
Как зажигать и удерживать дугу
Освоить, как правильно держать дугу это – скорей всего, основной момент. Но, не умея этого, решать вопрос, как научиться варить сваркой, можно и не начинать. Во время работы со сварочным аппаратом дугу нужно удерживать в любом положении тела. Это все приходит с практикой, и теория, и видео уроки, тут помочь почти ничем не смогут. Если все же попробовать описать весь процесс в теории, то будет выглядеть таким образом:
- Берем металл потолще (какую-то обычную болванку), выставляем на сварочном аппарате максимальный ток (хотя бы, на половину возможностей), подсоединяем к болванке массу, устанавливаем электрод, одеваем сварочную маску и пробуем прикоснуться кончиком стержня болванки. Начнет искрить, но ваша цель состоит в том, чтобы закрепить эту дугу и держать ее в течение долгого времени.
- Когда поймете и почувствуете, каким образом это происходит, можно попытаться передвигать электрод в каком-то направлении, смотря за происходящим. На этом этапе можно не уделять большого внимания непосредственно процессу сварки металлов – самое главное, это дуга, а точней, ее удержание.
- Когда дуга начнет получаться, на агрегате нужно сделать меньше ток и научиться включать дугу на небольших токах. Тут, опять же, все будет зависеть от вас. Просто начинаем учиться делать так, чтобы дуга не пропадала, а если и пропадала, то на короткое время, пока болванка не остыла.
Когда включение электрода и удержание дуги будет хоть как-то получаться, основную долю вашего внимания нужно будет перенести на болванку, а точнее, понять, где шлак, а где чистовой металл. Шлак имеет темный оттенок, а металл светлый. Первый обязан расходиться в стороны, а второй находится на свариваемом шве.
Выбор электродов для сварки
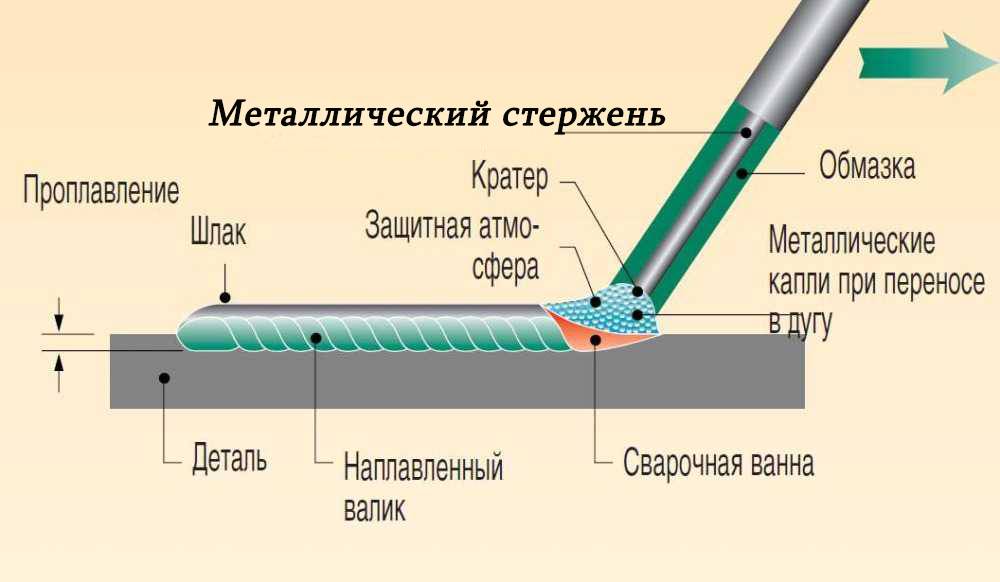
Для ручной дуговой сварки применяют стержневые электроды с защитной обмазкой. Металл стержня должен соответствовать типу свариваемых металлов, поэтому для сварки стальных, бронзовых или магниевых сплавов используют различные электроды.
Обмазка стержня в процессе сварки плавится и превращается в шлак, который, всплывая на поверхность сварочной ванны, защищает расплав от влияния кислорода и азота воздуха. Некоторые обмазки имеют газообразующие добавки, которые в процессе сварки выделяют газ, ограничивающий доступ воздуха к зоне плавления.
Чаще всего вопрос о том, какими электродами варить, у начинающих сварщиков не стоит, так как учиться ремеслу обычно начинают сваркой простых низкоуглеродистых конструкционных сталей.
Применение сварочных выпрямителей позволяет использовать для таких, а также нержавеющих сплавов, электроды марки УОНИИ, предназначенные для работы прямым током.
Электроды другой марки – АНО, можно применять для сварки как выпрямителями, так и трансформаторами, они позволяют варить как с прямым, так и с обратным током, поэтому любители используют их намного чаще, чем УОНИИ.
Между тем, профессионалы в вопросе о том, какие электроды лучше, отдают предпочтение именно УОНИИ. Они приводят в качестве аргумента тот факт, что данный тип стержней оставляет за собой значительно меньше шлака, следовательно, очистка шва требуется намного реже, что значительно увеличивает скорость работы.
В зависимости от толщины свариваемых деталей применяют электроды диаметром от 1,6 до 5мм. Кроме того, 4-5мм стержни применяют для резки металлов, устанавливая максимальную силу тока.
Определить требуемый диаметр электрода можно по таблицам зависимости этого параметра от толщины деталей, а также при помощи математических формул. Начинающие сварщики редко используют стержни толщиной более 4мм.
Вид сварочных работ (горизонтальная, нависающая, стыковая сварка и т.д.) практически не зависит от диаметра электродов, чего не скажешь о глубине сварной ванны и ширине шва.
Так как удельный ток сварки зависит от сечения электрода, то концентрация силы тока более высокая на конце тонкого стержня, поэтому глубина провара будет больше, чем при использовании толстого электрода. В свою очередь, применение стержней диаметром 4-5мм проплавляет металл меньше, образуя более широкий шов.
Как видите, невозможно точно ответить, какими электродами варить, так как правильный выбор должен учитывать массу факторов, начиная от типа сварочного аппарата и заканчивая необходимой шириной сварного шва. Кроме того, следует учитывать, что качество электродов даже одной марки может существенно отличаться среди изделий разных заводов, поэтому перед тем как начинать варить сваркой, спросите совета у специалистов.
Подробности
Типы аппаратов для сварки
На строительном рынке есть множество моделей сварочных аппаратов, и среди всего разнообразия стоит выделить следующее:
- Выпрямители.
- Плазменные.
- Трансформаторы.
- Автоматы.
- Инверторы.
- Полуавтоматы.
В условиях дома или мастерской обычно используют трансформаторы из-за малой стоимости, а также инверторы из-за удобства и простоты выполнения работ. Остальные потребуют либо особые условия для работы, которые можно создать лишь на производстве, или потребуется длительное приобретение навыков и особое обучение.
Трансформаторные
Устройство подобных автоматов самое обычное – это понижающий и мощный трансформатор, причем именно в его вторичную обмотку и включают электрическую рабочую цепь. Достоинства такого устройства заключаются в его простоте, неприхотливости, живучести и дешевизне. А из недостатков выделим большой вес и размеры, низкий уровень стабильности дуги, работа на переменном токе и создание бросков напряжения в сети питания. Подобный аппарат потребует от сварщика большого опыта и мастерства. Для обучения начинающего мастера устройство плохо подходит.
Инверторы
Кроме того, устройство не вызывает напряжения бросков в сети питания. Но есть пару недостатков – высокая стоимость и малая степень устойчивости к морозу. Обучение начать стоит именно с инвертора, потому что стабильность параметров души и наличие дополнительных функций облегчат старт и предотвратят залипание, а также дадут возможность новичкам сосредоточиться на шве и как можно скорее освоить новую для них технологию.
Что нужно для выполнения работ начинающим мастерам
Для того, чтобы приступить к обучению, потребуется выбрать соответствующую экипировку и оборудование
Особое внимание стоит уделять собственным средствам защиты, потому что сварочные работы представляют собой вредный процесс для органов дыхания и зрения. Потребуется организовать рабочее место, а если оно находится в мастерской, то комнату потребуется снабдить эффективной вытяжной системой и прекрасным освещением. Чтобы правильно варить металл инвертором или другим приспособлением, немаловажную роль будет играть и место
Если вы желаете начать обучение на свежем воздухе, то делать это следует на сухом основании и под навесом, который будет защищать вас и оборудование от дождя. Рабочее место должно получится просторным, не быть захламленным, а также не стеснять движения сварщика. Кабели следует прокладывать так, чтобы вы на них не наступили и не запнулись при перемещении вокруг заготовок. В качестве заготовки для отработки навыков стоит выбирать обрезки проката и стальные листы, а начинать с важных конструкций не рекомендуется
Чтобы правильно варить металл инвертором или другим приспособлением, немаловажную роль будет играть и место. Если вы желаете начать обучение на свежем воздухе, то делать это следует на сухом основании и под навесом, который будет защищать вас и оборудование от дождя. Рабочее место должно получится просторным, не быть захламленным, а также не стеснять движения сварщика. Кабели следует прокладывать так, чтобы вы на них не наступили и не запнулись при перемещении вокруг заготовок. В качестве заготовки для отработки навыков стоит выбирать обрезки проката и стальные листы, а начинать с важных конструкций не рекомендуется.
