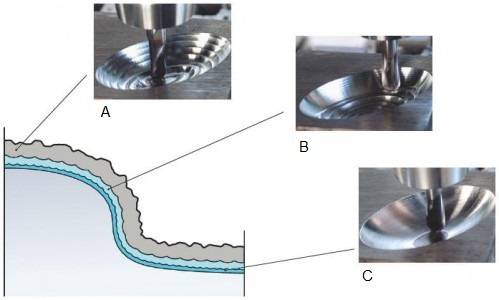
Обработка полости в сплошном материале
При обработке полости важно выбрать метод, при котором величина ap будет минимальной, а припуск для последующего профильного фрезерования – равномерным Торцевые/концевые фрезы для обработки уступов и длиннокромочные фрезы оставляют ступенчатый припуск, который необходимо удалять. При этом возникают изменяющиеся силы резания и отжатие инструмента
В результате получается неравномерный припуск для чистовой обработки, который сказывается на геометрической точности обработанной поверхности Фрезы с круглыми пластинами создают плавные переходы между проходами и оставляют меньший и более равномерный припуск для профильной обработки и, тем самым, позволяют получить детали более высокого качества Третья альтернатива – использование высокопроизводительной фрезы для обработки полости
При этом также получается меньший и равномерный припуск (с небольшими перепадами по высоте ступеней) – благодаря небольшой глубине резания
В результате получается неравномерный припуск для чистовой обработки, который сказывается на геометрической точности обработанной поверхности Фрезы с круглыми пластинами создают плавные переходы между проходами и оставляют меньший и более равномерный припуск для профильной обработки и, тем самым, позволяют получить детали более высокого качества Третья альтернатива – использование высокопроизводительной фрезы для обработки полости. При этом также получается меньший и равномерный припуск (с небольшими перепадами по высоте ступеней) – благодаря небольшой глубине резания
Фреза для обработки прямоугольных уступов,оставляет неравномерный припуск большей толщины
Фреза с круглыми пластинами,оставляет небольшой припуск
Высокопроизводительная фреза,оставляет небольшой припуск
Готовимся к работе
Начнем с азов — подготовки к работе. В зависимости от материала и задачи выбирают фрезу. Для мягких пород древесины, фанеры, МДФ и алюминия применяют насадку с ножами из быстрорежущей стали (HSS), не возбраняется и более дорогая, точная и стойкая, с твердосплавными лезвиями (НМ).
В остальных случаях — ДСП, древесина твердых пород, композитные составы типа искусственный мрамор и тому подобное — использование НМ обязательно. Как уже упоминалось, одна из важных особенностей твердосплавных лезвий — точность: они оставляют более чистую поверхность.
В зависимости от диаметра фрезы и материала устанавливают частоту вращения. Поскольку регулировочное колесико обычно маркируют в условных единицах, придется воспользоваться инструкцией, где указывают, когда что нужно выставлять. Вообще говоря, настройка оборотов — очень ответственная процедура.
Во-первых, оснастка большого диаметра может не выдержать слишком высокую скорость, во-вторых, важно правильно подобрать режим. При завышенной частоте есть риск «прижечь» заготовку, при заниженной — падает производительность и ухудшается качество обработки
Определившись с оборотами и типом фрезы, устанавливают оснастку. Сделать это верно помогут риски на хвостовике — ориентироваться нужно на них. Если требуется отступить от предписания (или его попросту не оказалось), пользуются простым правилом — фиксируют 2/3-3/4 от общей длины хвостовика.
Покупая «расходку», важно помнить, что диаметры зажима бывают разные. Обычно встречаются цанги под хвостовик 6, 8 или 12 мм
Не отыскав оснастки нужного размера, печалиться не стоит — просто смените цангу. Она представляет собой вставку, расположенную внутри полого вала привода и зафиксированную гайкой.










Итак, пора зажимать фрезу. Делают это рожковым ключом, предварительно закрепив вал. В моделях попроще понадобится второй ключ, в инструментах среднего уровня есть кнопка-стопор, но самый удобный фиксатор оборудован еще и «трещоткой» — в таком случае даже перехватываться не придется.
Фрезу зажимают в цангу, пользуясь рожковым ключом и механизмом блокировки вала. Если последнего не предусмотрено, понадобится второй ключ. В данном случае установка упрощена донельзя — стопор снабжен переключаемой (отворачивание/ заворачивание) «трещоткой». Фрезу зажимают, руководствуясь разметкой на ней или исходя из общего правила (2/3-3/4 длины хвостовика).
«Голову» инструмента опускают до упора фрезой в поверхность, после чего ее удобно фиксировать. Далее, исходя из вылета режущей оснастки и желаемой глубины обработки, выбирают самую низкую из подходящих «ножек» револьверного упора. Это позволяет проходить заготовки в несколько приемов, не повторяя точных регулировок.
