
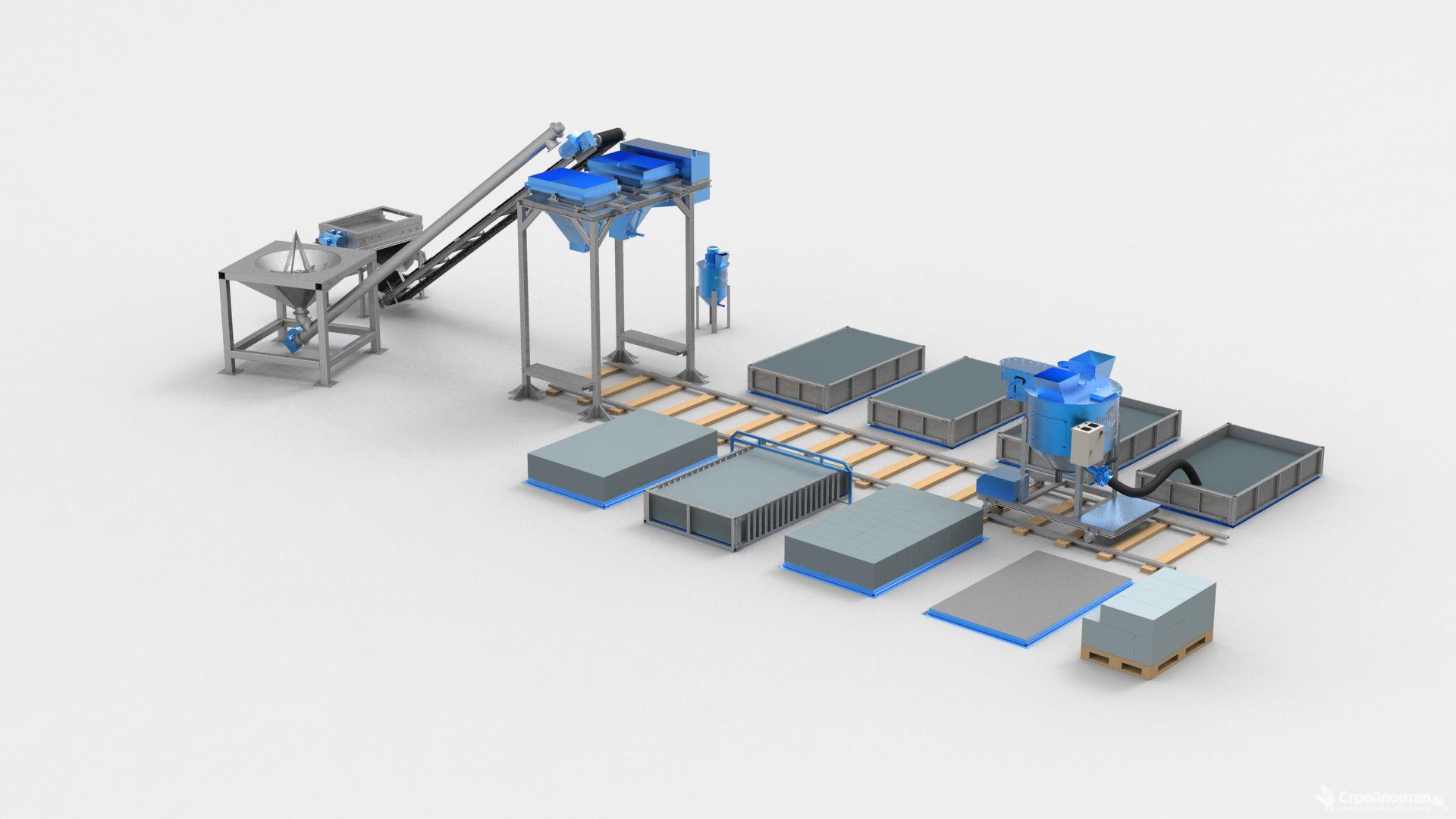
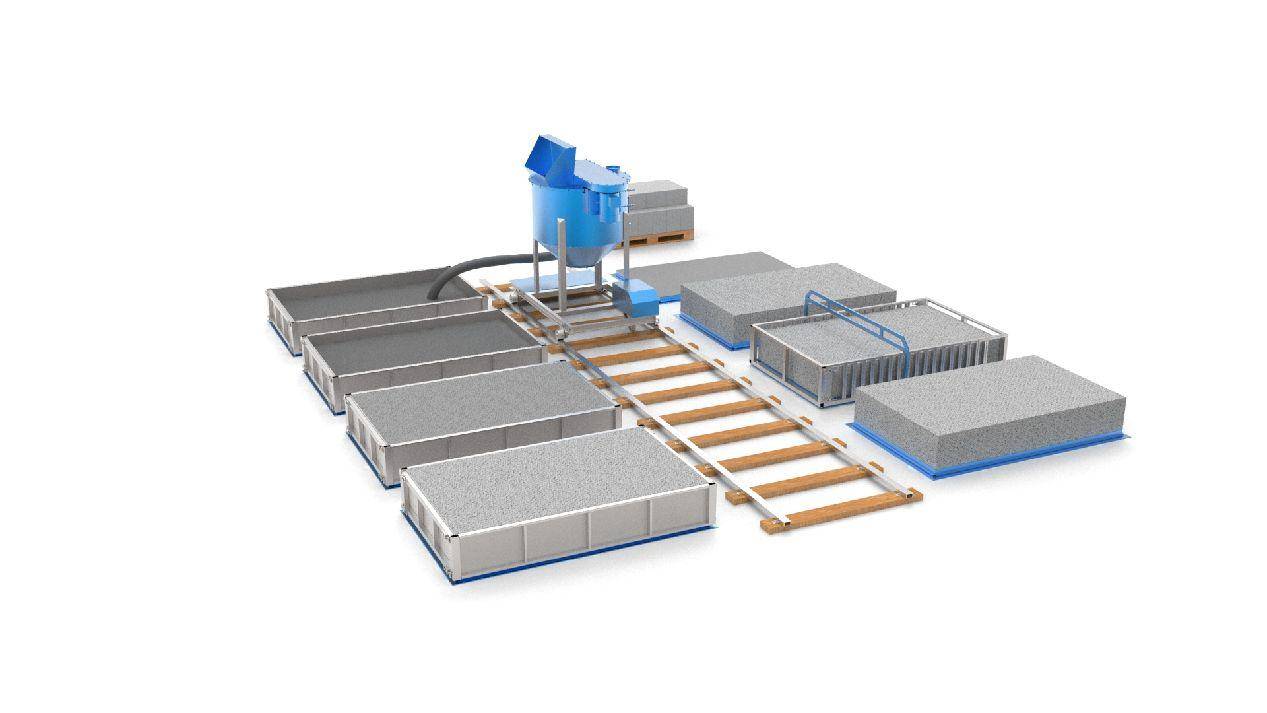
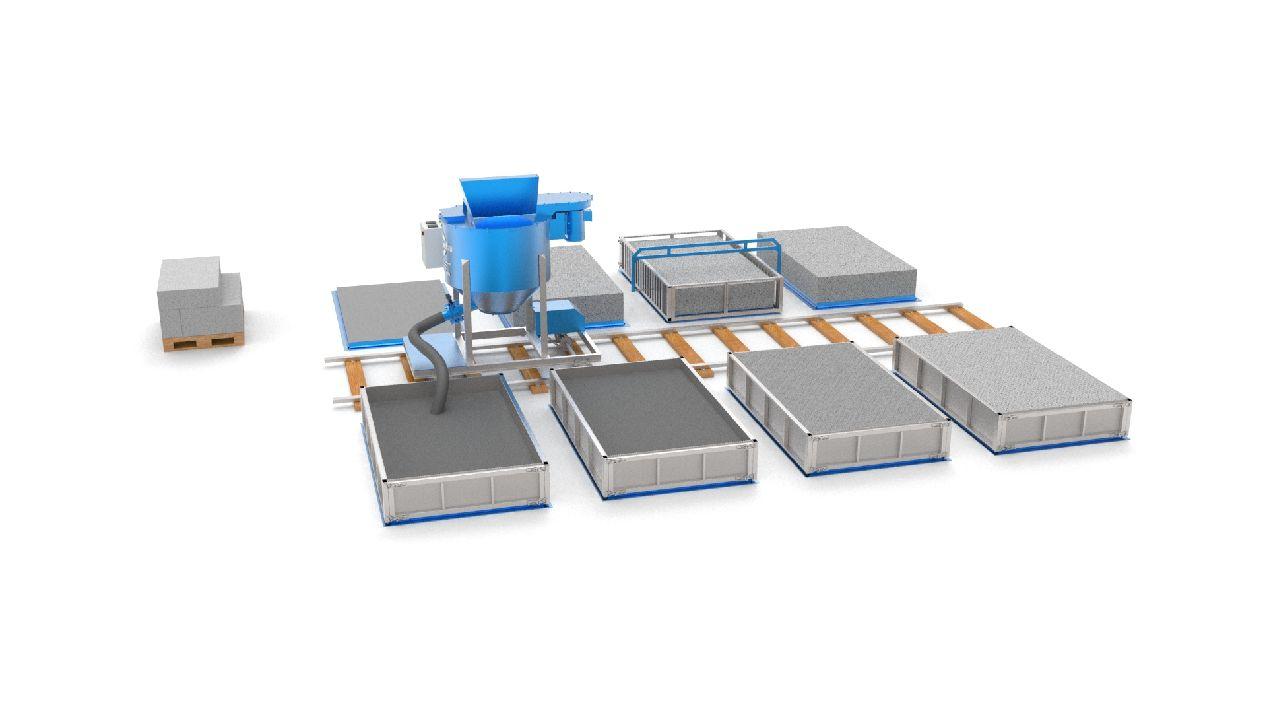
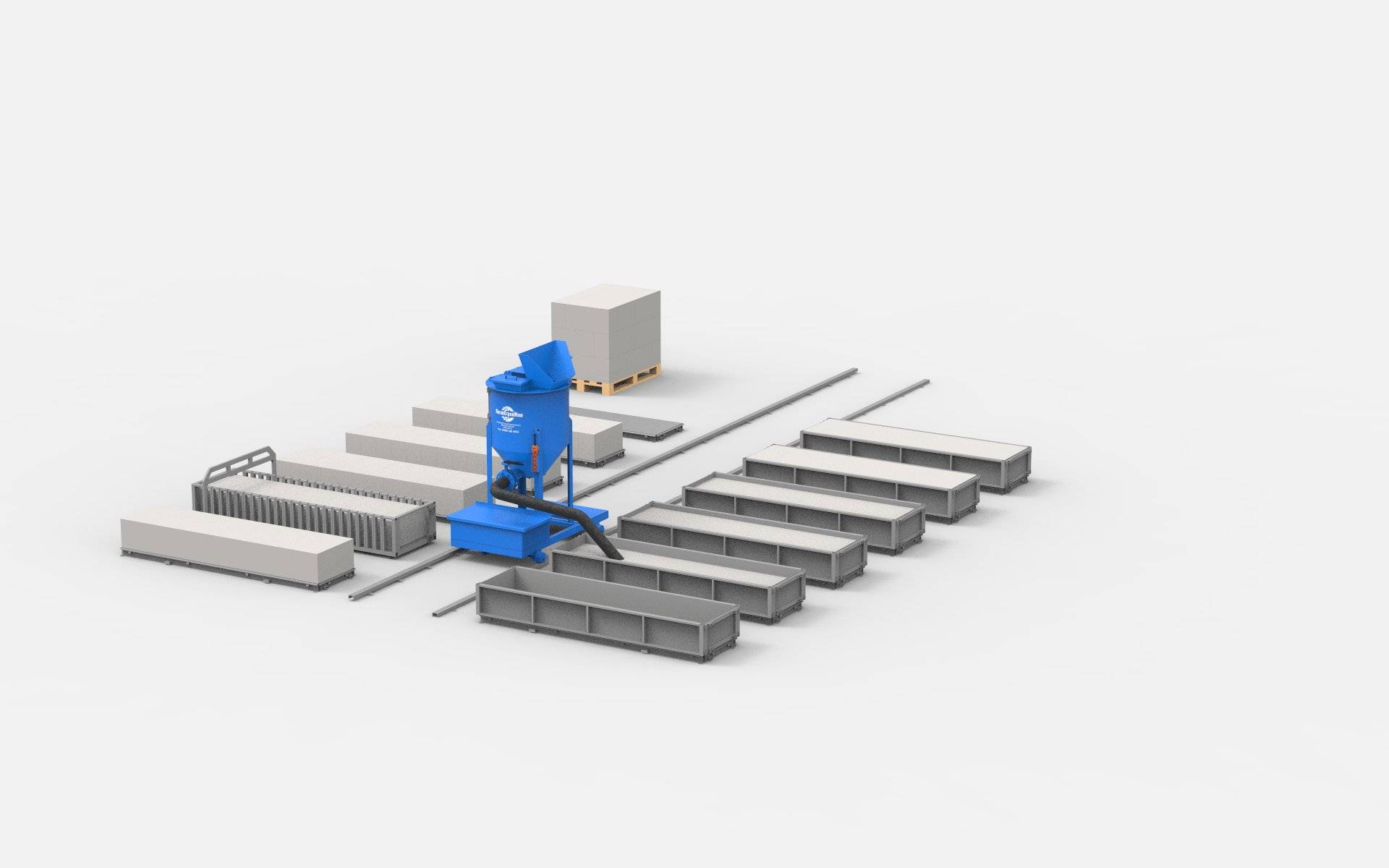
Минимальный набор для изготовления газоблоков
Все блоки из газобетона делают автоклавным и неавтоклавным способом. В первом случае используют специальные сушильные шкафы, которые нагреваются до определенной температуры.
В них высушивают блоки в формах, с периодической подачей горячего пара. Во втором случае готовый состав распределяют по формам и оставляют сушиться в нормальных атмосферных условиях, до полного высыхания и четкого отделения газобетона от формы.
Для того, чтобы самостоятельно сделать газоблок, необходимо подготовить сырье (раствор с компонентами и ускорители твердения), а также:
емкости в виде бункеров для замешивания специального бетонного состава с газообразователями и пластификаторами;
- дозаторы компонентов;
- вибросито;
- бетономешалки или строительные миксеры;
- сборные формы для блоков;
- резательный комплекс;
- дробилки.
В условиях мини-завода могут использовать также:
- узел растворосмесительный;
- небольшие ленточные конвейеры;
- узлы для автоматического управления линией;
- вилочный погрузчик;
- гидравлические или обычные тележки.
В домашних условиях мастеру пригодится:
- емкость для замеса раствора;
- лопата;
- ручной электрический миксер;
- строительные кельма (для заполнения и заброса раствора);
- инструмент для трамбовки;
- сборная форма для заданных размеров
- мобильная лента с полной комплектацией.
Форму для газоблока можно приобрести в строительном магазине, но можно изготовить и в виде пенала из качественных деревянных досок или фанеры. Такое устройство должно иметь перемычки и пропилы, которые можно было бы потом легко снять с получившегося блока.
Готовая смесь равномерно выгружается в форму и трамбуется до полного ее заполнения. Общепринятыетребования к профессиональным формам – это наличие двух основных частей: поддона и бортов, которые легко снимаются и взаимозаменяются. На заводах поддон имеет вид небольшой металлической тележки на колесиках, основание которой сделано из влагостойкой фанеры или нержавейки.
Свойства неавтоклавного и автоклавного газобетона
Полученные блоки, изготовленные по двум разным технологиям настолько разные как по виду, так и по своим характеристикам, что даже неопытный обыватель сможет различить их между собой.