Средства защиты и инструменты
Из инструментария, оборудования и материалов нужно:
- Болгарка (УШМ) для нарезания заготовок и зачистки швов.
- Набор ручных слесарных инструментов – зубила, молотки, пассатижи и прочее.
- Щетка из металла для зачистки заготовок.
- Струбцины и зажимы для того, чтобы заготовки были соединены между собой.
- Электроды.
И, конечно же, вам потребуется инвертор.
Какие выбрать электроды
Чтобы научиться хорошо варить металл, потребуется выбрать сварочные материалы по типу свариваемых материалов и их толщиной. В качестве задания для учебы стоит выбирать стандартные низкоуглеродные конструкционные стали. Для них прекрасно подойдут популярные электроды с обмазкой. Обычно требуется учить на электродах с диаметром 1.6, 2 и 3 мм (это для тонкостенных конструкций), а с толщиной от 4 до 6 мм для сваривания заготовок с толстыми стенками.
Чаще всего для домашних условиях применяют электроды с диаметром в 3 мм, а более тонкие подойдут для сваривания деталей с тонкими стенками. Мощность устройства обязательно должна соответствовать диаметру электрода, а в руководстве пользователя есть табличка для определения рабочего тока по номера электрода.



Выбрать правильный вольфрамовый электрод
Немаловажным фактором при аргонодуговой сварке является правильно подобранный вольфрамовый электрод, проводящий сварочный ток к дуге. На правильный выбор влияют два фактора:
- толщина свариваемого металла
- величина сварочного тока
В зависимости от стандарта на изготовление электроды поставляются различных диаметров, обычно от 1 до 4 мм, и длиной 150 или 175 мм.
Согласно ISO 6848 «Дуговая сварка и резка. Электроды вольфрамовые сварочные неплавящиеся. Классификация» электроды поставляются длинами и диаметрами, указанными в таблицах ниже.
Длина электродов из вольфрама и допуск (ISO 6848)
| Длина, мм | Допуск, мм |
|---|---|
| 50 | ±1,5 |
| 75 | +2,5 -1,0 |
| 150 | +4 -1 |
| 175 | +6 -1 |
| 300 | +8 -1 |
| 450 | +8 -1 |
| 600 | +13 -1 |
В состав электродов входит чистый вольфрам и вольфрам с активирующими присадками (редкоземельными элементами и их оксидами):
- окись лантана
- окись иттрия
- двуокись тория
- тантал
- церий
Во избежание путаницы, в зависимости от химического состава, вольфрамовые электроды делятся по цветам маркировки, которую наносят на один из концов. Требование о необходимости нанесения цветной маркировки изложные в ISO 6848 и ГОСТ 24949.
Маркировка вольфрамовых электродов по цветам согласно ISO 6848
| Классификационные символы | Химический состав | Код цвета, RGB значение цвета | |||
|---|---|---|---|---|---|
| Добавление оксида | Примеси, % | Вольфрам,% | |||
| Главный оксид | % | ||||
| WP | Нет | – | 0,5 максимум | 99,5 минимум | Зеленый #008000 |
| WCe 20 | CeO2 | 1,8 – 2,2 | 0,5 максимум | остальное | Серый #808080 |
| WLa 10 | La2O3 | 0,8 – 1,2 | 0,5 максимум | остальное | Черный #000000 |
| WLa 15 | La2O3 | 1,3 – 1,7 | 0,5 максимум | остальное | Золотой #FFD700 |
| WLa 20 | La2O3 | 1,8 – 2,2 | 0,5 максимум | остальное | Голубой #0000FF |
| WTh 10 | ThO2 | 0,8 – 1,2 | 0,5 максимум | остальное | Желтый #FFFF00 |
| WTh 20 | ThO2 | 1,7 – 2,2 | 0,5 максимум | остальное | Красный #FF0000 |
| WTh З0 | ThO2 | 2,8 – 3,2 | 0,5 максимум | остальное | Фиолетовый #EE82EE |
| WZr 3 | ZrO2 | 0,15 – 0,50 | 0,5 максимум | остальное | Коричневый #A52A2A |
| WZr 8 | ZrO2 | 0,7 – 0,9 | 0,5 максимум | остальное | Белый #FFFFFF |
Помимо требований международных стандартов, в ГОСТ 24949 также есть требование о классификации вольфрамовых электродов по цветам.
| Марка | Массовая доля, % | Цвет | |||||
|---|---|---|---|---|---|---|---|
| Вольфрам, не менее | Присадки | Примеси, не более | |||||
| Окись лантана | Окись иттрия | Двуокись тория | Тантал | Алюминий, железо, никель, кремний, кальций, молибден (сумма) | |||
| ЭВЧ | 99,92 | – | – | – | – | 0,08 | Не маркируется |
| ЭВЛ | 99,95 | 1,1 – 1,4 | – | – | – | 0,05 | Черный |
| ЭВИ – 1 | 99,89 | – | 1,5 – 2,3 | – | – | 0,11 | Синий |
| ЭВИ – 2 | 99,95 | – | 2,0 – 3,0 | – | 0,01 | 0,05 | Фиолетовый |
| ЭВИ – 3 | 99,95 | – | 2,5 – 3,5 | – | 0,01 | 0,05 | Зеленый |
| ЭВТ – 15 | 99,91 | – | – | 1,5 – 2,0 | – | 0,09 | Красный |
В таблице ниже указаны рекомендации по выбору типа тока в зависимости от вида свариваемого материала.
Рекомендации по выбору типа тока в зависимости от вида свариваемого металла
| Тип металла или сплава, который необходимо сварить | Постоянный ток | Переменный ток | |
|---|---|---|---|
| Прямая полярность (- на электроде) | Обратная полярность (+ на электроде) | ||
| Алюминий и его сплавы толщиной менее 2,5 мм | допускается | допускается | самый подходящий |
| Алюминий и его сплавы толщиной более 2,5 мм | допускается | не рекомендуется | самый подходящий |
| Магний и его сплавы | не рекомендуется | допускается | самый подходящий |
| Нелегированные и низколегированный стали | самый подходящий | не рекомендуется | не рекомендуется |
| Нержавеющая сталь | самый подходящий | не рекомендуется | не рекомендуется |
| Медь | самый подходящий | не рекомендуется | не рекомендуется |
| Бронза | самый подходящий | не рекомендуется | допускается |
| Алюминиевая бронза | допускается | не рекомендуется | самый подходящий |
| Кремниевая (кремнистая) бронза | самый подходящий | не рекомендуется | не рекомендуется |
| Никель и его сплавы | самый подходящий | не рекомендуется | допускается |
| Титан и его сплавы | самый подходящий | не рекомендуется | допускается |
Каждый вариант имеет характеристики, подходящие для применения в определенных ситуациях или для РАД сварки металлов:
- алюминий и его сплавы сваривают переменным током электродом из чистого вольфрама;
- электроды, легированные церием, являются универсальными и поэтому их применяют практически для аргонодуговой сварки всех типов металлов, а с лантаном или торием применяют для сварки нержавейки, а также меди и титана, и их сплавов;
- торированные электроды обеспечивают преимущество из-за увеличения плотности выделения электронов. При этом необходимо учитывать, что они имеют небольшой уровень радиоактивности.
