
Эпоксидно-полиэфирные краски
Гибридные или эпоксидно-полиэфирные порошковые краски – это эффективное сочетание двух веществ – полиэфирных и эпоксидных смол. Данные составы имеют привлекательную цену, а также они отличаются многими технологическими преимуществами, к примеру, окрашенная поверхность обладает устойчивостью к высокой температуре, химической стойкостью, улучшенными механическими качествами, а также небольшой чувствительностью к ультрафиолетовому излучению.
Эпоксидно-полиэфирная краска имеет отличные декоративные качества, поэтому данный лакокрасочный материал очень востребован. Благодаря современным технологиям изготовления и нанесения порошковых красок, удалось не только расширить цветовую палитру, но также создавать различные по структуре покрытия. Данная разновидность полиэфирной краски дает возможность создавать поверхность под кожу, муаровые узоры, поверхности разных оттенков, антикварные покрытия, и прочее.
Марки и производители
Выпускаются разнообразные полиэфирные смолы отечественных и импортных производителей. Упаковки большинства смол — от 1 килограмма и более.
Neon S-1
Neon S-1 от Ремполимер — предускоренная тиксотропная смола, которая обладает низкой вязкостью, средним уровнем химической активности. В составе присутствует стирол, наполнители высокого качества. Средство считается одним из лучших для ремонта лодок, катеров, автотюнинга. Дает минимальную усадку, после разбавления его надо наносить в течение 15 минут. Время полимеризации — 45 минут.
Рефлекс
Reoflex Repair Resin или полиэфирная смола Рефлекс — средство для ламинирования, имеет ортофталевую основу и пониженное количество стирола. В описании указано, что смола обладает высокой адгезией к металлу, лакокрасочным покрытиям, древесине, ламинату, грунтам.

Полученное покрытие имеет высокую прочность к механическому повреждению, вибрации, стойкое к перепадам температур, влиянию смазок, бензина, масел. Добавление специальных компонентов позволяет пластифицировать материал и применять для ремонта бамперов, заполнения щелей в металле.
Смола для литья Norsodyne O-12335 AL
NorsodyneO-12335 AL — предускоренная прозрачная смола, имеет высокую стойкость к ультрафиолету. Отличается довольно большим временем желатинизации — 16 – 22 минуты. Разводить ее нужно отвердителем Бутанокс в объеме 0,03 % от общей массы. Используется для обработки пористых материалов, как клей для резиновых лодок, ремонта автомобилей. Допускается применение при температуре от +15 градусов.
Novol Plus 720
Новол Плюс 720 (Novol Plus 720) — еще одно популярное средство, которым можно клеить резиновые изделия, заделывать дыры, отверстия, усиливать пластиковые конструкции. С его помощью ремонтируются кемпинговые прицепы, яхты, автомобильные кузова.

Как отвердитель применяется Бутанокс, его можно заменить 50 % пастой перекиси бензоила. Полиэфирная смола имеет высокую прочность, отлично шлифуется, может покрываться полиэфирными шпаклевками. Расход 1м2 при использовании в качестве клея небольшой, средство может применяться со стекломатом.
Другие марки
Склеивать различные поверхности, проводить их ламинирование можно при помощи смолы полиэфирной Eskim ES-1060. Состав менее вязкий, чем большинство материалов, поэтому отличается легкостью нанесения.
Особое свойство — низкая чувствительность к количеству растворителя и температуры для отверждения. Легко добавить в смолу любую колеровку своими руками, смола сочетается с большинством пигментов. К средству можно досыпать цемент, тальк, гипс и применять для изготовления наливных полов.
Полиэфирная смола Polipol 3401-А — ортофталевый материал с низкой усадкой, практически не деформируется после отверждения. Широко используется для производства химически стойкой тары, деталей катеров, аттракционов, бассейнов. Сколько сохнет средство? Время гелеобразования — 30 минут, дальнейшее отверждение зависит от температуры в помещении.

Характеристики термопластичной порошковой краски.
Представляем описание покрытий, полученных из красок на основе наиболее часто применяемых термопластичных полимеров.
Полиамиды. Наиболее распространены полиамидные порошковые составы и покрытия, изготавливаемые на основе полимера, известного под фирменным названием найлон. Покрытия из найлона обладают многими ценными свойствами. Они имеют красивый внешний вид, высокую твердость, прочность, устойчивость к истиранию, стойки к воздействию химических веществ и растворителей. Существуют составы, которые не требуют грунтования, и краски, наносимые на предварительно загрунтованную поверхность. В случае ответственных покрытий (защита корзин посудомоечных машин, труб, клапанов насосов, химических аппаратов, медицинских инструментов, требующих автоклавной стерилизации), как правило, проводят грунтование. При соответствующем подборе сырья могут быть получены полиамидные покрытия, допускаемые к контакту с пищевыми продуктами. Полиамидные краски используют не только для внутренних, но и для наружных работ, например, для окрашивания осветительных приборов, столбов, скамеек.
Полиолефины. Порошковые составы на полиолефинах — полиэтилене, полипропилене, так же, как и на полиамидах, имеют длительную историю применения в покрытиях. Полиэтилен образует мягкие на ощупь покрытия, полипропилен, и особенно, некоторые его сополимеры, — довольно эластичные. Те и другие покрытия отличаются хорошей химической стойкостью. Однако, при контакте с некоторыми растворителями возможно растрескивание этих покрытий вследствие возникающих в них напряжений. Другой недостаток этих покрытий — низкая адгезия к металлам. Улучшение указанных свойств может быть достигнуто соответствующей подготовкой поверхности, модифицированием составов или применением вместо индивидуальных полимеров более адгезионнопрочных сополимеров. (Этот процесс описан в отдельном разделе).