Внешние показатели
Первое с чем сталкивается покупатель при выборе, так это с внешним видом материалов. Казалось бы, какая разница как выглядят стеновые блоки, которые впоследствии все равно нужно штукатурить. Однако внешний вид – наиболее точная визуальная характеристика, которая поможет отсеять некачественные изделия.
Геометрические размеры
Если сравнивать газоблоки по критерию геометрии, то изделия автоклавного твердения отличаются большей точностью. Это отчасти заслуга автоклавирования и, конечно же, резанной технологии. Даже ГОСТы регламентируют отклонения линейных размеров от номинальных по-разному, в зависимости от применяемого способа производства.
| Допустимые отклонения по параметрам | Автоклавный газобетон | Неавтоклавный газобетон |
| Длина, мм/м | 3 | 5 |
| Ширина, мм/м | 2 | 4 |
| Высота, мм/м | 1 | 2 |
Эти данные только подчеркивают тот факт, что автоклавный газобетон отличается точной геометрией готовых изделий, которая предотвращает:
- промерзание стен за счет утолщения кладочного шва, которым компенсируются недостатки в форме блоков;
- перерасход кладочного клея, ведущий к увеличению затрат на него.
Цвет
При покупке блоков обращайте внимание на их цвет. Конечно, он будет серым в случае изделий естественного твердения и практически белый у автоклавного газобетона
Различие в оттенках блоков и неоднородности цвета говорит об изменениях в производственном процессе, которые зачастую приводят к снижению эксплуатационных характеристик
Различие в оттенках блоков и неоднородности цвета говорит об изменениях в производственном процессе, которые зачастую приводят к снижению эксплуатационных характеристик.

Автоматизированное оборудование для производства автоклавного газобетона сводит любые ошибки к нулю, что изначально считается гарантом качества и долговечности. К тому же такие масштабные цеха дополнены собственной строительной лабораторией, своевременное проведение испытаний в которой вычленяют несоответствия в технологии или рецептуре.
Физико-механические свойства
Газобетонные блоки отличаются не только по внешним показателям и цвету, но и по физико-механическим свойствам.
Прочность
Газобетон представлен богатой номенклатурой марок по прочности – от В1 до В7,5. Их широко применяют не только в качестве создания несущих конструкций, но и для утепления стен. Если сравнивать газобетоны, произведенные по различным технологиям, то автоклавные отличаются большей прочностью при одинаковой плотности с неавтоклавными.
Например, блоки плотностью D600 должны иметь класс по прочности В3,5. Если для автоклавных изделий показатель соблюдается, то с естественно выдержанными изделиями класс прочности едва ли дотягивает до половины нормы. Еще хуже дела обстоят с прочностными показателями у газобетона, произведённого своими руками. Если хотите лично убедиться в этом, купите по блоку и протестируйте в независимой строительной лаборатории. Результаты будут на лицо.
Теплопроводность
Теплопроводность газобетона напрямую зависит от показателей плотности этого материала. Чем ниже марка по плотности блока, тем качественнее его теплоемкостные качества. Разумнее приобрести изделия меньшей плотности, но с более высокими прочностными характеристиками, уменьшая этим показатель теплопроводности стен.
Усадка
Слабейшая сторона любого ячеистого бетона – это его усадка после возведения стен. При применении неверной строительной методики могут появиться трещины, и произойдет отслоение штукатурного слоя. Процессы усадки газобетона естественной выдержки могут длиться до нескольких лет, когда автоклавированные блоки практически лишены такого недостатка, так как при тепловлажностной обработке они уже достигли марочной прочности и полного высыхания.

К тому же, выдержанные газобетонные блоки в естественных условиях далеки от идеальных показателей, что негативно проявляется в виде усадки. Это не только ведет к нарушению линейных размеров, но и к разрушению структуры.
Подводя итоги, можно с легкостью сделать вывод, что блоки из газобетона автоклавного твердения обладают неоспоримыми преимуществами над изделиями естественной выдержки. Но в любом случае при покупке такого стенового материала всегда спрашивайте документы, удостоверяющие его качество.
Похожие публикации:


Самостоятельное производство газоблока
Если нет желания закупать серьезное оборудование и организовывать бизнес, а нужно просто сделать определенный объем материала в домашних условиях, подойдет и такой вариант. Минимальный набор для производства: бетоносмеситель, формы для блоков, металлические струны для срезки лишнего. Автоклав в домашнем производстве не применяют, позволяя сушиться блокам в естественных условиях (поэтому заранее нужно позаботиться о месте для складирования).
Чтобы сделать газоблоки самостоятельно, достаточно определиться с требуемыми характеристиками, найти подходящий рецепт, закупить все необходимые компоненты, отмерить их в нужной пропорции. В смеситель засыпают все сухие компоненты (кроме пудры), добиваются однородности, потом засыпают алюминиевый порошок (или заливают в виде суспензии), добавляют воду, все перемешивают.
Готовую смесь заливают в формы, не доливая доверху, так как раствор еще увеличится в объеме в результате прохождения реакции. Далее смеси позволяют схватиться, срезают лишнее, через несколько суток демонтируют форму и позволяют сохнуть и набирать прочность в естественных условиях.
Самодельные газоблоки существенно уступают в качестве материалу, сделанному в условиях применения современного оборудования и с автоклавной обработкой. Но для определенных целей и такой материал может быть оптимальным вариантом.
Рентабельность бизнеса
Размер прибыли конкретного предприятия зависит от объемов производства и реализации, цен на газобетон в регионе реализации и типа выпускаемого продукта. Для расчета капиталовложений предпринимателю необходимо учесть следующие пункты расходов:
- регистрация деятельности, оформление документов;
- приобретение оборудования и пусконаладочные работы;
- закупка сырья для производства минимум на два месяца работы;
- строительство или ремонт производственного помещения;
- коммунальные расходы;
- заработная плата рабочих;
- рекламный бюджет.
Если речь идет о полноценном цехе, сумма первоначальных затрат на организацию производства составит не менее 3 млн. руб. При этом успех предприятия во многом будет зависеть от умения руководства наладить стабильный рынок сбыта газобетона. Для этого поиск потенциальных партнеров нужно начинать еще на этапе проектирования завода.
Ценообразование и реализация продукции
При разработке бизнес-плана, особое внимание следует уделить разделу ценообразования. Для того, чтобы росли продажи, цена продукции должна быть конкурентной, а качество изделий высоким
Расчет себестоимости продукции выполняется для 1 м³ и включает в себя:
- стоимость сырья, включая и его транспортировку;
- коммунальные и арендные расходы;
- оплату труда наемным работникам;
- расходы на обслуживания бизнеса, включая налоги;
- расходы связанные с продвижением продукции на рынок (рассылки, реклама и т.д);
- прочие расходы.
После того, как получена себестоимость производства 1 м³ газобетонных ее следует сравнить со среднерыночной ценой на данный вид изделий.

И уже в зависимости от полученного результата установить экономически оправданную цену на свою продукцию, не стремясь при этом к предельной низкой, которая может просто отпугнуть покупателя, так как он просто посчитает продукт некачественным, но и не следует ставить слишком высокую, так как потребитель всегда может найти качественные изделия по приемлемой цене.
Для того, чтобы бизнес процветал, необходимо регулярно проводить мониторинг рынка и оперативно реагировать на любые его колебания. В этом случае удастся добиться стабильного спроса на свою продукцию, а, следовательно, оборачиваемость капитала будет происходить быстрее, что в свою очередь ускорит окупаемость основных средств, затраченных на начальном этапе на организацию бизнеса.
Из чего делают?
Чтобы получить высококачественные газобетонные блоки, потребуется подготовить портландцемент маркой не ниже М400, наполнитель, газообразователь, воду и пластификаторы. За процесс газообразования отвечает алюминиевая пудра, которая представляет собой порошок, имеющий слоистую структуру. Изготовление газобетона подразумевает использование только чистой воды, но подойдет и водопроводная, главное без примесей ила. Перед добавлением к остальным компонентам воду обязательно подогревают до 42 градусов по Цельсию.