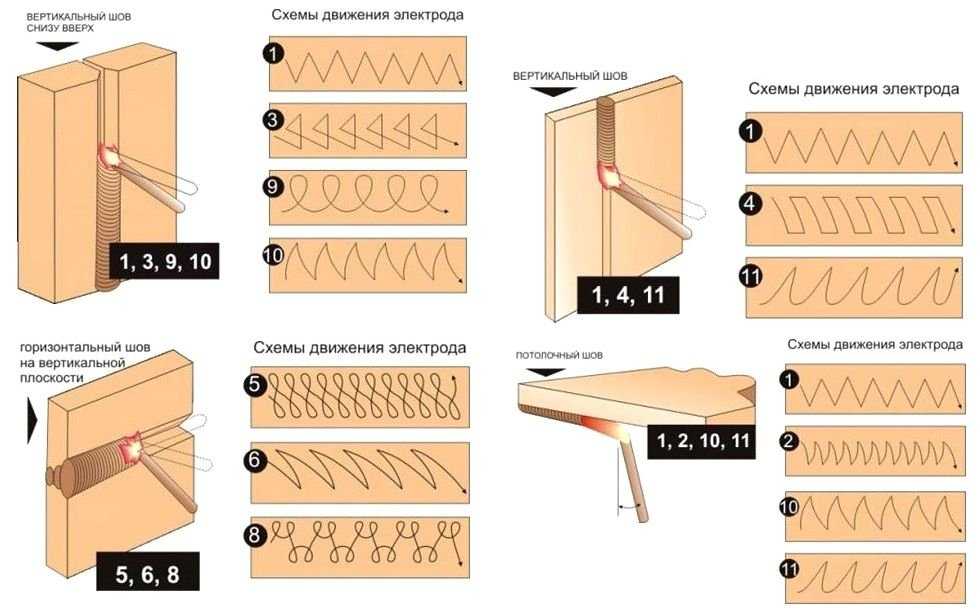
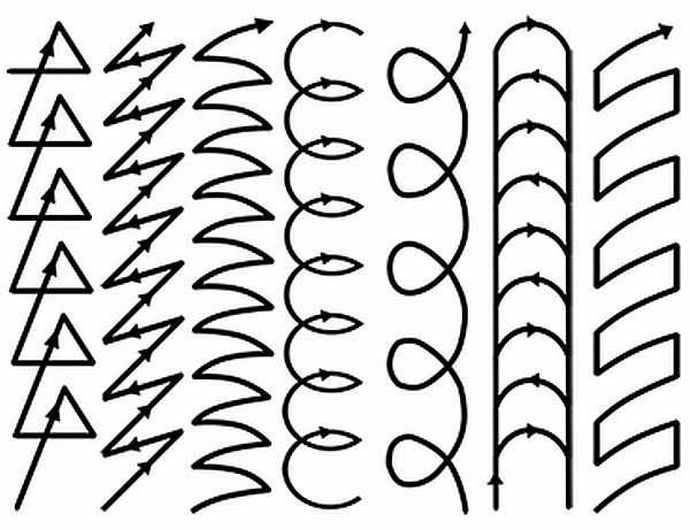
Как передвигать электрод во время сварки?
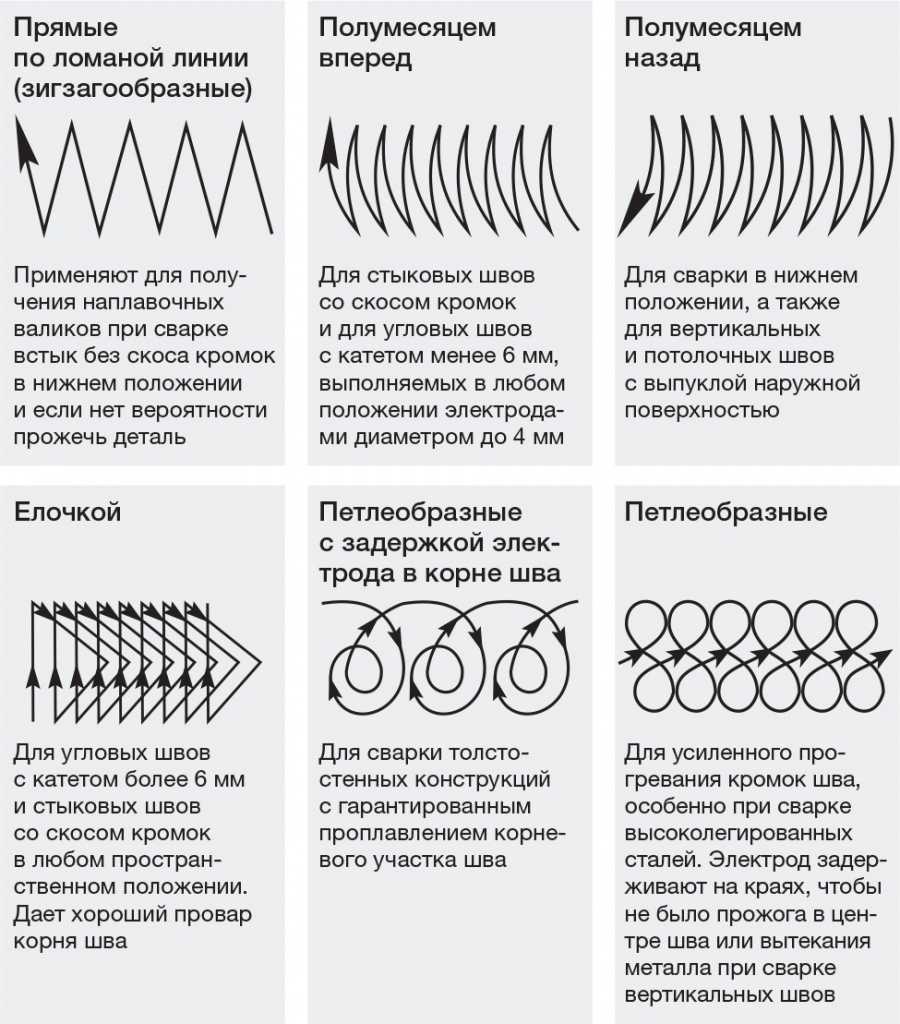
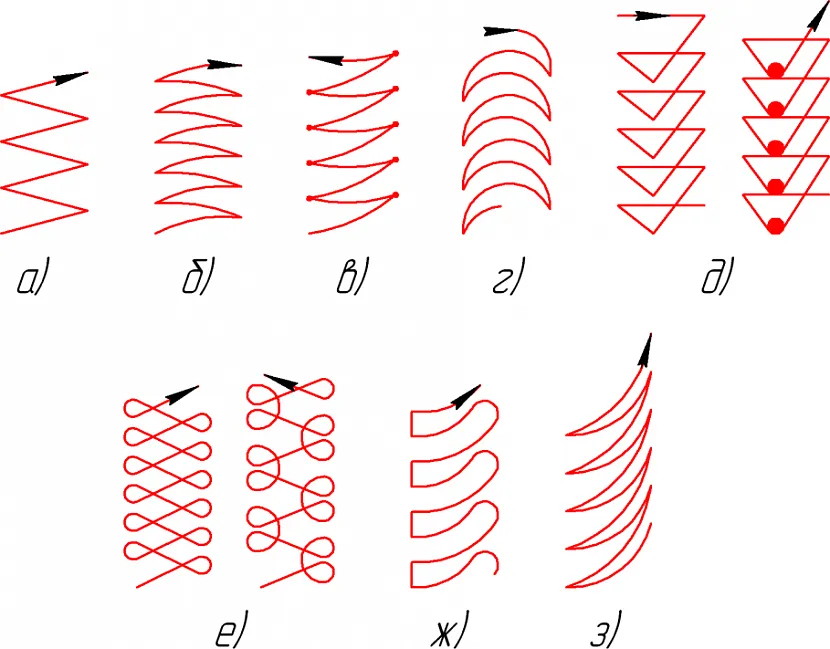
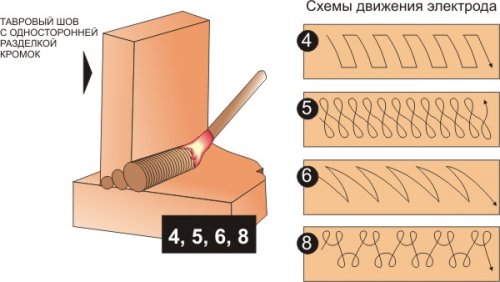
Электрод передвигается вдоль сварочного шва не прямолинейно, а по возвратной траектории (зигзагом вправо-влево, спиралью, елочкой). Это обеспечивает наиболее качественное проплавление, отсутствие непроваров и несплошностей в шве. Схема наиболее традиционных видов движения конца стержня при сварке инвертором приведена на рис. 3.
Управление сварочным инвертором.
Скорость сварки или скорость передвижения электрода формируют поверхность шва и его параметры: выпуклость, ширина и глубина. Чем быстрее передвигается сварная ванна, тем меньше глубина шва и его выпуклость после застывания. Сварное соединение получается узким и ровным. Медленное передвижение электрода увеличивает глубину шва и придает его поверхности более выпуклый вид, сварное соединение получается широким, со значительной выпуклостью и наплывами.
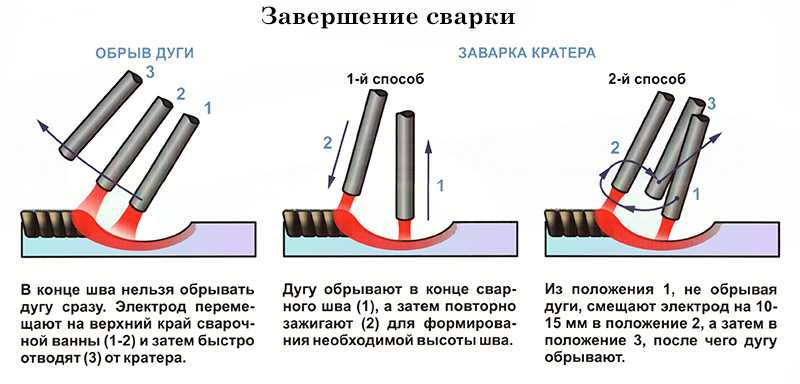
В конце сварки клемма со стержнем задерживается на несколько секунд в зоне окончания шва. Это позволяет накопиться расплавленному металлу и предупредить образование углубления (кратера).