Пластифицированный поливинилхлорид. Покрытия на основе пластифицированного поливинилхлорида, будучи мягкими, подобно каучуку, обладают хорошей устойчивостью к действию моющих средств и воды, сохраняют адгезию при эксплуатации на таких изделиях, как, например, корзины посудомоечных машин. Составы пригодны и для наружных покрытий. При надлежащей рецептуре красок возможно получение покрытий, допускаемых для контакта с пищевыми продуктами.
Полиэфиры. Покрытия на основе термопластичных полиэфиров внешне напоминают найлоновые покрытия. Но они не обладают многими свойствами, присущими найлону, в частности, устойчивостью к действию растворителей, стойкостью к истиранию. Вместе с тем, им свойственна хорошая адгезия к разным материалам, они не требуют грунтования поверхности. Многие полиэфирные покрытия обладают хорошей устойчивостью к внешним воздействиям, их используют, например, для защиты садовой мебели. Из-за некоторых трудностей нанесения покрытий полиэфирные составы не приобрели широкой популярности на рынке.
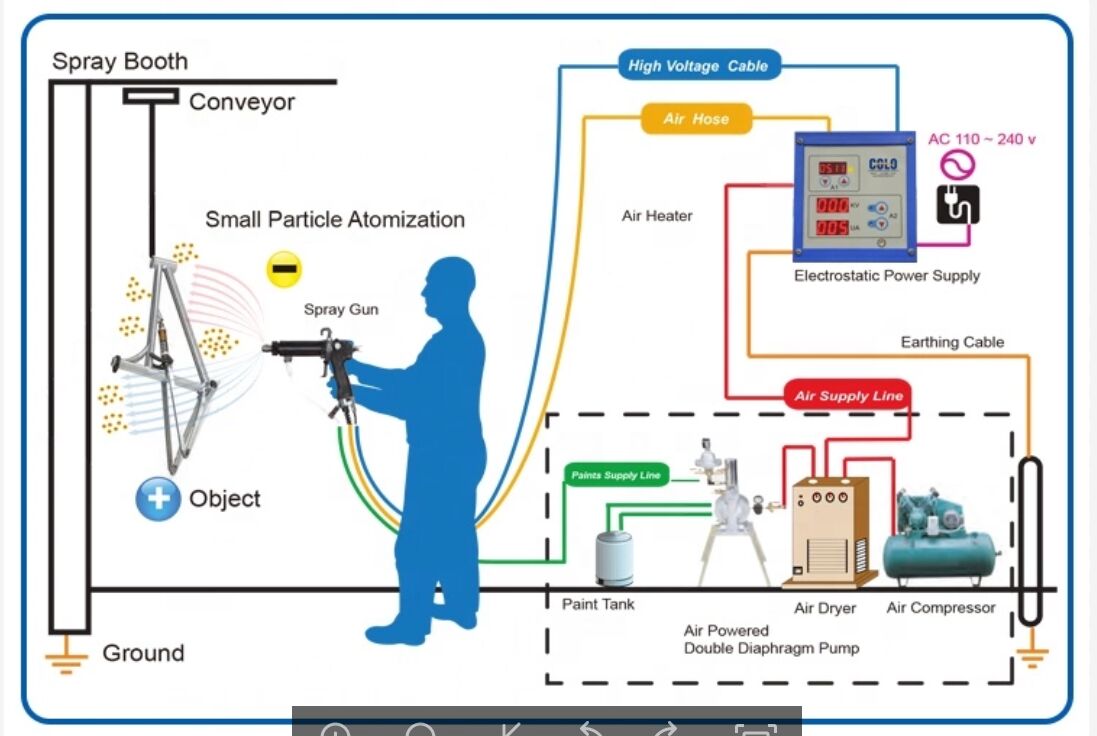
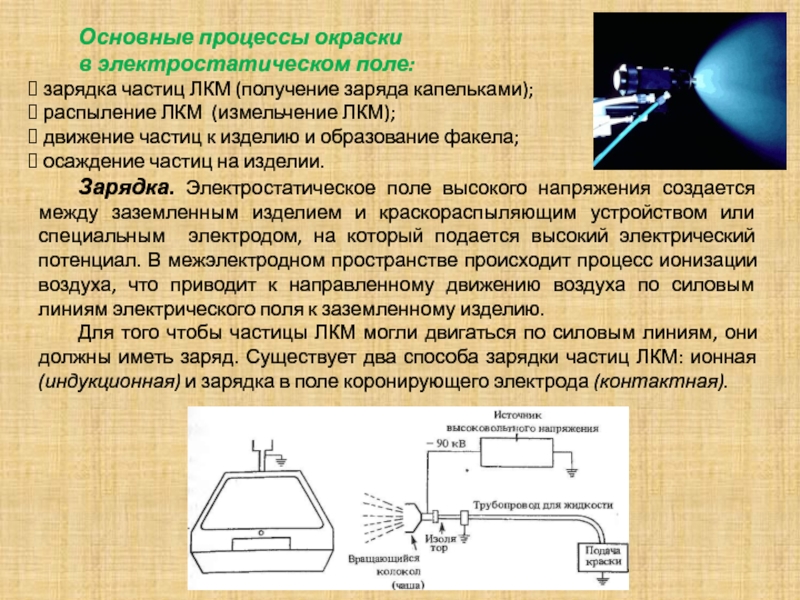
Электростатическое напыление
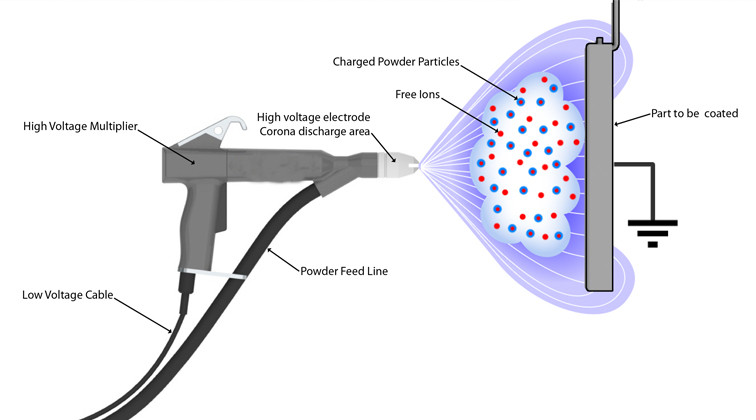
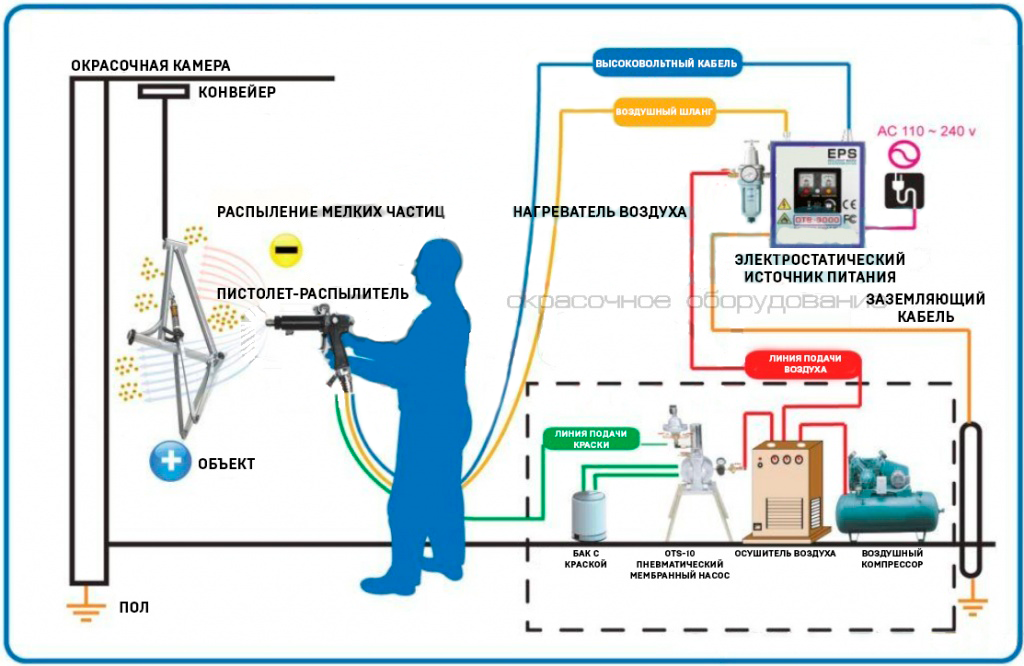
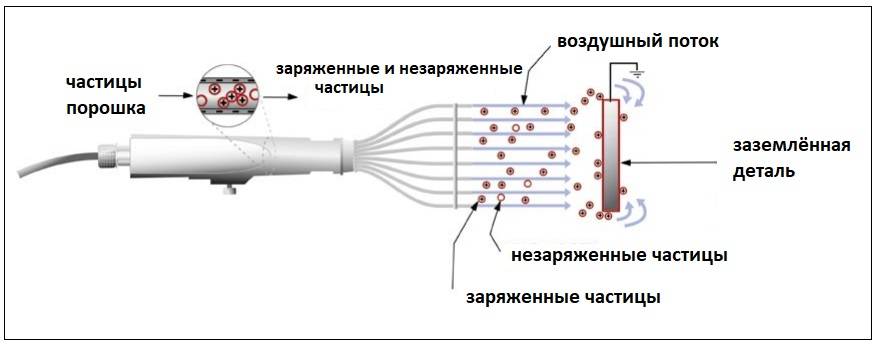
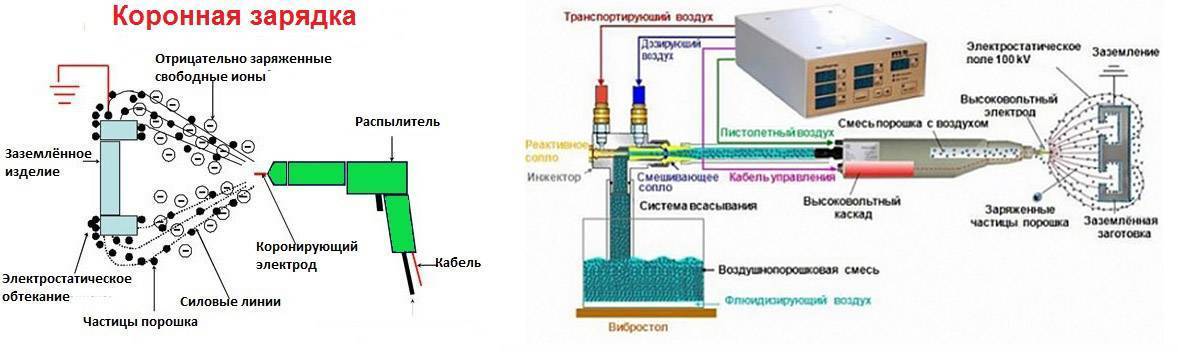
Технология порошковой окраски электростатическим напылением.