Зачастую положение каждой «ножки» можно подстроить в небольших пределах. На выбранную «подставку» опус кают опорную штангу, предварительно отпустив ее зажим. Не фиксируя ее, а лишь прижимая пальцем, перемещают по ней подвижный указатель, добиваясь его совпадения с нулем мерной линейки.
Штангу поднимают до совпадения указателя с требуемым делением измерительной шкалы и зажимают ее фиксатором.
Если операция требует точности, хороший фрезер позволяет скорректировать установленное значение глубины. Его изменяют, не ослабляя (чтобы не сбить) фиксации опорной штанги, а вращая регулировочное колесико. Это можно сделать заранее, добившись точного совпадения рисок указателя и шкалы, или после пробного прохода.
При опускании «головы» фреза войдет в заготовку на глубину, выставленную на откалиброванной шкале.
Техника безопасности
Деревообрабатывающие станки являются наиболее травмоопасным видом оборудования. Ручной фрезер — не исключение
Работа с ним требует осторожности, аккуратности и знания правил техники безопасности:
- Одежда должна быть достаточно плотной, без свисающих концов, завязок или иных мешающих элементов;
- Древесная пыль опасна для органов дыхания, является сильным аллергеном. Рекомендуется использовать респиратор, хотя бы обычный «лепесток»;
- Отлетающая стружка может попасть в глаза. Большинство фрезеров имеют защитный щиток, но воспользоваться очками будет не лишним;
- Необходимо крепко удерживать станок в руках. При работе он вибрирует, стремится развернуться в сторону, противоположную вращению вала. Не следует отвлекаться и выпускать работающий фрезер из рук;
- Утапливать хвостовик фрезы в цангу не менее, чем на 20 мм и надежно зажимать гайку ключом;
- Перед работой проверять состояние подшипников на кромочных фрезах. Они не должны скрипеть, шататься, клинить. Если замечены изъяны, ролик надо заменить;
- Сначала надо запустить фрезер и дождаться набора рабочей скорости вращения, и только после этого вводить фрезу в материал. При необходимости остановить работу сначала выводят фрезу из материала, затем останавливают станок;
- Постоянно следить, чтобы в древесине не оказалось гвоздей или шурупов, а в зоне вращения фрезы не было посторонних предметов или инструментов.
Подробнее с правилами безопасности можно ознакомиться в инструкции пользователя. Фрезеры от разных производителей могут иметь собственные, специфические правила безопасности, о которых надо знать и соблюдать в работе.
Разновидности ручных фрезеров — назначение и отличия
Ручные фрезеры подразделяются на два основных типа — универсальные и специализированные. Последние, в свою очередь, делятся на ламельные, присадочные, кромочные и ротационные. Решая, какой тип ручного фрезера по дереву выбрать для дома, нужно помнить, что все виды специализированных моделей отличаются друг от друга по назначению и взаимозаменяемы лишь частных случаях. Все сразу виды работ, выполняемых отдельными специализированными фрезерами, доступны лишь универсальным фрезерам.
Универсальные фрезеры конструктивно имеют вертикальное исполнение и бывают двух типов: неподвижные и погружные, с регулируемой глубиной выноса фрезы. Неподвижный тип достаточно сложен в освоении. Редко им могут пользоваться новички, ведь перемещение фрезы в другое положение должно осуществляться вручную и без остановки её работы.