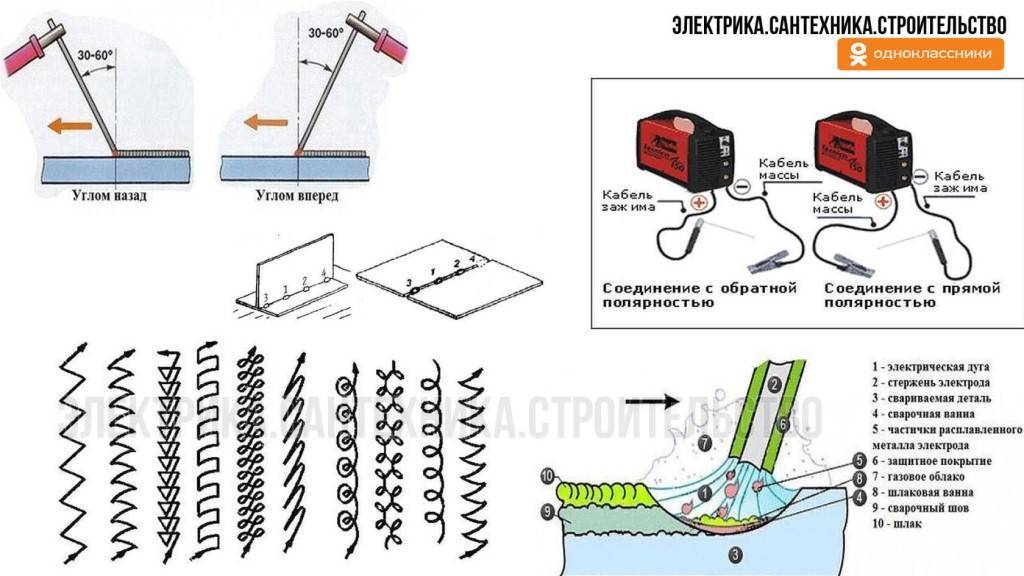
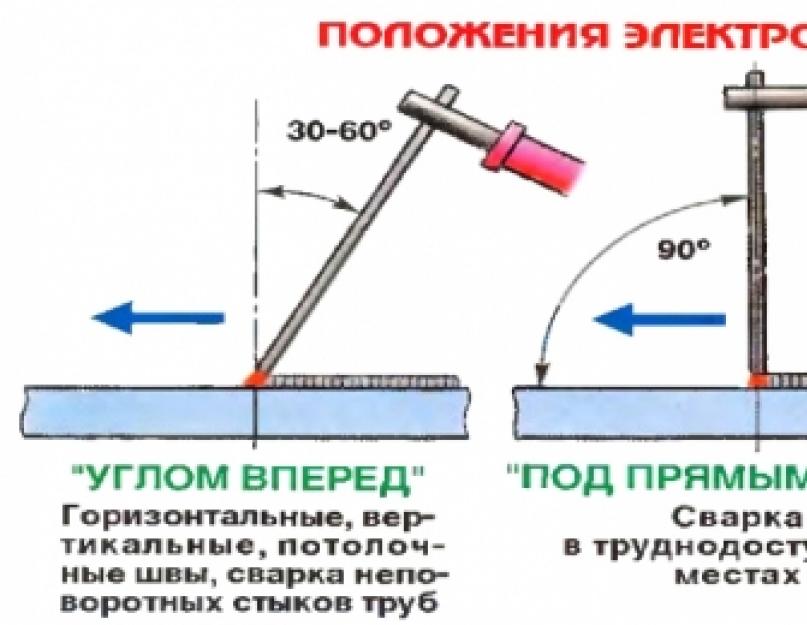
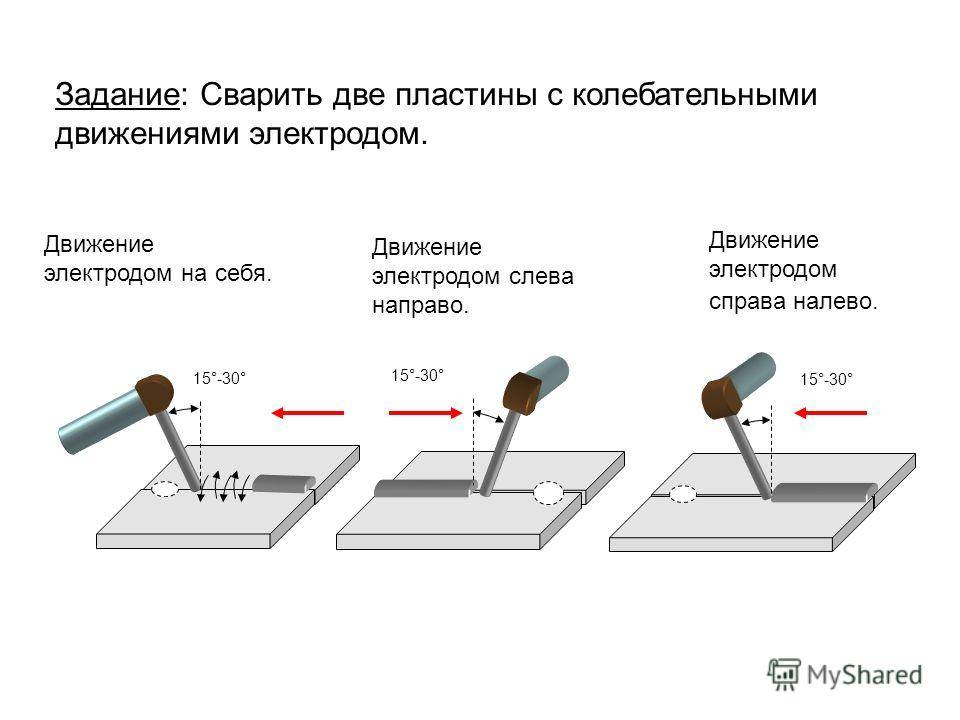
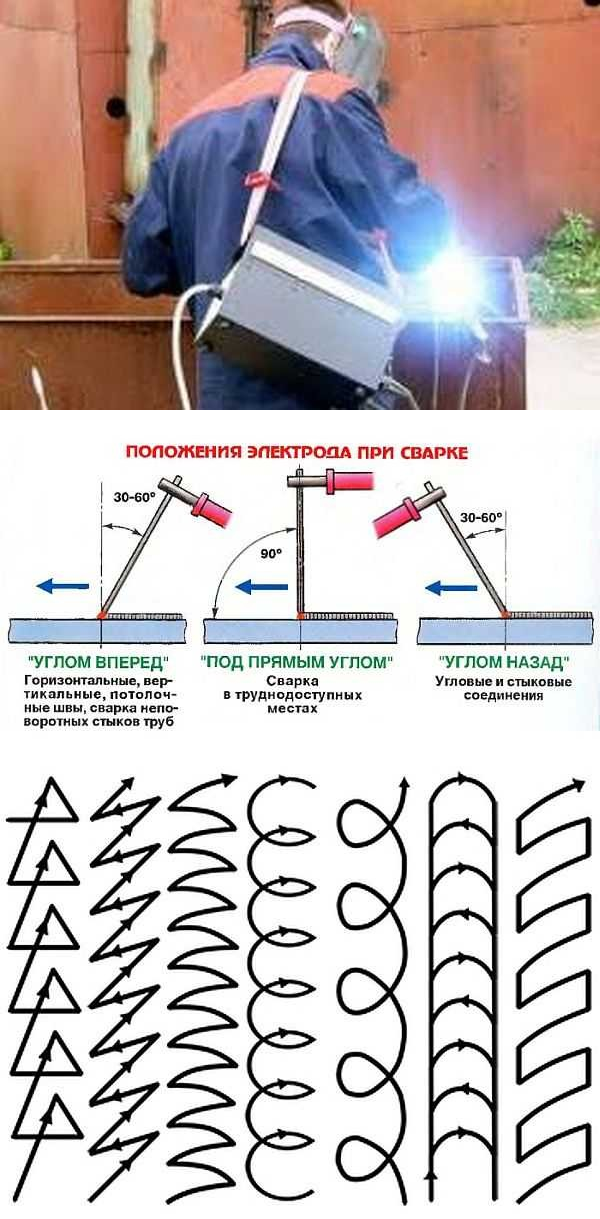
На параметры сварного шва влияет положение электрода при сварке. Угол наклона электрода определяет положение сварной ванны. Угол расположение электрода к поверхности металла должен быть близок к 90º и может отличаться от него на 15-20º.
Рассмотренные нами показатели (величина тока, полярность, диаметр и вид электрода) называются характеристиками сварки. Их правильный выбор обеспечивает качественное сплавление деталей. Для домашней сварки инвертором на приусадебном участке (каркас теплицы, лестница, беседка для винограда) или в индивидуальном строительстве (каркас фундамента) наиболее востребованы электроды диаметром 3 и 4 мм, с использованием сварочного тока силой около 100 А, при прямой полярности.
Инверторы – устройства нового поколения. Они значительно облегчают обучение свариванию и имеют ряд дополнительных функций, помогающих начинающему сварщику стать профессионалом.