Для производства материала необходимо подготовить несколько компонентов.
Сравнительный анализ автоклавного и неавтоклавного производства
Проведем сравнение двух типов материалов:
- Показатели плотности и проводимости тепла – специальный автоклавный способ обработки придает изделиям максимальные показатели по этим пунктам.
- Устойчивость к низким температурам и эксплуатационный период – неавтоклавный материал хуже переносит циклы промерзания и оттаивания. Точный срок службы блоков не определен. Но при соблюдении всех технологических особенностей изготовления и правильного применения в строительстве, материал прослужит не менее ста лет.
- Геометрические формы и внешние данные – блоки, изготовленные в автоклаве, отличаются идеальной геометрией, чего не скажешь про материал, изготовленный в домашних условиях.
- Требования к оснащению, сложность процесса производства – вся разница состоит в наличии или отсутствии автоклавных агрегатов. Технологический процесс изготовления отличий не имеет.
- Хрупкость – блоки, изготовленные без автоклавной обработки, уязвимы к повреждениям механического характера. Соответственно, что их считают более хрупкими.
- Ценовая политика – материал, произведенный автоклавным способом, стоит на десять процентов дороже.
- Усадка – ей более подвержен неавтоклавный блочный материал.
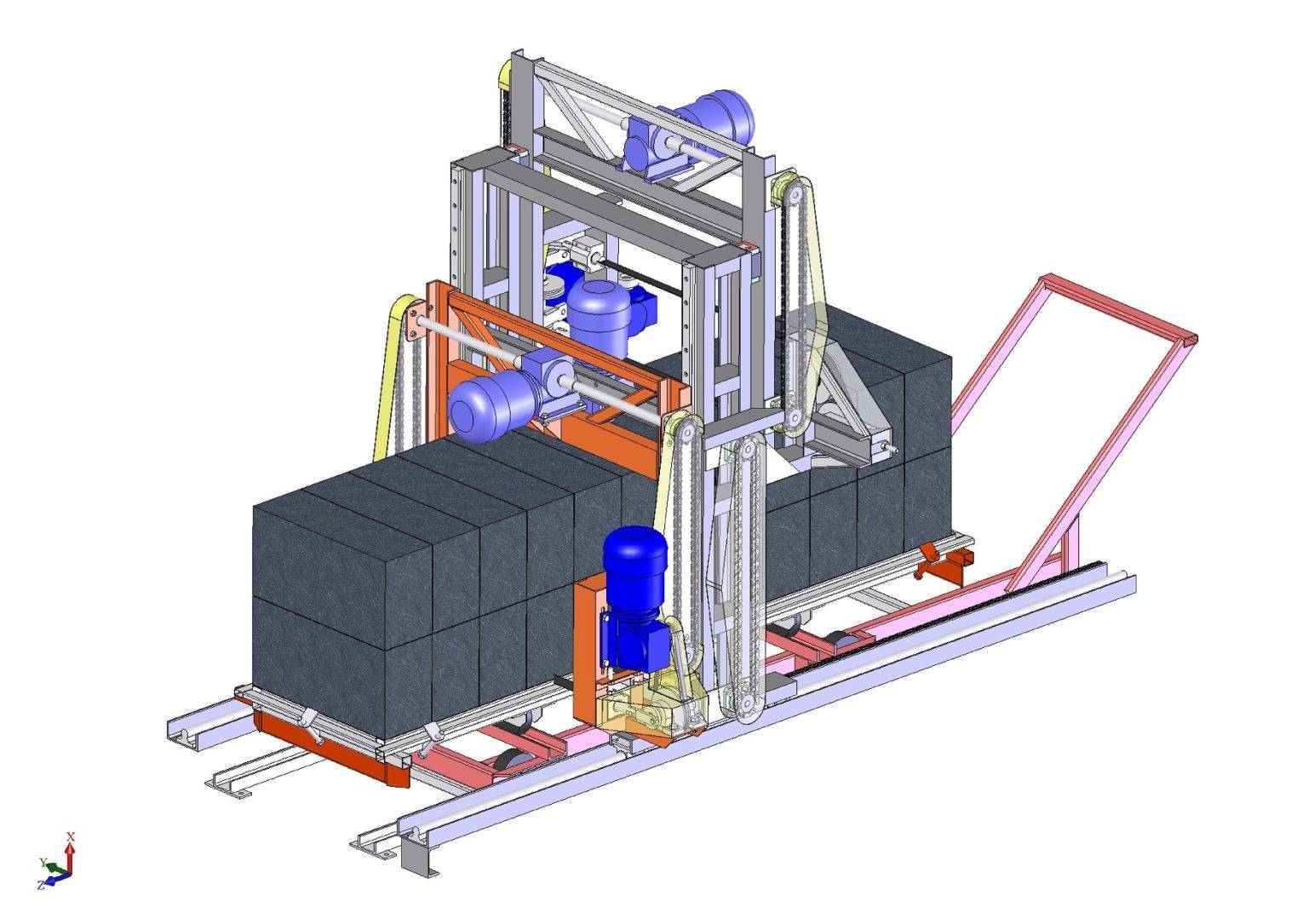
Сабельная пила
 Сабельная пила может делать рез прямой и рез сабельный, как в прямом, так и в перевернутом положении.
Сабельная пила может делать рез прямой и рез сабельный, как в прямом, так и в перевернутом положении.
Она кроит газобетонные блоки плоскими режущими полотнами, которые своей конфигурацией немного напоминают саблю.
Они продвигаются вперед вращательно-поступательными движениями, требуемая скорость выставляется на электронном блоке.
Пилы различаются между собой по:
- Мощности мотора.
- Длине рабочего полотна.
Амплитуда колебаний полотен у сабельной пилы варьируется между 2-мя и 5-ю см, частота движений в минуту может достигать 3000. Изношенные полотна легко заменяются на новые. Образующееся в ходе работы тепло отводится через вентиляцию. Преимущества использования сабельной пилы:
- превосходная точность реза,
- высокая эффективность использования,
- можно варьировать глубину реза,
- подгонять блоки под нужный размер,
- прорезать канавки для проводов.
 К недостаткам сабельной пилы относится достаточно высокая стоимость инструмента: от 5000 до 14000 рублей.
К недостаткам сабельной пилы относится достаточно высокая стоимость инструмента: от 5000 до 14000 рублей.
Отличия
В чем же заключаются основные отличия двух видов газобетонных блоков? Сравнивать материалы удобнее всего с помощью таблицы.

| Характеристики автоклавного газобетона | Характеристики неавтоклавного газобетона |
| Искусственный синтезированный камень. | Застывший раствор с порами естественным путем или с применением пара при нормальном атмосферном давлении. |
| Структура готового блока одинакова по характеристикам и свойствам в любой точке. | Свойства и характеристики отличаются в пределах одной партии. |
| Полностью отсутствуют усадочные деформации. Необходимая прочность достигается на этапе производства и автоклавирования. Показатель усадки не превышает 0,4 мм/м. | Показатель усадки в 10 раз больше — составляет до 5 мм/м. |
| Нарезка на блоки осуществляется на специализированном оборудовании с помощью струн. В результате такой механической обработки получаются стеновой материал идеальной геометрической формы. Размеры регламентированы ГОСТ. Допустимые отклонения составляют по длине — до 3 мм, по ширине — до 2 мм, по толщине — до 1 мм. Укладка искусственного камня осуществляется на клеевой раствор, который создает более тонкий слой, по сравнению с цементно-песчаным вариантом. Клеевой состав придает строению монолитности, повышает теплоизоляционные свойства и исключает образование «мостиков холода». Минимальный показатель отклонений способствует экономии кладочного клеевого состава. | Для изготовления блоков применяется разборная опалубка с ограниченными циклами использования. Допускаются значительные отклонения геометрических размеров — по толщине до 5 мм (ГОСТ 1989 года). Из-за большого разбега в геометрии:
|
| Блоки толщиной всего 40 см и плотностью D400-D500 обладают необходимыми требованиями по теплозащите и прочности. | Для обеспечения необходимой теплоизоляции без использования утеплителя толщина камня должна составлять около 65-70 см. Плотность ячеистого бетона минимум D700. |
| Морозостойкость, (циклы) — F20 | Показатель морозостойкости — F15 –F35 |
| Период эксплуатации — 200 лет. | Эксплуатационный период — 50 лет. |
| Прочность по ГОСТ — B2,5-B5 | Прочность по ГОСТ — B1,5-B2,5 |
| Высокие показатели экологичности. | Экологически чистый материал. |
Благодаря автоклавной обработке газобетон обладает улучшенными физико-техническими свойствами и внешним видом.