Рис. 1 — Технология зарядки коронным разрядом
Его популярность обусловлена следующими факторами: высокая эффективность зарядки почти всех порошковых красок, высокая производительность при порошковом окрашивании больших поверхностей, относительно низкая чувствительность к влажности окружающего воздуха, подходит для нанесения различных порошковых покрытий со специальными эффектами (металлики, шагрени, мауары и т.д.).
Наряду с достоинствами электростатическое напыление имеет ряд недостатков, которые обусловлены сильным электрическим полем между пистолетом распылителем и деталью, которое может затруднить нанесение порошкового покрытия в углах и в местах глубоких выемок. Кроме того, неправильный выбор электростатических параметров распылителя и расстояния от распылителя до детали может вызвать обратную ионизацию и ухудшить качество полимерного порошкового покрытия.
Оборудование для порошковой окраски — электростатический пистолет распылитель есть типовом комплексе порошковой окраски Альфа Колор.
Рис. 2 — Эффект клетки Фарадея
Эффект клетки Фарадея — результат воздействия электростатических и аэродинамических сил.
На рисунке показано, что при нанесении порошкового покрытия на участки, в которых действует эффект клетки Фарадея, электрическое поле, создаваемое распылителем, имеет максимальную напряженность по краям выемки. Силовые линии всегда идут к самой близкой заземленной точке и скорее концентрируется по краям выемки и выступающим участками, а не проникают дальше внутрь.
Эффект клетки Фарадея наблюдается в тех случаях, когда наносят порошковую краску на металлоизделия сложной конфигурации, куда внешнее электрическое поле не проникает, поэтому нанесение ровного покрытия на детали затруднено и в некоторых случаях даже невозможно.
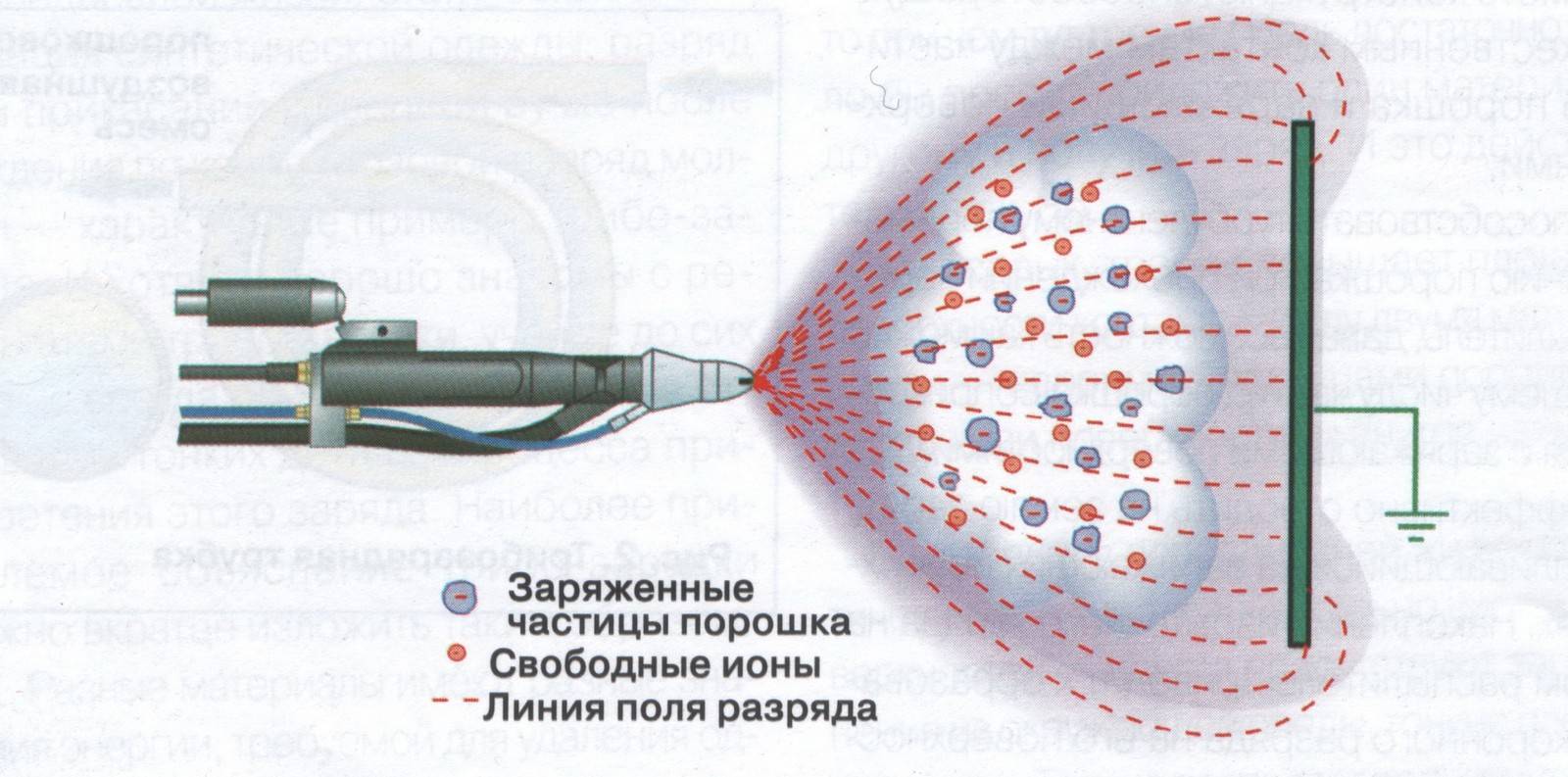
Рис. 3 — Обратная ионизация
Обратная ионизация вызывается излишним током свободных ионов от зарядных электродов распылителя. Когда свободные ионы попадают на покрытую порошковой краской поверхность детали, они прибавляют свой заряд к заряду, накопившемуся в слое порошка. Но поверхности детали накапливается слишком большой заряд. В некоторых точках величина заряда превышается настолько, что в толще порошка проскакивают микро искры, образующие кратеры на поверхности, что приводит к ухудшению качества покрытия и нарушению его функциональных свойств. Также обратная ионизация способствует образованию апельсиновой корки, снижению эффективности работы распылителей и ограничению толщины получаемых покрытий.