Как зажечь дугу
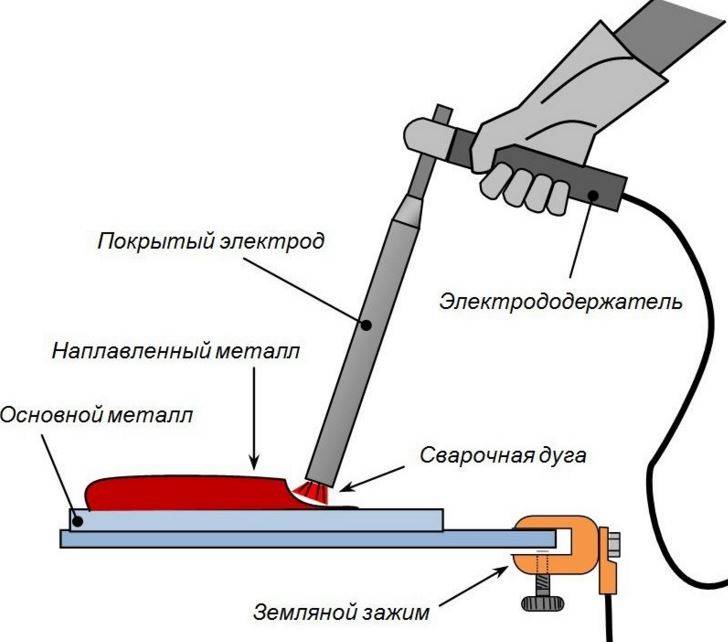
Что создает дугу? Дуга образуется между свариваемыми деталями и электродом, на который подано напряжение от сварочного аппарата (инвертора). Второй кабель от аппарата («масса») закрепляется на металлической пластине, на которой будут проходить сварочные работы или непосредственно на одной из деталей. Между держаком и массой инвертора создаётся напряжение, порядка 80 В.
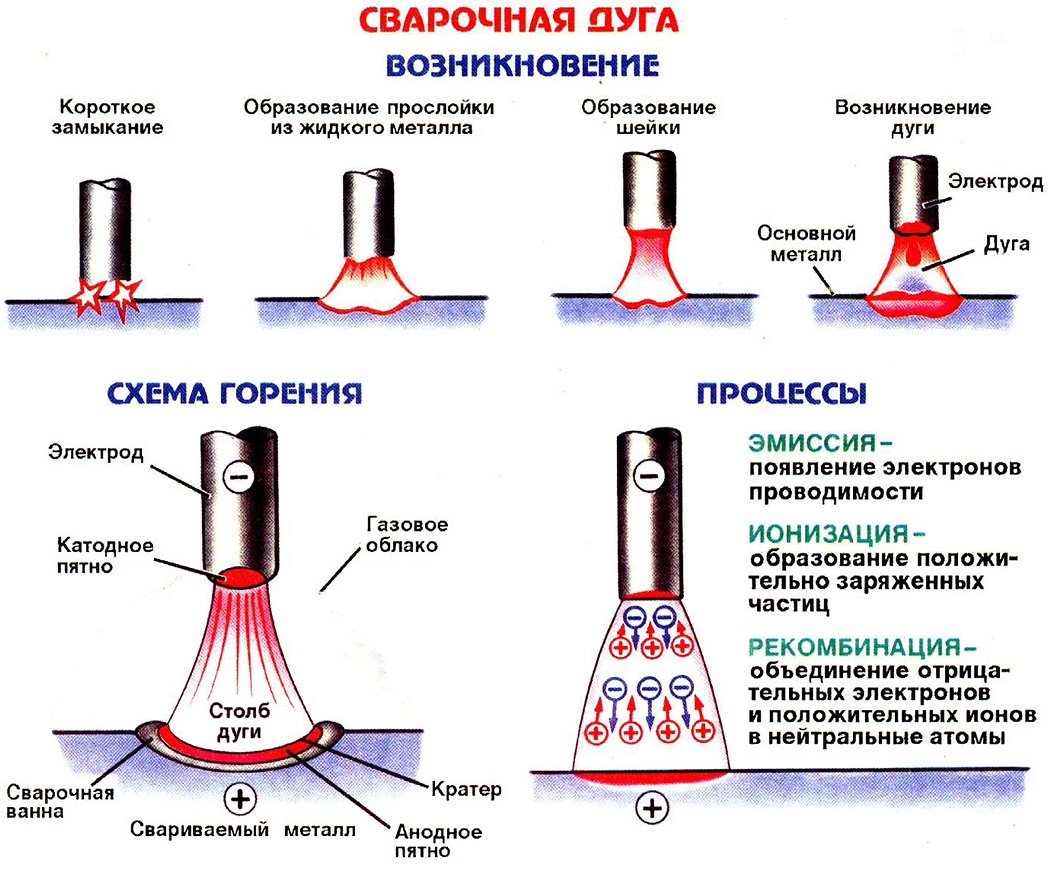
Вначале, касаясь металла, мы замыкаем цепь. В зоне касания возникает сильный ток, нагревающий зону контакта. При отрыве электрода от металла быстро восстанавливается напряжение между ними, так как нагретые участки испускают электроны.
Электроны разгоняются за счет напряжения и ударяют в нейтральные атомы, выбивая из них электроны и превращая их в ионы. В результате между металлом и сварочным электродом возникает ионизированный (плазменный) канал с высокой температурой.
Настройка силы тока
Сила тока как уже говорилось ранее на аппарате (инверторе) устанавливается по диаметру электрода, обычно на аппарате есть соответствующая таблица. Берите среднее значение из рекомендуемого диапазона. Со временем Вы научитесь определять, больший или меньший ток вам нужен при выполнении конкретных работ. Для практики лучше выбирать большие куски металла.
Ниже представлены видео уроки, как выполнять сварку металла новичку в сварке. Мы рекомендуем подробно ознакомиться с ними. Там даны ответы на многие интересующие Вас вопросы, например: «Как правильно зажигать дугу?».
Зажигание дуги
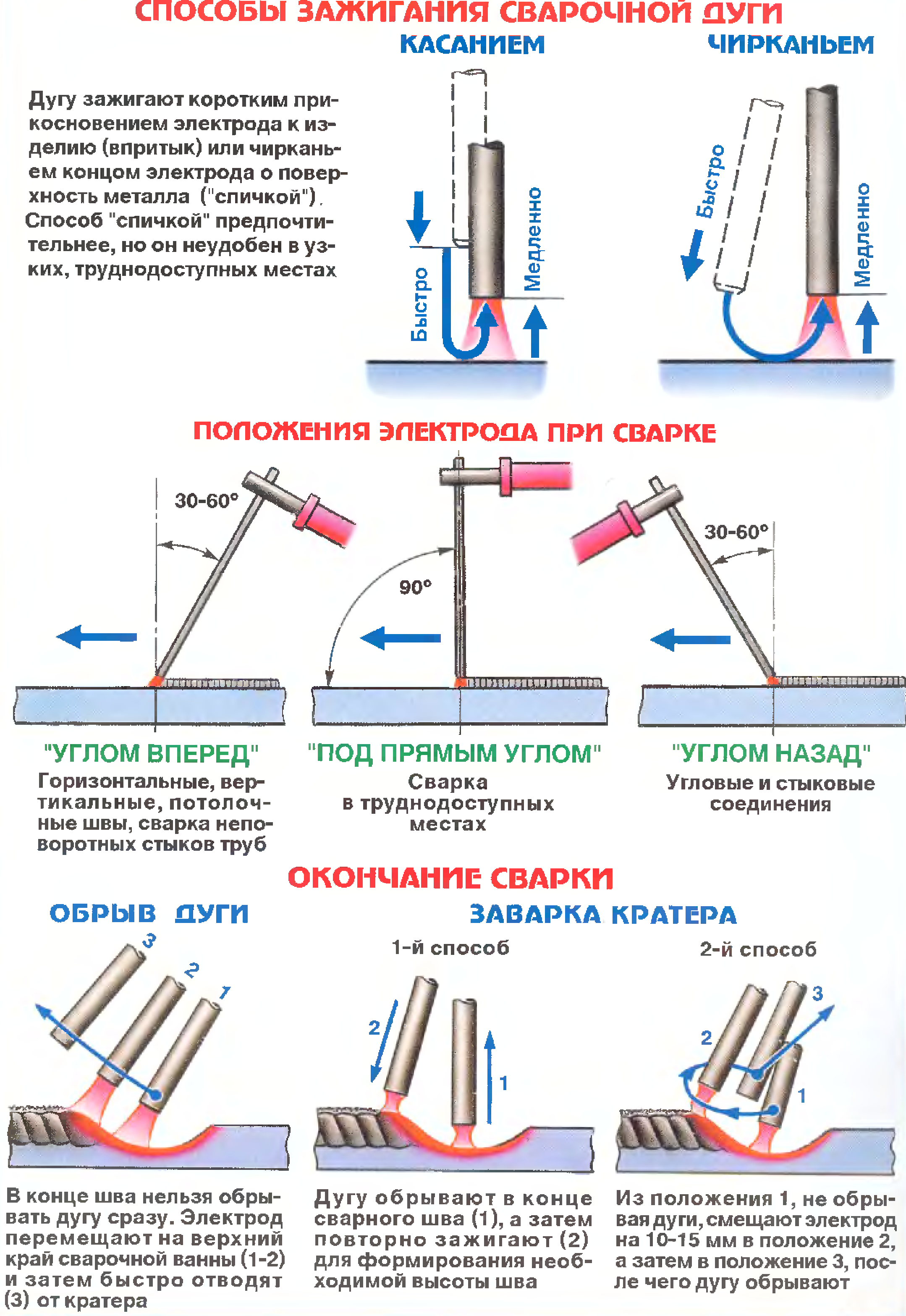
Чтобы правильно зажигать дугу, выставляем над будущим швом и наклоняем на 15-45° в сторону шва, куда будет идти процесс– так лучше учиться. Существует два способа как можно зажигать дугу при ручной дуговой сварке:
- «клевком» — электрод слегка ударяется о металл и отскакивает, наподобие клевка птицы;
- чирканьем по металлу.