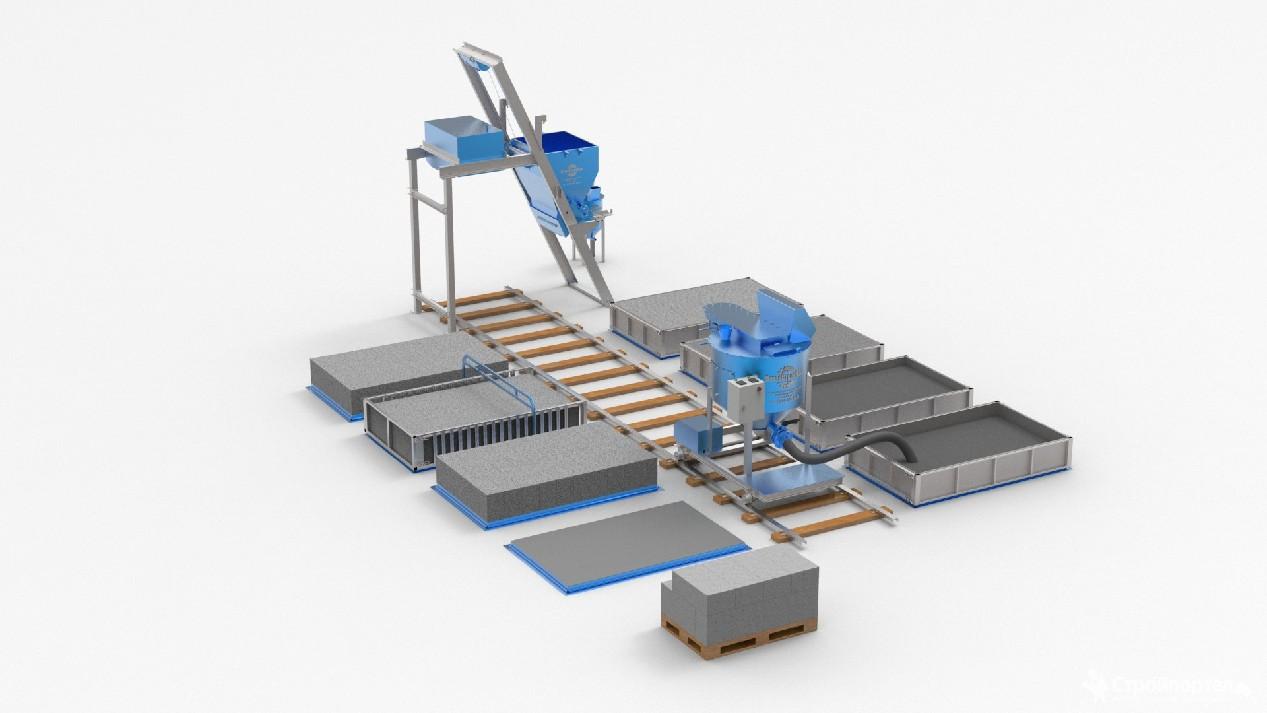
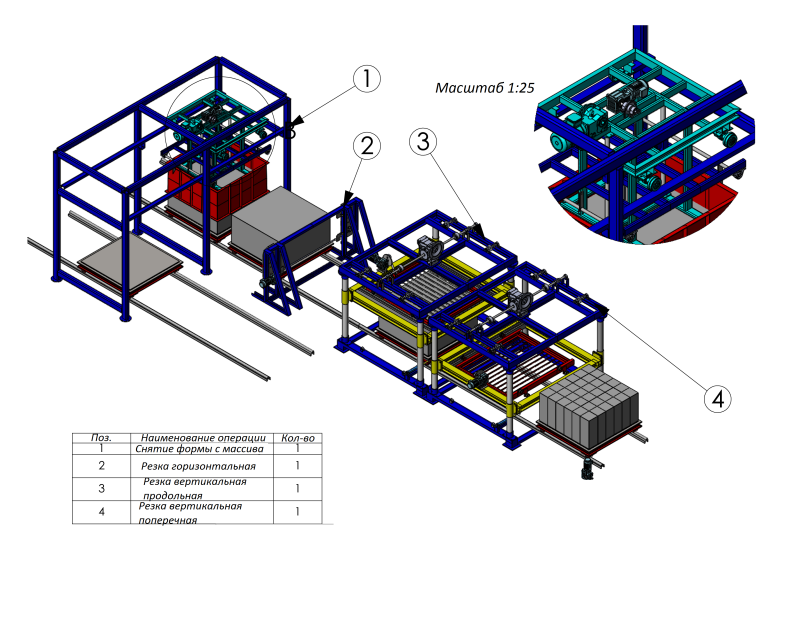
Этапы производственного цикла
Технология изготовления газобетонных блоков
Процесс изготовления включает в себя ряд этапов:
- Наполнение смесителя всеми нужными компонентами
- Изготовление смеси
- Ввод газообразователя
- Заполнение металлических форм смесью в ожидании газообразования. На данный процесс обычно требуется около 3-4-х часов.
- Корректировка формы от избытков смеси, образовавшихся в процессе газообразования.
- Выдержка блоков в формах около 12-16-ти часов
- Термообработка блоков в автоклаве от 24 до 48 часов либо естественная сушка при неавтоклавном методе в течение 3-5-ти дней.
Изготовление газобетона: подробный обзор процесса производства материала
Основные типы производства
Существует всего 2 основных типа производства изделий из рассматриваемого материала:
- Автоклавный
- Неавтоклавный
У каждого из них существуют свои достоинства и недостатки. Рассмотрим подробнее: как построить бизнес на газобетоне, используя каждый из типов производства изделий.






Автоклавный метод заключается в том, что газоблок помещается в специальные печи –автоклавы. Под воздействием высокой температуры и избыточного давления изделия твердеют.