Для уменьшения эффекта клетки Фарадея и обратной ионизации было разработано специальное оборудование, которое уменьшает количество ионов в ионизированном воздухе, когда заряженные частицы порошка притягиваются поверхностью. Свободные отрицательные ионы отводятся в сторону благодаря заземлению самого распылителя, что значительно снижает проявление вышеупомянутых негативных эффектов. Увеличив расстояние между распылителем и поверхностью детали, можно уменьшить ток пистолета распылителя и замедлить процесс обратной ионизации.
Характеристики порошковой краски
Характеристики, присущие порошковой краске, принципиально отличаются от свойств и показателей привычных жидких красящих составов. Так как средой растворения для порошковой краски является воздух, а не жидкий растворитель, то основными ее качествами выступают:
- сыпучесть – порошок должен легко рассыпаться, не слеживаясь и не образовывая комков;
- однородность – частицы должны быть одной фракции, чтобы получать одинаковую степень электризации и ложиться тонким ровным слоем на окрашиваемую поверхность;
- стабильность – относительно как физических свойств, так и химического состояния смеси;
- фракция частиц – для нанесения тонкого и однородного слоя частицы краски не должны превышать размера 330 микрон, а оптимальным будет интервал от 50 до 100 микрон.
Еще одним немаловажным показателем является впитываемость. Качественная краска должна противостоять насыщению влагой, оставаясь сухой и сыпучей. Также отличительной особенностью, выделяющей порошковую краску среди разнообразных видов красителей, является технология окраски.
Традиционные способы нанесения, как использование кистей, валиков, а также погружение или обливание красящим составом, для порошковых смесей неприменимы. Порошковая краска наносится методом аэрозольного напыления, а также нанесения струей с помощью специального оборудования, сообщающего частицам красящей смеси электростатический заряд.
Нанесенная такими способами краска образует один тонкий и плотный слой, которого хватает для создания полноценного покрытия, не уступающего привычной жидкой окраске. При полимеризации расплавленные частицы формируют устойчивую пленку, выполняющую как эстетические, так и защитные функции. Та часть порошковой смеси, которая не адгезировала, а осыпалась с поверхности, пригодна для повторного использования.
Состав
Полиэфирные смолы имеют сложный состав. Все компоненты можно разбить на отдельные группы, которые выполняют вполне определенную функцию.
- Полиэфир или полиэфирный олигомер содержится в количестве 65-70%. Это основное вещество, подвергающееся полимеризации.
- Растворитель. Его объем составляет до 30%. Вещества, являющиеся растворителями, способны снижать вязкость материала, вступая в реакцию сополимеризации основного компонента.
- Инициатор – вещество, которое способствует началу реакции. Доля его содержания составляет 1,8%.
- Ускоритель играет роль катализатора. С его помощью существенно увеличивается скорость реакции. В смоле содержится около 1,5% ускорителя.
- Ингибитор. Добавляется в основной состав для хранения. Именно он не дает смоле самостоятельно подвергаться полимеризации.

Как было указано выше, основной компонент полиэфир состоит из спиртов, кислот и ангидридов. Обычно в качестве спиртов выступает этиленгликоль, пропиленгликоль, диэтиленгликоль, дипропиленгликоль или глицерин. Остальными компонентами выступают фумаровая кислота, малеиновый ангидрид, адипиновая кислота и фталевый ангидрид.



После смешивания компонентов до наступления реакции отверждения полиэфир обладает относительно небольшой молекулярной массой. В процессе полимеризации молекулы образуют трехмерную сетчатую структуру, а их масса стремительно растет. Образование связанной структуры повышает прочность и плотность конечного материала.
Все растворители являются мономерами, они доводят консистенцию смолы до требуемой нормы, снижая ее вязкость. Без этого вещества подготовить смолу невозможно, так как изначально она слишком густая. К тому же растворитель участвует в процессе полимеризации, увеличивая скорость и глубину отверждения. Без растворителя смола «застывает», но очень медленно.