Сыпятся искры, слегка отводим электрод – наша дуга горит!
Как правильно держать дугу при сварке
Для поддержания нормальной дуги, расстояние от электрода до поверхности металла не должно быть менее 0,5 и более 1,5 мм. В процессе выполнения материал электрода расходуется. Его надо постоянно придвигать ближе к зоне расплава.
Поддержание правильного сочетания скорости ведения процесса сварки, расстояния от электрода до металла, угла наклона, при котором горит стабильная мощная дуга, и есть мастерство электросварщика. Именно в этом мастерство профессионала, этому вы должны научиться. Улучшить свои навыки и понять, как держать дугу, поможет видео.



На первый взгляд кажется так много нужно контролировать, так все сложно. Это только на первый взгляд. Просто начните делать. Когда сделаете первые швы все станет понятно даже если учитесь сварке металла с нуля. У вас точно получится!
О каких дефектах стоит знать, чтобы сделать правильный сварочный шов
Знания о сварных дефектах очень важны для того, чтобы вы их вовремя распознали и не начали эксплуатировать сварную конструкцию с ненадежным соединением. Если шов проварен правильно, выглядит он равномерным и аккуратным, с равной толщиной и высотой по всей длине.
Различают следующие основные дефекты:
- Непровар. Недостаточное заполнение шовным материалом, и прочность его снижена. Причиной служит недостаточное напряжение в цепи или избыточная скорость ведения электрода.
- Подрез. Продольная канавка. Возникает по причине избыточной длины дуги. Для устранения дефекта следует правильно выбрать силу тока- немного ее повысить.
- Прожоги. Образование сквозных отверстий в материале. Вызывается превышением необходимого для данной толщины материала тока, а также слишком медленным ведением электрода. Необходимо также проверить, не превышен ли зазор между кромками заготовок.
- Пористость. Возникает по причине сквозняка в рабочей зоне, сдувающего облако защитных газов.
Встречаются и другие сварные дефекты, такие, как продольные и поперечные трещины
Сварка инвертором: последовательность операций
Технология сварки состоит из ряда последовательных действий. Их правильное выполнение обеспечивает качественный результат – сплошное прочное соединение двух металлических поверхностей
Как правильно варить металл инвертором, на что обратить внимание при обучении сварке?
Подготовка к сварке
Схема источника питания инверторного сварочного аппарата.
- Подготовка места для сварки. Пространство в радиусе метра освобождается от деревянных, бумажных, пластиковых предметов. Они могут возгореться от горячего электрода или искры. Инвертор устанавливается на землю (бетонный пол) и подсоединяется к электрической сети. Два уса (провода с клеммами «+» и «-») укрепляются следующим образом: клемма плюса крепится к одной из свариваемых металлических поверхностей, в клемму минуса вставляют электрод (такое подключение называют прямой полярностью, оно является наиболее распространенным). Тело сварщика закрывается защитной одеждой (брюки, куртка, перчатки), на лицо надевают щиток с темным стеклом (светофильтр).
- Берем в руки клемму с электродом. Включаем инвертор (тумблером) – появляется небольшой гул. Выставляем значение сварочного тока (регулятором на лицевой панели). Для традиционного электрода диаметром 3 мм необходим сварочный ток величиной 100 А. Опускаем на лицо маску (рис. 1).
Розжиг дуги в начале сварки
Рисунок 1. Зависимость диаметра от толщины деталей.
- Приступаем к сварке. В начале надо разжечь дугу. С опытом это будет получаться легко. Для начинающего сварщика розжиг дуги – первая сложность. Перед началом розжига электрод обстукивают о поверхность металла для удаления обмазки с его конца. Для розжига дуги по холодному металлу (в начале сварки) применяется метод чирканья. Он похож на зажигание спички. Электрод проносят над металлом, слегка задевая поверхность свариваемой детали. У неопытного начинающего сварщика стержень часто залипает (приклеивается к металлу). Чтобы отлепить его, надо резко наклонить клемму с электродом в другую сторону (отломать стержень от детали). Если не получается, выключить питание инвертора. При прекращении подачи тока залипание исчезнет.
- Чиркаем до тех пор, пока не образуется электрическая дуга. Она очень яркая, смотреть на нее можно только через светофильтр.
- Для поддержания дуги фиксируем конец электрода в 3-5 мм от металла. В начале обучения будет сложно выдерживать необходимое расстояние. Если слишком приблизить электрод, произойдет короткое замыкание, и он прилипнет к детали. Если удалить, дуга потеряется, и надо будет разжигать ее вновь. В процессе сварки электрод расходуется, его обмазка выгорает, а основной металл заполняет шов между свариваемыми поверхностями. Поэтому рука с клеммой постепенно опускается вниз.
Сварная ванна и сварной шов
Рисунок 2. Зависимость диаметра от толщины деталей.
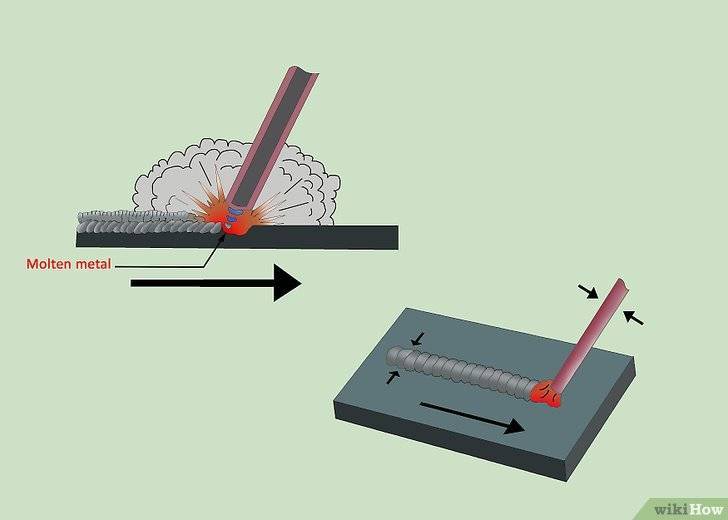
- При розжиге дуги образуется жидкая лужица расплавленного металла. Это сварная ванна. Для соединения металлических деталей по всей поверхности контакта электрод медленно перемещается вдоль границы раздела. Следом за ним перемещается сварная ванна (зона жидкого металла). Конец стержня совершает колебательные движения (туда-сюда, вправо-влево) относительно шва между двумя деталями. Так обеспечивается качество соединения.
- Если дуга была потеряна (электрод оказался слишком удален от сварки), повторный розжиг происходит легче. Для возгорания дуги достаточно приблизить конец стержня на расстояние нескольких миллиметров.
- В сварной щиток хорошо видна яркая электрическая дуга и менее яркая сварная ванна. Хуже различимы контактирующие свариваемые поверхности в зоне сварки. Однако снимать щиток и подглядывать на сварку без защитного светофильтра нельзя. В лучшем случае будут неприятно чесаться веки (ощущение песка в глазах). В худшем – можно лишиться зрения без возможности его восстановить.
- Когда стержень укорачивается до 5-6 см, сварку прекращают, инвертор выключают и меняют электрод в клемме.
- В конце сварки застывший шов металла обстукивают молотком для удаления слоя шлака. Очищенный от шлака шов имеет блестящую поверхность.
Такова технология сварки инвертором в целом. А теперь остановимся более подробно на том, как правильно выбрать электрод и сварочный ток.
Техника ручной дуговой сварки. Как правильно варить сваркой
Прежде чем приступить к практическим занятиям, хочется еще раз напомнить о технике безопасности. Никаких деревянных верстаков и горючих материалов рядом с местом работы. Обязательно поставьте на рабочем месте емкость с водой. Помните об опасности возникновения пожара.
Для того чтобы разобраться, как правильно варить сваркой, представляем вашему вниманию подробную инструкцию и видео сварочного процесса.