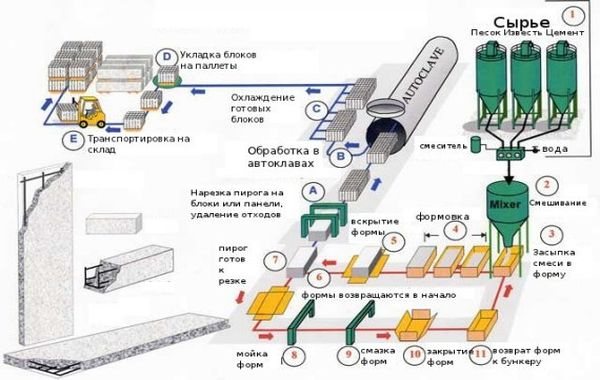
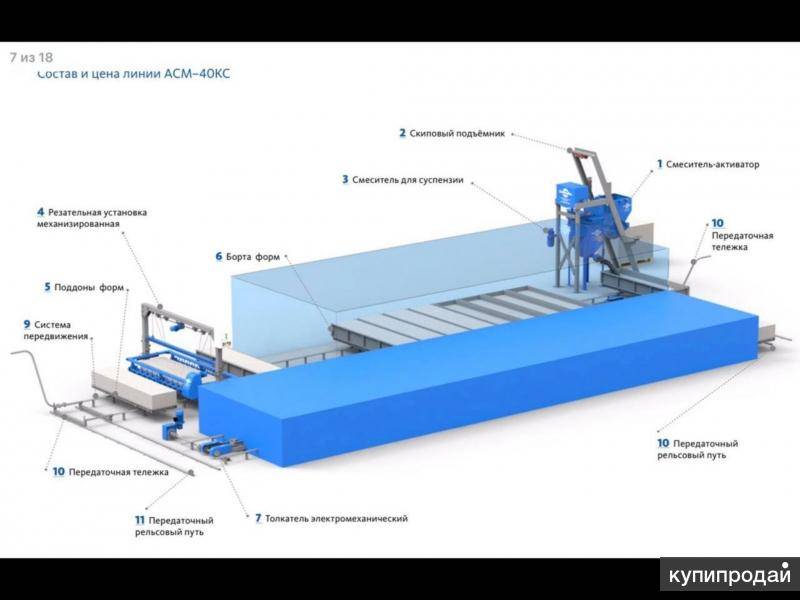
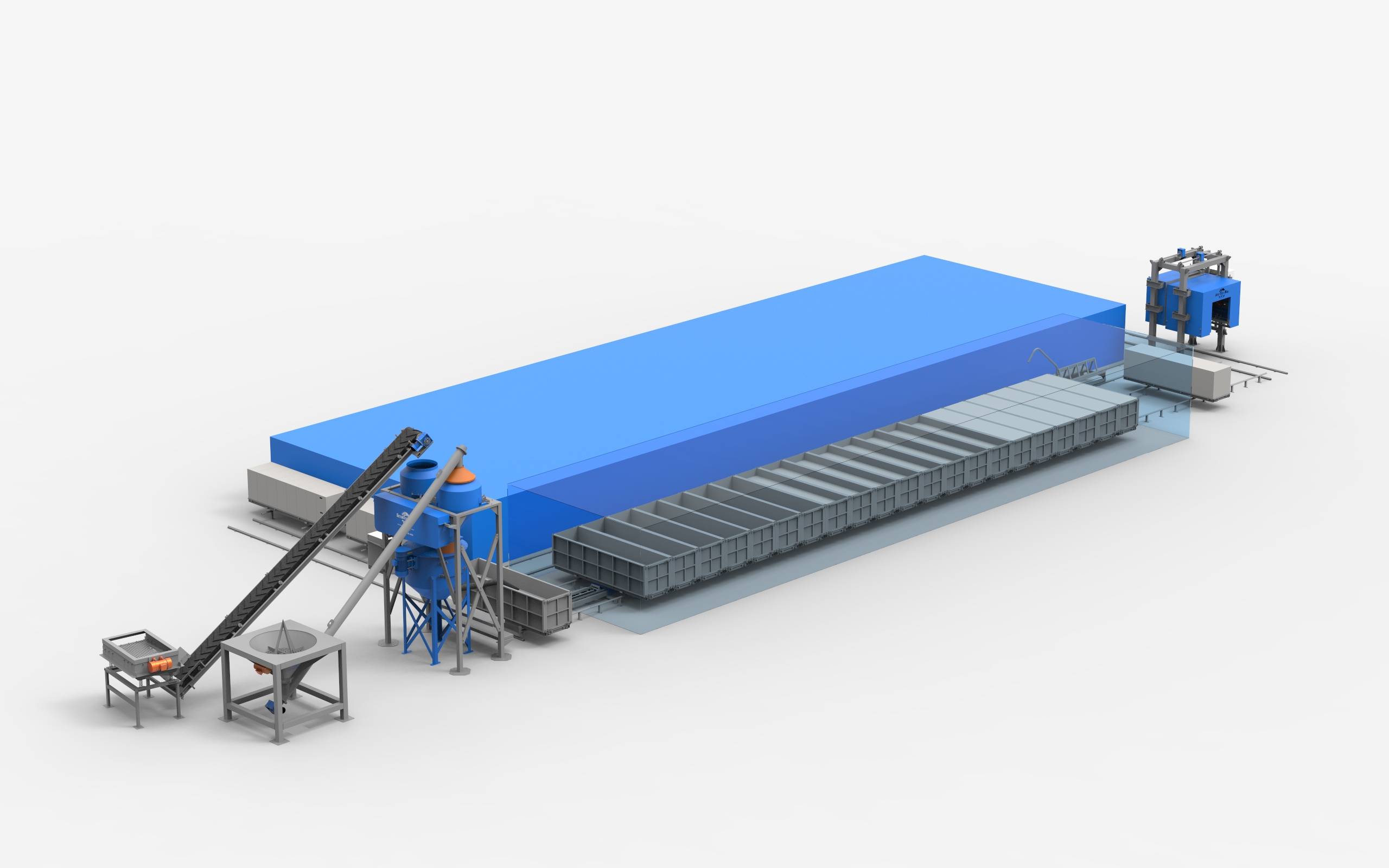
Схема выпуска газоблока-автоклава
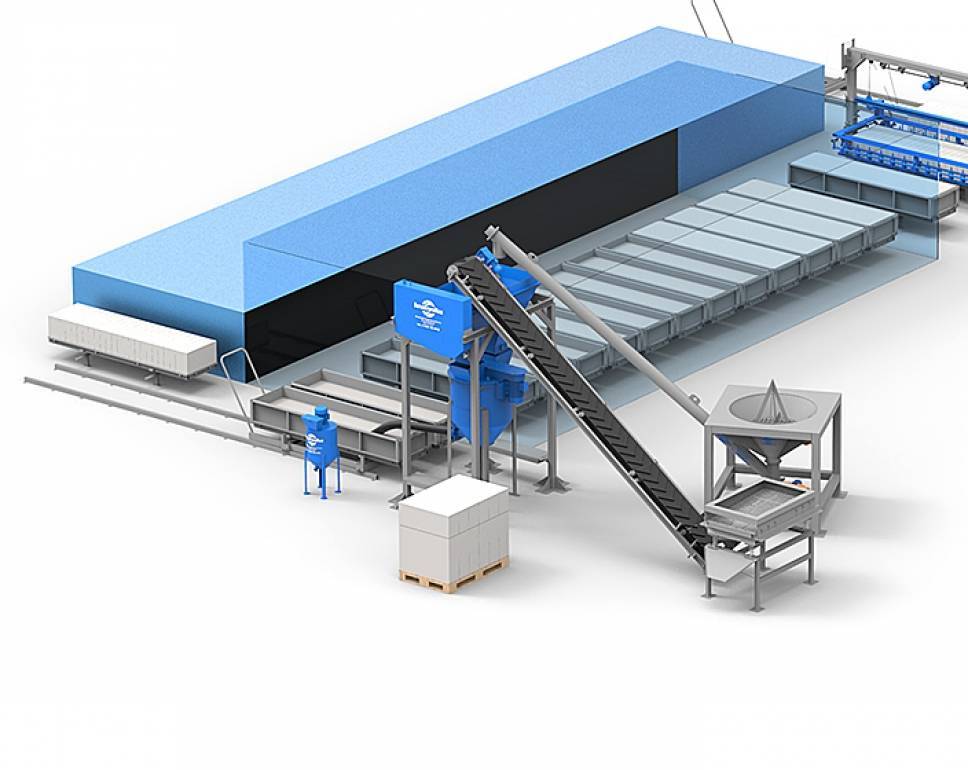
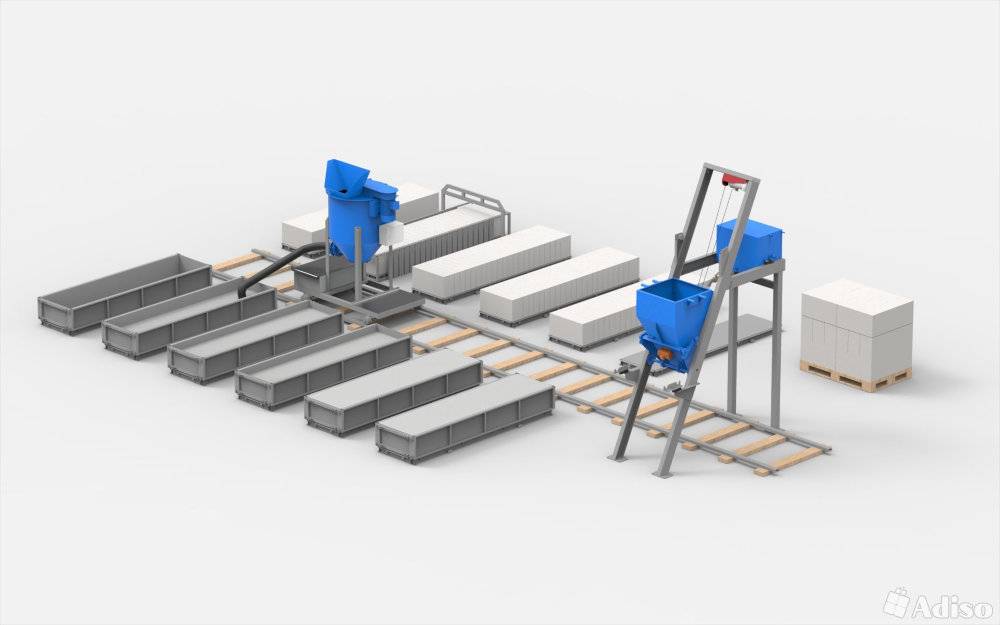
Неавтоклавный метод характеризуется естественным твердением либо тепловлажностной обработкой. Данный способ пользуется меньшей популярностью, так как блоки при неавтоклавной обработке дают серьезную усадку зданию и по многим показателям уступают своему конкуренту-автоклавному блоку.