Инициатор нужен компонентам смолы, чтобы началась реакция отверждения. Перекись и гидроперекись, являясь инициаторами, взаимодействуют с ускорителем. В результате реакции они образуют свободные радикалы, которые, в свою очередь, превращают молекулы полиэфира также в свободные радикалы, в чем и заключается процесс полимеризации. Он сопровождается повышением температуры материала. После добавления инициатора в состав смолы необходимо произвести заливку в течение суток.
Ускоритель может добавляться в полиэфир еще на стадии изготовления, ведь реакция начнется только после его соединения с инициатором. Наиболее популярным веществом-ускорителем является соль кобальта (нафтенат кобальта или октоат кобальта). Они выпускаются не только в составе полиэфира, но и отдельно, их марки содержат литеры «НК» или «ОК».

Ингибиторы замедляют реакцию полимеризации. Дело в том, что многие смолы даже без ускорителей и инициаторов способны образовывать свободные радикалы. Такие вещества, как фенол, трикрезол, некоторые кислоты и хиноны могут быть добавлены в полиэфиры в небольшом количестве. Обычно их доля не превышает 0,05%.
Разбавление полиэфирных лакокрасочных материалов
Разбавляются полиэфирные краски, лаки, грунты очень быстрыми разбавителями на основе ацетона, большая часть его испаряется при нанесении, так что нанесённый слой получается достаточно вязким, не дающим подтёков. Оставшаяся часть ацетона испаряется за 10-15 минут. После шлифовки через несколько часов усадка очень мала.
Технологическими особенностями ПЭ материалов, следующими из того, что основной разбавитель не должен испаряться, являются большая рекомендуемая величина наносимого слоя — 200-250 г/м.кв. и слабая зависимость длительности сушки от толщины мокрого слоя.
Большая толщина мокрого слоя и высокий сухой остаток позволяют получать за одно нанесение очень толстую лакокрасочную плёнку. Эти особенности наряду с хорошей физико-химической стойкостью определяют преимущества работы с полиэфирными ЛКМ, особенно в случае глянцевых отделок.
Сфера применения
Полиэфирные смолы востребованы в строительстве, химической промышленности, машиностроении, судостроении. Всем знакомы изделия из прозрачного стеклопластика.
Например, душевые кабины или оригинальные ванны с вставками-окошками. А ведь это тоже изделия на основе полиэфирного материала.
Такой результат получается вследствие ее синтеза со стеклотканью. Смолы входят в состав смесей для наливного пола, изготовления подиумов, мастик, клея, лакокрасочных материалов, полимеров для электротехнического оборудования, радиодеталей.
Полиэфирную смолу используют в качестве пропитки для герметизации материалов, ее добавляют при изготовлении ДВП, пластмасс, асбоцементных плит, галантереи.
Крашеный стеклопластик становится осветительным прибором, карнизом, подоконником, статуэткой или искусственным камнем.
В автомобилестроении на основе полиэфирной оной сделаны грунтовки и шпаклевки, из пластика создают детали машин. Лодки, катера, корпуса кораблей, иллюминаторы – герметичны и надежны, благодаря такому соединению как полиэфирная смола.
Ею обрабатывают древесину и другие пористые поверхности, чтобы они не пропускали воду.
Из ненасыщенного полиэфира делают армированный пластик, другие предметы с применением технологии литья. Этот состав также часто используется при производстве спортивных товаров, искусстве.
Преимущества и недостатки

Плюсы и минусы
Высокая антикоррозионная стойкость на металлических поверхностях.
Повышение прочности поверхности. Это касается даже хрупких материалов.
Возможность получения декоративного покрытия, которое защищает изделия от влияния внешних факторов. Порошковый краситель представляет собой прекрасный способ защиты и декорирования металлических изделий.
Отсутствие потребности в нанесении грунтовки. Это помогает сократить время на окрашивание материала.
Повышение устойчивости поверхности к загрязнению химическими элементами, бензином, а также к ультрафиолетовому излучению.
Экономичный расход. Применение полиэфирных красителей обходится дешевле, чем остальных средств.
Придание электроизоляционных свойств поверхности. Это помогает защитить материал от распространения электрического поля, что обеспечивает защиту от тока.
Устойчивость к механическому воздействию. Порошковые красители не подвергаются абразивному стиранию.
Стойкость к воздействию разных температур. Полиэфирная краска нормально воспринимает даже температурные колебания.
Возможность обработки кромок и углов. При нанесении обычного красителя кистью или валиком они обычно остаются неокрашенными.
10. Возможность обработки кромок и углов. При нанесении обычного красителя кистью или валиком они обычно остаются неокрашенными.
Необходимость использования нового контейнера для каждого оттенка. В одной таре применять состав запрещено.
Риск взрыва. Потому обращаться с баллончиком требуется предельно аккуратно.
Сложности при нанесении тонкого слоя.
Проблемы при окрашивании поверхностей в условиях низких температур.
Сложности при нанесении на нестандартную конструкцию. Это же касается фрагментов сборных сооружений. В таком случае применять порошковый краситель будет весьма проблематично, ведь он распыляется на поверхности большой площади.
Эпоксидно-полиэфирная краска
Эпоксидно-полиэфирная краска на 50-70% состоит из полиэфирных и эпоксидных смол, а также отвердителей, наполнителей и пигментов. Количество последних компонентов в составе краски составляет порядка 35-50%. Данный вид лакокрасочных материалов относится к порошковым эмалям внутреннего применения. Такие краски называются еще гибридными.
Данная краска отличается своими уникальными свойствами, которые заключаются, в первую очередь, в высоких прочностных характеристиках, каких, как:
- ударопрочность;
- эластичность;
- устойчивость к воздействию на них различного рода растворителей;
- отличная растекаемость.