Сначала попробуйте зажечь дугу и удерживать ее в течение необходимого времени. Для этого следуйте нашим советам:
- При помощи металлической щетки требуется очистить поверхности свариваемых деталей от грязи и ржавчины. При необходимости их кромки подгоняют друг к другу.
- Учиться правильно варить электросваркой лучше всего прямым током, поэтому подключите «плюсовую» клемму к детали, установите в зажим электрод, а на сварочном аппарате выставьте требуемое значение силы тока.
- Наклоните электрод по отношению к заготовке на угол около 60° и медленно проведите им по поверхности металла. При появлении искр поднимите край стержня на 5 мм для поджога электрической дуги. Возможно, добыть искры вам не удалось из-за слоя обмазки или шлака на краю электрода. В таком случае постучите кончиком электрода по детали, как это предлагают в видео о том, как правильно варить электросваркой. Появившуюся дугу поддерживают при помощи 5-мм сварочного зазора на протяжении всего сварочного процесса.
- Если дуга загорается очень неохотно, а электрод все время липнет к поверхности металла, увеличьте на 10-20 А силу тока. При прилипании электрода покачайте держателем из стороны в сторону, возможно даже с применением силы.
- Помните о том, что стержень все время будет выгорать, поэтому только соблюдение зазора 3-5 мм позволит держать устойчивую дугу.
Научившись зажигать дугу, попробуйте медленно перемещать электрод по направлению «к себе», при этом совершая движения амплитудой 3-5мм из стороны в сторону. Старайтесь направлять расплав из периферии к центру сварочной ванны. Проварив шов длиной около 5 см, уберите электрод и дайте детали остыть, после чего постучите молотком по месту стыка для того, чтобы сбить шлак. Правильный шов имеет монолитную волнистую структуру без кратеров и неоднородностей.
Чистота шва напрямую зависит от размера дуги и правильного движения электрода во время сварки. Посмотрите видео о том, как варить сваркой, снятое при помощи защитных светофильтров. В таких роликах хорошо видно, как надо поддерживать дугу и перемещать электрод для получения качественного шва. Мы же можем дать следующие рекомендации:
- Поступательным движением стержня вдоль оси поддерживают необходимую длину дуги. Во время плавления, длина электрода уменьшается, поэтому требуется постоянно приближать держатель со стержнем к детали, соблюдая требуемый зазор. Именно на этом делают акцент и в многочисленных видео о том, как научиться варить.
- Продольным перемещением электрода создают наплавление так называемого ниточного валика, ширина которого обычно на 2-3 мм превышает диаметр стержня, а толщина зависит от скорости перемещения и силы тока. Ниточный валик – это самый настоящий узкий сварной шов.
- Для увеличения ширины шва электрод перемещают поперек его линии, осуществляя колебательные возвратно-поступательные движения. От величины их амплитуды и будет зависеть, какой ширины получится сварочный шов, поэтому величину амплитуды определяют исходя из конкретных условий.
В процессе сварки используется комбинация из этих трех движений, образуя сложную траекторию.
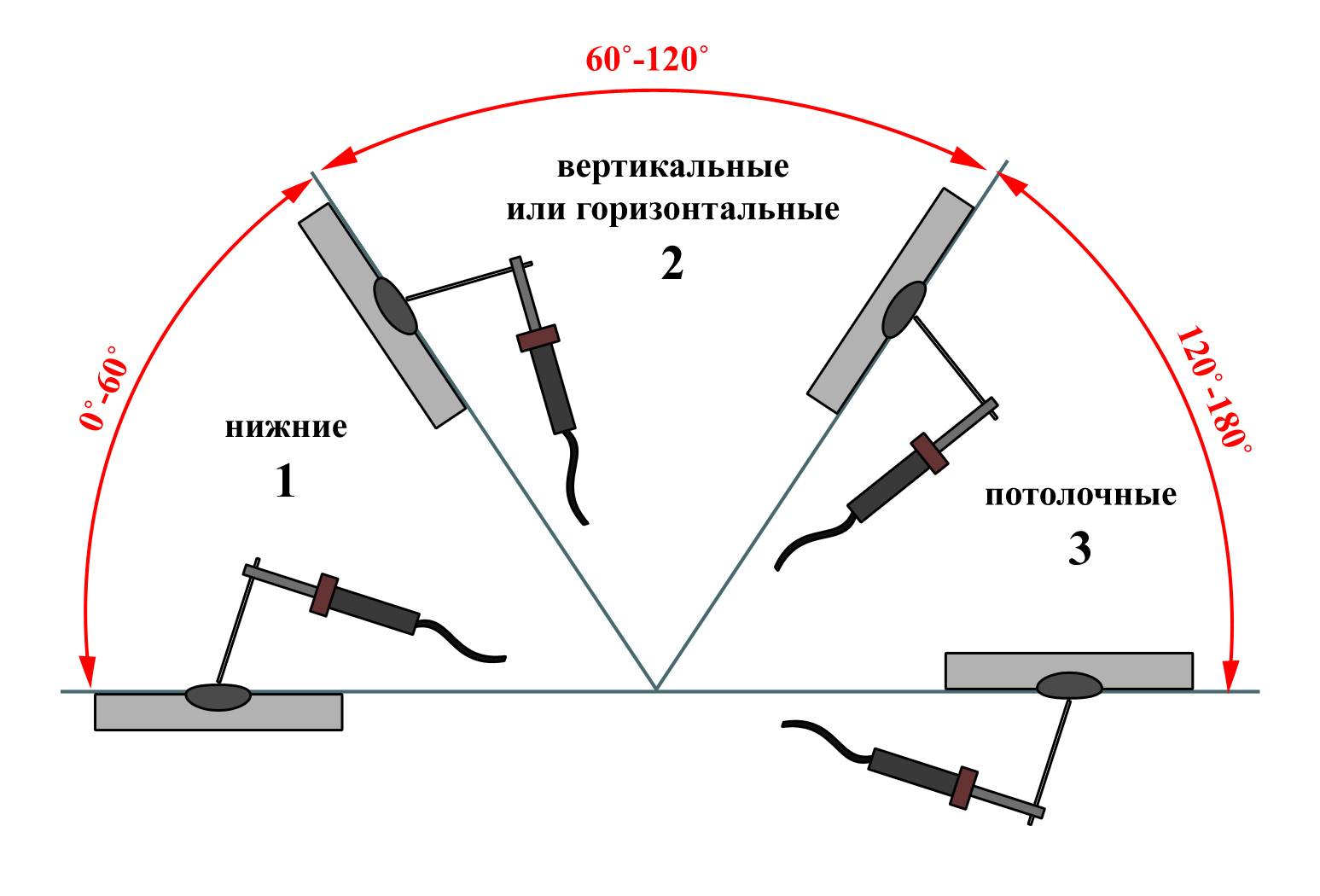
Ознакомившись с видео, как варить электросваркой и изучив схемы таких траекторий, вы сможете разобраться, какие из них можно применить для сварки внахлест или встык, при вертикальном или потолочном расположении деталей и т.д.
Во время работы электрод рано или поздно расплавится полностью. В таком случае сварку прекращают и заменяют стержень в держателе. Для продолжения работы сбивают шлак и на расстоянии 12мм от кратера, образованного на конце шва, поджигают дугу. Затем сплавляют конец старого шва с новым электродом и продолжают работу.
Сварка алюминия сварочным инвертором
Технологии сварки алюминия и различных его сплавов достаточно сложны по следующим причинам:
- Металл покрывает оксидная пленка с температурой плавления 2000⁰C, в то время как у черного металла — 660⁰C.
- Перед сваркой поверхность очищается. Полностью удаляется оксидная пленка.
- Значительный перепад температур снижает прочность металла.
- Высокая текучесть алюминия затрудняет накладывание вертикально расположенных швов.
- Металл стремится быстро сбежать из сварочной ванны.
- Заготовка чаще при усадке деформируется, швы — растрескиваются.
- Нагрев не изменяет цвет алюминия, что усложняет контроль и соблюдение технологии при инверторной сварке.
Инверторы для сварки алюминия
Для сварки алюминия подойдет как дешевый непритязательный инвертор, так и имеющий функции MMA и TIG. Выставляемая сила тока — 200 А и электроды со спецпокрытием.



Инверторы, которые имеют осциллятор, зажигают дугу бесконтактно.
Также полезны опции:
- затухания дуги;
- контроль полярности;
- импульсный режим.
Компактные модели со всеми опциями стоят дороже, но удобнее при транспортировке.
Технология сварки алюминия инвертором
Сварка алюминия проводится в такой последовательности:
- Обрабатываем места соединения, снимаем фаски. Чем толще куски алюминия, тем больше снимаем. Соблюдаем угол 45 — 60⁰.
- Очищаем заготовки в 20-30 мм от края щеткой по металлу от оксидного слоя, обезжириваем растворителем.
- Размещаем заготовки с зазором 1-2,5мм.
- Под тонкие листы алюминия (до 5 мм) подкладывает керамические и графитовые пластины.