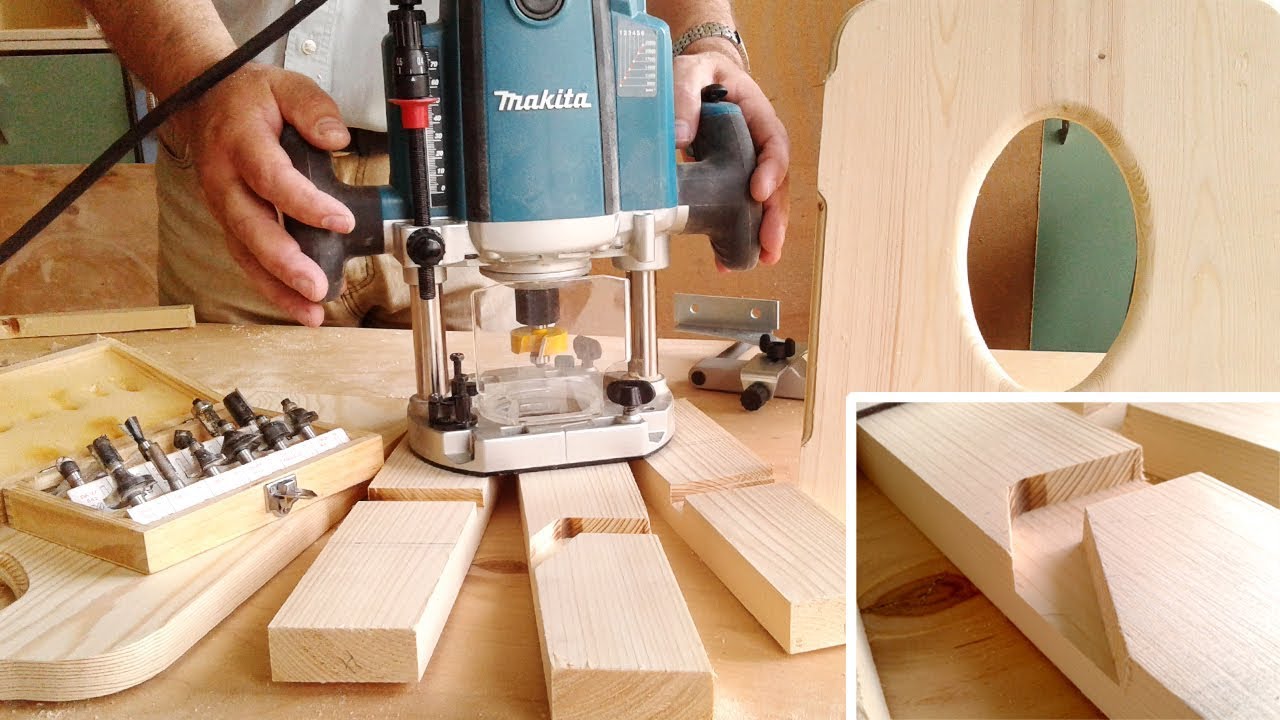
 Универсальный погружной фрезер Makita
Универсальный погружной фрезер Makita
Погружные фрезеры значительно более распространены среди бытовых моделей, работать с ними значительно легче. Пользоваться таким типом инструмента могут даже новички — перемещается погружной механизм по направляющим, а разблокируется, как правило, при помощи одной руки. Он имеет жесткие пружины, которые помогают беспрепятственно передвигать фрезу, не отрываясь от детали.
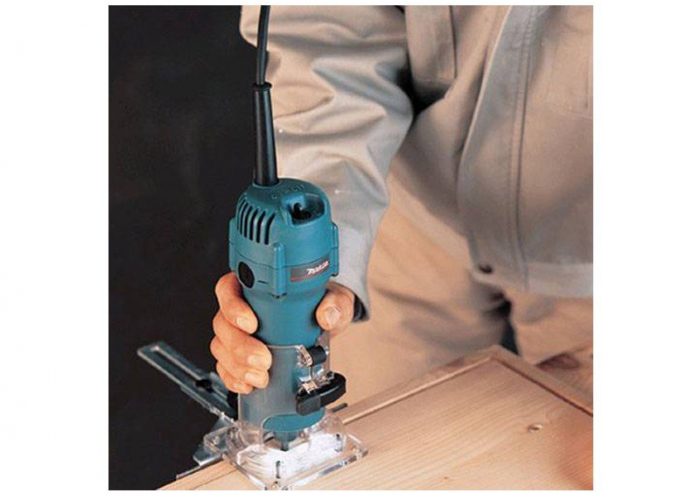
 Ручной кромочный фрезер Makita
Ручной кромочный фрезер Makita
Ламельный и кромочный специализированные фрезеры, как ясно из названия, предназначены для вырезания пазов (ламелей) в материале и фигурной обработки кромки.

 Ручной ламельный фрезер Mafell
Ручной ламельный фрезер Mafell
Присадочные фрезеры полезны в области сборки мебели — они нужны для формирования шкантового соединения. Ротационные фрезеры — это облегчённые устройства для работы “с рук” по обработке кромки, фигурному вырезанию отверстий и пазов. Одно из преимуществ ротационных, кромочных и присадочных моделей — их меньший вес по сравнению с универсальными.
 Присадочный фрезер Mafell
Присадочный фрезер Mafell ротационный фрезер Makita 3706
ротационный фрезер Makita 3706
К каждому из видов фрезера можно подобрать дополнительные детали и приспособления, облегчающие работу и расширяющие функционал инструмента. В том числе, позволяющие применять его как фрезер другого типа.
Более того, как говорят опытные мастера деревообработки, главное во фрезере — это дополнительная оснастка и шаблоны. Разные производители предлагают различную дополнительную оснастку. Некоторые не предлагают её вообще. При относительно простых работах можно аккуратно работать без дополнительной оснастки либо достаточно штатной оснастки вроде параллельного упора. Нужно быть готовым, что для максимальной точности обработки при более серьёзных работах, особенно при фигурной фрезеровке вам также понадобятся шаблоны, часть из которых можно изготовить только самостоятельно.