Стоит отметить, что область применения эпоксидно-полиэфирных красок достаточно широка. Такие лакокрасочные материалы используются для окрашивания металлических изделий, которые находятся внутри помещений. К таким предметам относится различная бытовая техника, электрооборудование, посуда, мебель, автомобильные аксессуары, нагревательные элементы, принадлежности для туризма и многое другое. Благодаря своим свойствам, краска не только защищает изделия от коррозии, но и существенно улучшает их внешний вид. Краска устойчива к воздействию на покрытие высоких температур, в связи с чем, не тускнеет и не желтеет.



Для нанесения покрытия на предметы доступны два метода:
- Электростатическое распыление;
- Трибостатическое распыление.
Стоит отметить, что эпоксидно-полиэфирная порошковая краска требует при работе с ней особой осторожности и соблюдения всех правил техники безопасности. Поэтому, окрашивая предметы, необходимо в обязательном порядке надевать защитную маску, очки и перчатки
Процесс окраски предметов полиэфирными и эпоксидно-полиэфирными порошковыми составами включает следующие этапы:
- Подготовка поверхности предмета к окраске, которая заключается в удалении старой краски, различных дефектов и неровностей, а также ржавчины;
- Обработка поверхности грунтовкой;
- Нанесение порошка на поверхность одним из доступных способов;
- Полимеризация покрытия. Для этого необходимо воздействовать на окрашенный предмет достаточно высокой температурой, находящейся в диапазоне 140-2200С, зависимо от типа краски. В процессе нагревания осуществляется медленное плавление порошка, который в дальнейшем превращается в достаточно прочное однородной покрытие.
Окрашенные данными красками поверхности могут иметь глянцевый или фактурный вид. В первом случае, глянец будет скрывать мелкие неровности и другие дефекты. Фактура, в отличие от глянца, наоборот – подчеркнет все достоинства изделия.
Общие характеристики
Твёрдые дисперсные структуры, в соединении которых присутствуют смолы образующие смолы, отвердители (сиккативы), разные пигменты, а еще установочные добавки, именуются красками на основе порошков.
Подобным составам характерны:
- гомогенность (однотипность состава);
- физическое и химическое постоянство;
- неизменность смеси во время эксплуатации и хранении.
Полиэфирные полимерные краски производятся так: все ингридиенты перемешивают, потом гомогенизируют, (это происходит при большой температуре в двухшнековом экструдере). Готовый расплав охлаждают, делают мельче и просеивают, чем добиваются однородности порошка. Такие краски применяют только для поверхностей из металла. Однако за последние десять лет сделаны более десяти видов порошковых ЛКМ для пластика и дерева.
Такие краски отличительны экологической безопасностью, хорошими свойствами защиты, декоративностью. Плюс к этому, они экономны. Окрашивание происходит в специализированной камере, чем достигается 100% применение материала.

Специфики полимерной краски:
- декоративность (возможность применять широкую палитру цветов);
- надежность (большая устойчивость к химии);
- возможность получить довольно толстое покрытие за одно окрашивание;
- полное отсутствие потеков на вертикалях;
- хорошая адгезия.
Описание технологического процесса
Алгоритм окрашивания:
- поверхность или изделие обезжиривается, очищается от материалов смазки;
- порошковым краскопультом наносятся полимерные составы;
- КМ закрепляется на этапе нагрева с последующим охлаждением;
Порошковый КМ нагревается иногда до +250оС. Приобретается печь для термической обработки. В зависимости от вида красителя для нагрева нужно разное время. В условиях дома используется состав в аэрозольном баллончике. Но им можно покрасить небольшой участок поверхности или маленькую деталь.
Несмотря на то, что состав не токсичен, работать с ним нужно в средствах индивидуальной защиты: в спецодежде, очках, в респираторе.
Как повысить защитные свойства бетонного пола?
На сегодняшний день не составляет труда найти материал для защиты бетонных поверхностей, который обеспечивал бы длительную и беспроблемную эксплуатацию даже в экстремальных природных условиях, таких как повышенная влажность воздуха и резкие перепады температур. Самыми популярными технологиями защиты для пола из бетона являются:
- применение уплотняющих пропиток;
- нанесение лакокрасочных смесей (в качестве защиты и декора);
- использование схемы наливных полов.
При выборе способа защиты бетонного пола необходимо учитывать требования, предъявляемые к данному типу поверхностей. Не стоит забывать и про специфические условия, в которых в дальнейшем будет эксплуатироваться пол. Приведем простой пример:
- Если бетонный пол имеет пористую, слабую структуру, то перед отделкой его следует упрочнить с помощью специальных полимерных пропиток.
- Полимерные краски для бетона также отлично защитят пол, однако они в большинстве случаев выполняют декоративные функции (защита носит лишь поверхностный характер).
- Что же касается полиуретановых наливных полов, то перед их установкой следует нанести слой грунтовки, чтобы добиться максимальной адгезии между смежными слоями.
К выбору защитных составов, особенно полимерных красок, стоит отнестись со всей серьезностью, ведь их стоимость может сильно варьироваться в зависимости от модификации. Цены на качественные лакокрасочные материалы сложно назвать низкими. А при быстром износе поверхности работы придется проводить повторно, и, как следствие, понадобится дополнительное количество строительных материалов.
Технология производства порошковых красок
Распространенные варианты изготовления:
- Сухое смешивание компонентов.