- Сварку выполняем постоянным током плавящимися специальными электродами. Либо вольфрамовыми. Но тогда выбираем переменный ток.
- Электрод располагаем перпендикулярно, удерживаем короткую дугу.
- Для получения одинакового широкого шва, прихватываем заготовки с двух сторон.
- От толщины металла зависит как ток сварки, так и диаметр применяемого электрода.
- Толстые детали свариваем несколько раз. Накладываем шов — зачищаем от шлака, выполняем новый.
- Алюминиевые электроды сгорают быстрее стальных! Поэтому сварка алюминиевых заготовок намного сложнее.
Процессы при сварке
Электрическую дугу образуют электрод и металлическая поверхность, подвергающаяся обработке. Учитывая советы мастеров, сначала нужно взять для электросварки металлические электроды. Графитовые и угольные предназначены для особых работ, которые домашним мастерам выполнять приходится редко.
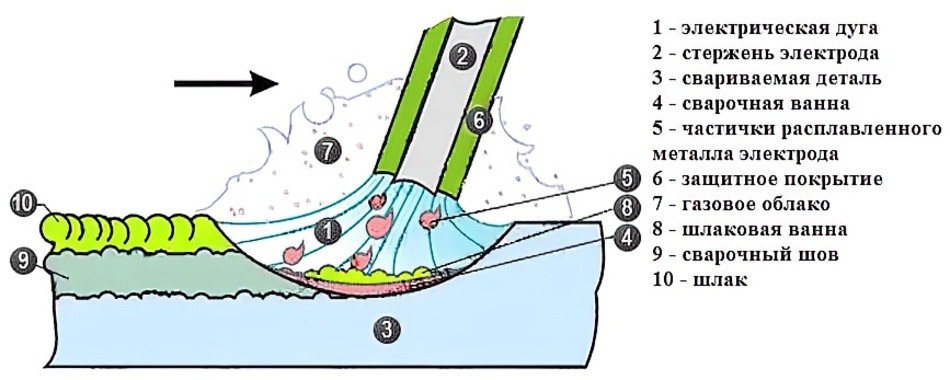
При электросварке параллельно происходит несколько процессов, которые желательно знать начинающим:
- главным является соединение жидкого, доведенного почти до кипения, металла деталей. В результате образуется сварочный шов;
- правильно перемещая электрод, формируется хороший шов;
- плавится не только металл, но и материал электрода. Расплавы стекают в рабочую зону, которая называется сварной ванной;
- сгорает защитный слой поверхности электрода. Продукты горения защитного слоя электрода выделяется в виде газов;
- образующиеся газы обволакивают рабочую зону, перекрывают доступ кислорода воздуха, препятствуя окислению металлической детали;
- из продуктов окисления образуется расплавленная масса шлака. Часто шлак покрывает всю рабочую зону (сварную ванну). В результате ухудшается видимость места плавки.
При правильной электросварке поток газов выдувает шлак из точки сварки на шов. По окончании сплавления застывший шлак аккуратно сбивают молотком.
Для того чтобы правильно варить металл, нужно научиться подбирать подходящие значения тока, угол наклона электрода и отработать технику его перемещения в рабочей зоне.
Основы обучения электросварке
 Как уже было сказано, обучение нужно начать с простейшего нижнего шва. Для этого достаточно найти подходящий металлический предмет, который позволит провести достаточно длинный шов – например, толстый уголок или швеллер. Для обучения приобретите распространенные электроды типа МР-3 или аналогичные с рутиловой обмазкой – они наиболее просты в розжиге и ведении шва, хотя шов при этом и имеет довольно посредственное качество. Не используйте электроды УОНИ и их аналоги – розжиг и удержание дуги с ними гораздо труднее. Выберите электроды диаметром 3 мм – они наиболее дешевы и распространенны. Розжиг дуги можно осуществить одним из двух способов:
Как уже было сказано, обучение нужно начать с простейшего нижнего шва. Для этого достаточно найти подходящий металлический предмет, который позволит провести достаточно длинный шов – например, толстый уголок или швеллер. Для обучения приобретите распространенные электроды типа МР-3 или аналогичные с рутиловой обмазкой – они наиболее просты в розжиге и ведении шва, хотя шов при этом и имеет довольно посредственное качество. Не используйте электроды УОНИ и их аналоги – розжиг и удержание дуги с ними гораздо труднее. Выберите электроды диаметром 3 мм – они наиболее дешевы и распространенны. Розжиг дуги можно осуществить одним из двух способов:
- Уткнув торцом электрод в деталь, в момент розжига дуги плавно отодвинуть его на несколько миллиметров (розжиг касанием). На холодном электроде новичку это проделать будет очень трудно, пока не наработается навык. Большую помощь окажет наличие в схеме инвертора системы высокочастотного розжига. Электрод с разогретым кончиком разжечь заново таким образом гораздо проще. Две основные ошибки новичка – это либо задержка (в этом случае электрод прилипает к детали), либо излишне резкий отвод электрода (дуга рвется). Все движения должны быть не только своевременными, но и плавными.
- Розжиг чирканьем подобен тому, как зажигают спичку – быстро проводя концом электрода по поверхности детали, его заставляют прогреваться, при этом не прилипая к поверхности. Разогревшийся электрод сможет разжечь дугу уже при поднесении к детали. Таким образом начинать сварку гораздо проще.
После того, как дуга разгорится, под ней начнет формироваться участок расплавленного металла (сварочная ванна). Наблюдая за происходящим в ней через защитное стекло, Вы сможете увидеть отделение газа через всплывающие пузырьки, яркие вначале и быстро темнеющие пятна шлака
Этому моменту уделите наибольшее внимание, чтобы понять, с какой скоростью нужно вести шов, чтобы в нем не оставалось пузырьков и вкраплений шлака
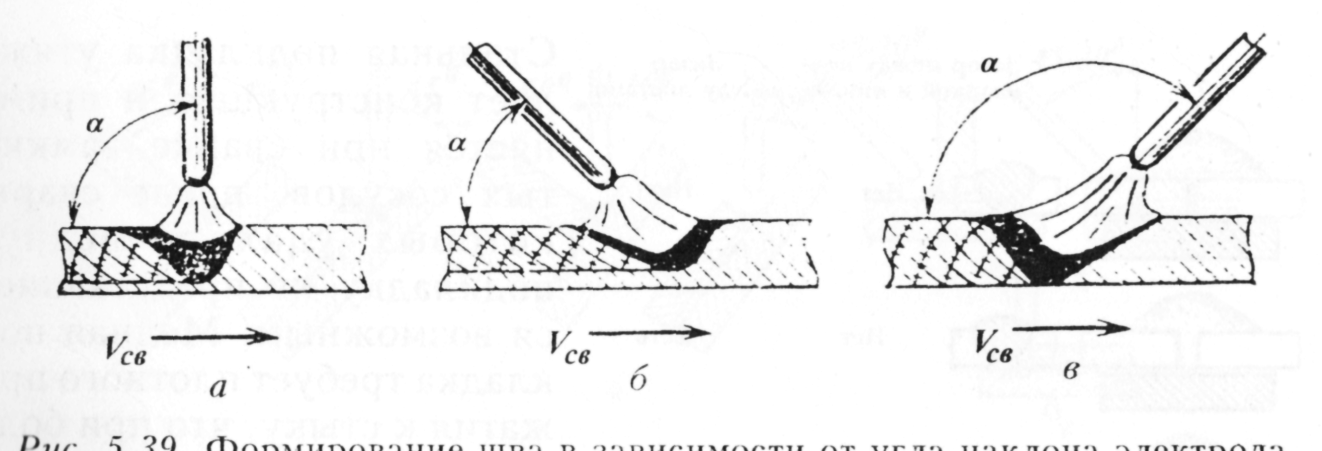
Ведение шва осуществляйте плавным движением электрода, удерживая электрод на постоянном расстоянии. Оптимальным для сварки является растояние не более 3 мм («короткая дуга»). При этом можно использовать меньший ток, а наклоном электрода хорошо регулируется поведение ванны. Есть три варианта ведения шва:
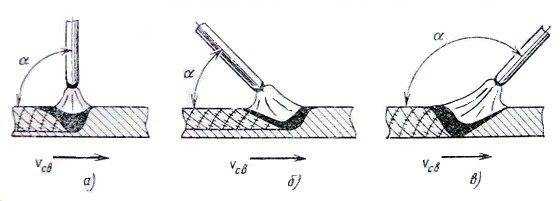
- Сварка под прямым углом (а) обеспечивает симметричную ванну, но наименее удобна. В основном она применяется в труднодоступных местах.
- Сварка углом вперед (б) обеспечивает большую глубину ванны в начале шва. Она используется при сварке потолочным, горизонтальным и вертикальным швом, при этом можно увидеть, как дуга выталкивает металл и не дает ему вытекать из сварочной ванны.
- Сварка углом назад (в) позволяет лучше видеть и контролировать процессы в сварочной ванне, но может применяться только в нижнем шве. Также этим образом делаются короткие временные швы – прихватки.