“Шаблоном” называют оснастку для точного задания контуров фрезеровки. Она ограничивает или задаёт пространство для возможного движения фрезера по материалу. Шаблоны простых форм (круглые, овальные и т.п.) бывает возможно найти в продаже. Шаблоны уникальной формы под конкретные детали делаются самостоятельно.
Техника безопасности
Деревообрабатывающие станки являются наиболее травмоопасным видом оборудования. Ручной фрезер — не исключение
Работа с ним требует осторожности, аккуратности и знания правил техники безопасности:
- Одежда должна быть достаточно плотной, без свисающих концов, завязок или иных мешающих элементов;
- Древесная пыль опасна для органов дыхания, является сильным аллергеном. Рекомендуется использовать респиратор, хотя бы обычный «лепесток»;
- Отлетающая стружка может попасть в глаза. Большинство фрезеров имеют защитный щиток, но воспользоваться очками будет не лишним;
- Необходимо крепко удерживать станок в руках. При работе он вибрирует, стремится развернуться в сторону, противоположную вращению вала. Не следует отвлекаться и выпускать работающий фрезер из рук;
- Утапливать хвостовик фрезы в цангу не менее, чем на 20 мм и надежно зажимать гайку ключом;
- Перед работой проверять состояние подшипников на кромочных фрезах. Они не должны скрипеть, шататься, клинить. Если замечены изъяны, ролик надо заменить;
- Сначала надо запустить фрезер и дождаться набора рабочей скорости вращения, и только после этого вводить фрезу в материал. При необходимости остановить работу сначала выводят фрезу из материала, затем останавливают станок;
- Постоянно следить, чтобы в древесине не оказалось гвоздей или шурупов, а в зоне вращения фрезы не было посторонних предметов или инструментов.
Подробнее с правилами безопасности можно ознакомиться в инструкции пользователя. Фрезеры от разных производителей могут иметь собственные, специфические правила безопасности, о которых надо знать и соблюдать в работе.









Направляющая шина
Когда речь идет о прямой линии, хорошей альтернативой параллельному упору считается направляющая шина. Ее закрепляют с произвольным отступом от края и под любым углом к нему. На штанги вместо упора устанавливают специальный башмак — он скользит по шине и задает положение фрезера. Из-за опоры на направляющую может возникнуть перепад высот, так как машина приподнимается над заготовкой. Чтобы не держать ее на весу, выдвигают опорную ножку (если она предусмотрена).
В особой комплектации подобные направляющие служат еще и для точного фрезерования отверстий, что особенно актуально при изготовлении мебели (на линейке есть отверстия со стандартным шагом, на машине — стопор; остается только выбирать нужные позиции и засверливаться).
Важное замечание: набор деталей для работы по направляющей докупают не во всех случаях; он должен присутствовать в списке аксессуаров производителя и подходить к конкретному фрезеру. Шину фиксируют относительно заготовки
Фрезер позиционируется по ней при помощи «башмака», аналогичного боковому упору, и может размещаться на разном удалении от нее. Поскольку на шину опирается лишь часть платформы, выдвигают дополнительную «ножку»
Шину фиксируют относительно заготовки. Фрезер позиционируется по ней при помощи «башмака», аналогичного боковому упору, и может размещаться на разном удалении от нее. Поскольку на шину опирается лишь часть платформы, выдвигают дополнительную «ножку».
Разновидности станков
По уровню мощности выделяют станки тяжелого типа, средние и легкие. Тяжелые фрезеры имеют мощность до 1200 Вт. Их приобретают профессионалы, так как они способны выполнять сложные операции с деревом и другим материалом.
 Тяжелый ручной фрезер
Тяжелый ручной фрезер
Мощность средних станков варьируется от 750 до 900 Вт. Их часто используют при работе с мебелью и элементами декора в домашнем обиходе.
У легких фрезерных станков максимальная мощность составляет 750 Вт. Их используют для небольших операций, не подразумевающих профессионального мастерства и большой глубины обработки.
Помимо вертикального фрезера с широкой областью применения, существуют станки, изготовленные под выполнение одной (зачастую сложной) операции.
 Легкие ручные фрезеры
Легкие ручные фрезеры
Среди них выделяют следующие виды:
Триммер. Позволяет вырезать отверстия сложной формы, снимать фаски и делать выборку пазов
Важно, что его можно применять для обработки шпона и ламината.
Ротационный. Создает отверстия и позволяет контролировать их глубину с высокой точностью
Может работать не только с деревом, но и с керамикой или гипсокартоном.
Ламельный. Подходит только для выборки пазов.
Присадочный инструмент. Производит парные углубления.
Вертикальный фрезер объединяет все функции вышеперечисленных станков. Но если интересует только одна конкретная функция (с точностью до десятой доли миллиметра), можно воспользоваться отдельным станком.