Заметным преимуществом является лишь цена, она значительно ниже, чем у современного автоклавного газобетона. Ниже на фото представлена схема, последовательно отражающая процессы изготовления неавтоклава.

Схема выпуска газоблока гидратационного твердения
Способы оптимизации
Одним из вариантов оптимизации газобетона неавтоклавного способа твердения является использование различных модифицированных добавок. Например, стекловолокно или полимерное волокно для улучшения армирующих свойств; хлорид кальция, который ускоряет процесс естественного твердения; микрокремнезем, повышающий эксплуатационные свойства.
Инструкция по изготовлению блочного материала
Начинают с того, что из досок сколачивается пенал. В него вставляют по всей длине заблаговременно изготовленные перемычки, разделяющие общий каркас на ячейки. Для этого следует использовать водостойкую фанеру. Чтобы она хорошо фиксировалась, в досках устраивают пропилы.
Своими размерами ячейки должны отвечать требуемым размерам блоков. Чтобы ускорить производственный процесс, необходимо изготовить несколько форм по разным типоразмерам.
Чтобы растворная масса не налипала на доски, их обрабатывают специальными составами или машинным маслом, разведенным в воде.
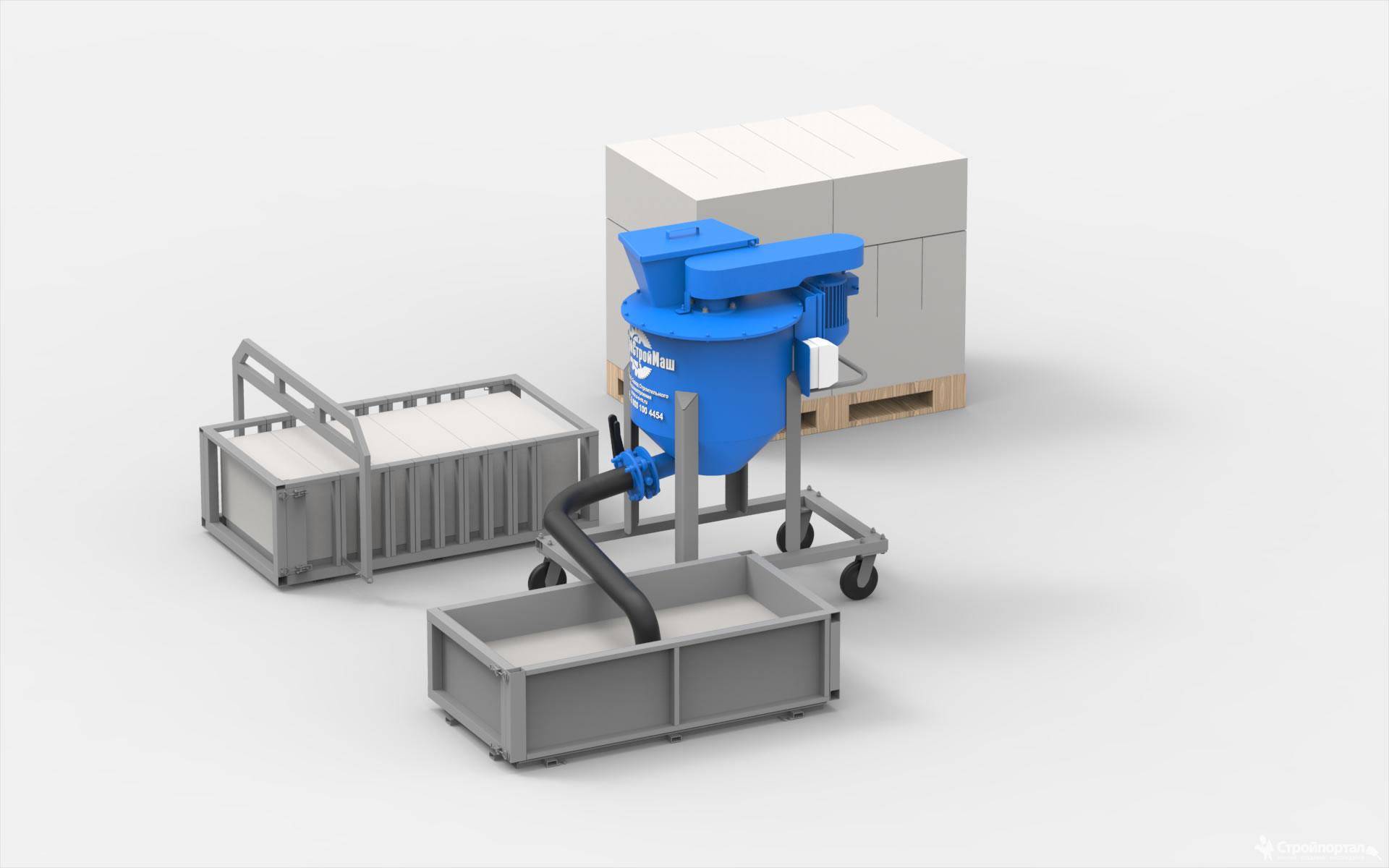
Для замеса раствора придется купить смеситель, компрессор и рукава. Кстати, такую установку применяют не только при разовом изготовлении блоков, но и для организации небольшого по объему производства.
Кроме перечисленного выше, потребуется проволока для срезки излишков раствора.
Если нет дозатора, то взвешивать сырьевую массу придется самостоятельно. Здесь необходимо соблюдать точность пропорций, чтобы не нарушить качество изделий.
Все компоненты загружаются в нужном соотношении. Это позволит ускорить твердение, повысит технические характеристики блоков. Кстати, такие пропорции соблюдаются не только для домашнего, но и заводского производства материала.
Подготовленная масса разливается по формам, до краев не заполняют, потому что смесь еще будет вспучиваться. Как правило, наполнение ведется до половины объема.
Происходит газообразование. После этого необходимо удалить излишки смеси. Выполняется эта работа часов через пять – шесть после заливки.
Через четырнадцать часов выполняют распалубку
Чтобы блоки отходили, рекомендуется осторожно постучать по стенкам форм. Для набора технической прочности материал остается на открытой площадке или складируется в помещении. Помните, что с первого раза идеальный материал может не получиться
Помните, что с первого раза идеальный материал может не получиться.
Сравнительный анализ автоклавного и неавтоклавного производства
Свойства газобетонных блоков: достоинства и недостатки
Газобетон широко используется в строительстве жилых, торговых, промышленных объектов с небольшой этажностью (до 3 этажей). Преимущества пористого бетона такие:
- Небольшой вес газосиликата по сравнению с кирпичом. Масса одного блока составляет 30 – 32 кг, по площади он заменяет около 30 кирпичей, которые весили бы более 100 кг.
- Экономически выгодно – за счет пор требуется меньше количество исходных материалов, меньше работников для кладки, высокая скорость строительства.
- Газосиликат экологически чистый, не содержит искусственных компонентов, не выделяет в воздух вредных веществ.
- Устойчив к огню.
- Достаточная прочность. В многоэтажных конструкциях используют газосиликатные плиты плотностью от 700 до 900 кг/ м куб.
- Сохраняет тепло внутри помещения, теплопроводность 0,1 – 0,12 Вт/м °C.
- Имеет хорошее сцепление с цементом.
- Хорошо гасит шумы.
- Благодаря ячеистой структуре газосиликат хорошо пропускает воздух, внутри дома будет благоприятный микроклимат.
- Не подвержен процессам гниения.
- Благодаря точным размерам не требуется подгонка при укладке плит (отклонения в геометрии не превышают 1,5 мм).
- Газобетон легко подвергается обработке – можно резать, пилить, сверлить, штробить, обтесывать. Для этого подходят инструменты из стали, специальные напайки из твердых сплавов не требуются.
- Имеет низкий уровень естественной радиоактивности, так как в составе нет тория, урана (слюда и гранит в процессе производства не используются).Безотходное производство, так как срезанные при формовании части газосиликата подвергаются повторной переработке.
Как у любого материала, у газосиликата есть и недостатки:
- Легко впитывает влагу, поэтому наружные поверхности требуют дополнительной защиты. Также его нельзя применять в качестве строительного материала при влажности выше 65 %.
- Не пригоден для возведения зданий выше 3 этажей.
- Слабое место – стыки между плитами. Их прочность и герметичность зависят от качества и технологии нанесения клея.
Дополнительные конструкции
Дополнительные конструкции помогают завершить процесс, используются на разных стадиях. Применяются они для производства сжатого воздуха и формирования блоков готового материала.
Компрессор
Применяют при создании смеси из бетона, компрессор выдавливает ее из бетономешалки. Назначение этого элемента – подача воздуха под давлением.
При выборе компрессора нужно уточнить для какого вида оборудования он предназначен. Мощности должно хватать под конкретную установку, которой планируется пользоваться.
Разновидности компрессоров:
- роторно-винтовые;
- роторно-пластинчатые;
- поршневые.
Значение имеет объем ресивера, то есть сколько сжатого воздуха может удерживать компрессор, измеряется в литрах. От него зависит стоимость компрессора и длительность его работы. Также при покупке важна производительность аппарата.







Минимальная допустимый показатель – 0,2 -0,5 м.куб/мин (от 200 л/мин.), давление при этом составляет 5-6 атм.

Производитель не имеет принципиального значения, оборудование относится к разряду простых. Наиболее популярные бренды те же, что производят установки: ГК Метем, «Строй-Бетон».
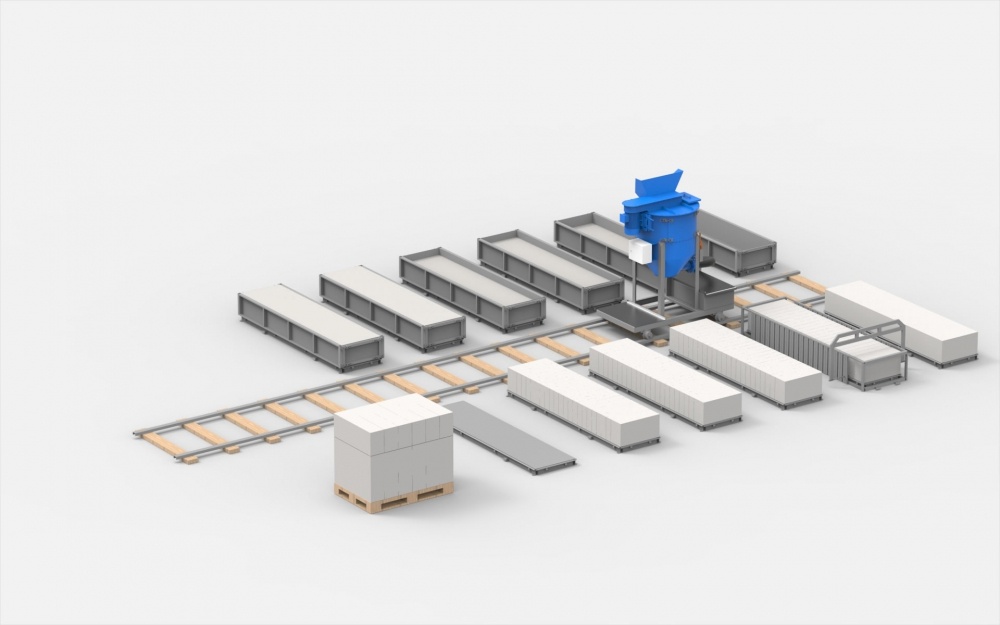
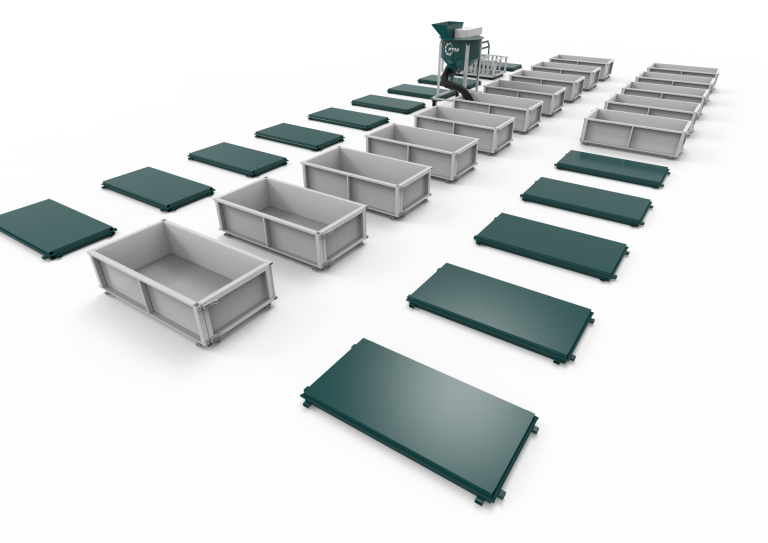
Формы
Пеноблоки изготавливаются поштучно, масса либо разливается по формам, либо режется. Во всех случаях требуется форма, куда будет заливаться пенобетон. Единственная причина, где не требуется наличие форм – создание пола. В этом случае материал заливают напрямую в опалубку.
Отличия форм для пеноблока:
- Материал изготовления. Древесина используется для первых запусков, поверхность неравномерная, пенобетон частично впитывается в нее. Лакированная фанера – один из лучших вариантов, стойко выдерживает давление. Пластик применяют преимущественно для пазогребневых блоков или для штучного производства. Металл – наиболее подходящий вариант для серийного производства.
- Толщина стенок (рассчитывается в мм).
- Размеры (большие, маленькие, пазогребневые блоки).
- Разница в конструкции. Разборные формы удобнее хранить, некоторые из них позволяют заливать блоки разных размеров, если собрать их иначе. Цельные используются для небольших размеров или в частном производстве.
При покупке форм б/у необходимо уточнить совпадение элементов и отсутствие щелей между ними. Чаще всего продают их по причине наличия зазоров, что приводит к проникновению пенобетона в соседние пазы и слиянию блоков.