- Смешение компонентов в расплаве с последующей дезинтеграцией до необходимого размера.
Метод производства порошков сушкой распыляемых жидких красок распространения не получил из-за значительных потерь растворителей, высокой себестоимости красок.
Сухое смешивание компонентов является главным вариантом изготовления порошковых красок из термопластичных материалов. Производство обходится без дорогостоящего оборудования и значительных трудовых затрат. Сложность состоит в получении стабильных, нерасслаивающихся при хранении и использовании композиций с равномерным распределением малых добавок.
Смешение компонентов в расплаве дает высококачественные однородные порошки со стабильным составом и структурой. Способ длителен, имеет много стадий, требует дорогостоящего и сложного оборудования. Может использоваться для любых твердых плёнкообразователей, но применяется в основном для реактопластов.
Производство

В итоге соединения и последующей специальной обработки получается субстанция под названием базовая смола.
Если ее развести токсичным стиролом в качестве растворителя, процесс завершится созданием нового продукта – полиэфира, который уже можно отправлять на продажу. Однако, не стоит торопиться.
Например, при добавлении различных растительных масел, таких как подсолнечное, соевое или рапсовое, можно получить состав, похожий на неорганическую смолу, но более долговечный и надежный, а если интересует вспененный полиуретан, нужно сырье в виде многоатомного спирта, содержащего более одной гидроксильной группы (полиола).
Жизненный цикл готовых смесей ограничен – смола достаточно быстро затвердевает. Приостановить процесс полимеризации можно за счет охлаждения продукта. Для этой цели можно использовать холодную воду или холодильную установку.
Свои уникальные свойства полиэфирная смола приобретает за счет воздействия тепловой энергии.
Источником ее является катализатор, выступающий в роли активатора необходимых химических процессов, или внешний источник. Последний способ менее популярен из-за его дороговизны.
Резюмируя написанное выше, акцентируем внимание на том, что в продаже присутствуют как однокомпонентные, так и двухкомпонентные виды полиэфирных смол. В первом случае, придется докупать отвердитель, в последнем уже есть все что нужно
Структура порошковой краски
Состав и структурные компоненты порошковой краски – это смесь твердых полимерных частиц и красящих пигментов, для которой активной средой является не жидкий растворитель, а воздушный поток. И хотя химические компоненты порошковых составов похожи на состав жидких лакокрасочных средств, на практике их эксплуатационные свойства и характеристики различаются.
Ключевым моментом является отсутствие жидкой фракции, чем обусловлены:
- снижение требований к хранению и перевозке порошковой краски;
- увеличение срока пригодности;
- отсутствие вредных испарений;
- отсутствие горючих веществ и опасности возгорания.
Основой порошковых красок служат полимеры, обеспечивающие адгезию с поверхностью и плавление порошкового покрытия. Кроме основы, в состав смеси входят:
- наполнители в виде металлических оксидов, например, титановых и алюминиевых;
- пигменты, отвечающие за цветовые характеристики краски;
- пленкообразователи на смоляной основе;
- отвердители для эпоксидки;
- эфиры акриловых смол.
Все составляющие порошковых красок имеют сухую дробную консистенцию, которая отличается сыпучестью и длительным сроком пригодности. Пигмент и наполняющие вещества составляют около 50% от общего состава. В зависимости от типа и характеристик пигмента, краски могут различаться по цвету и текстуре покрытия, степени электризации и адгезионным показателям.


Пигменты, используемые для порошковых составов, полностью идентичны тем, которые используют для традиционных акриловых красок. Их количество и соотношение в композиции определяется типом краски, ее предназначением и итоговым цветом. Цвет отличается не только гаммой, но и глубиной оттенка, наличием или отсутствием металлического блеска, а также текстурой покрытия.
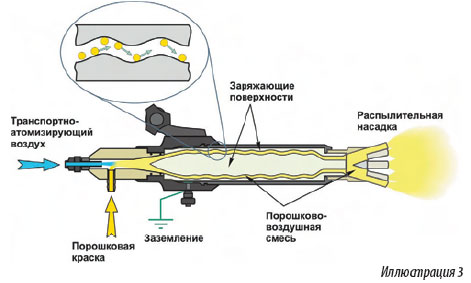
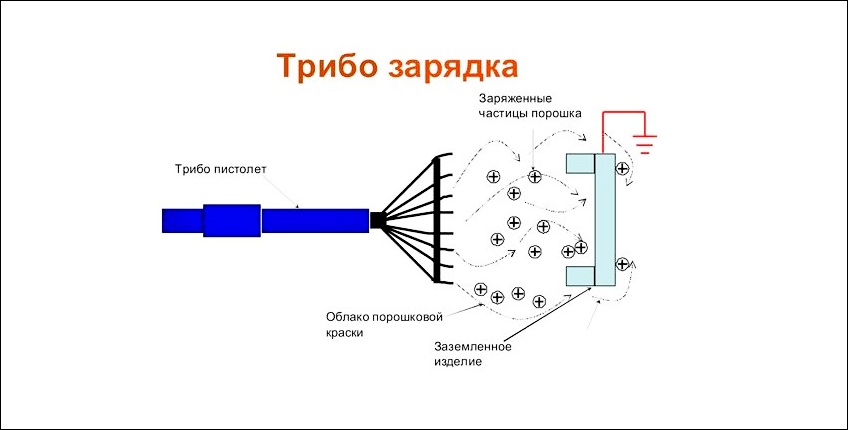
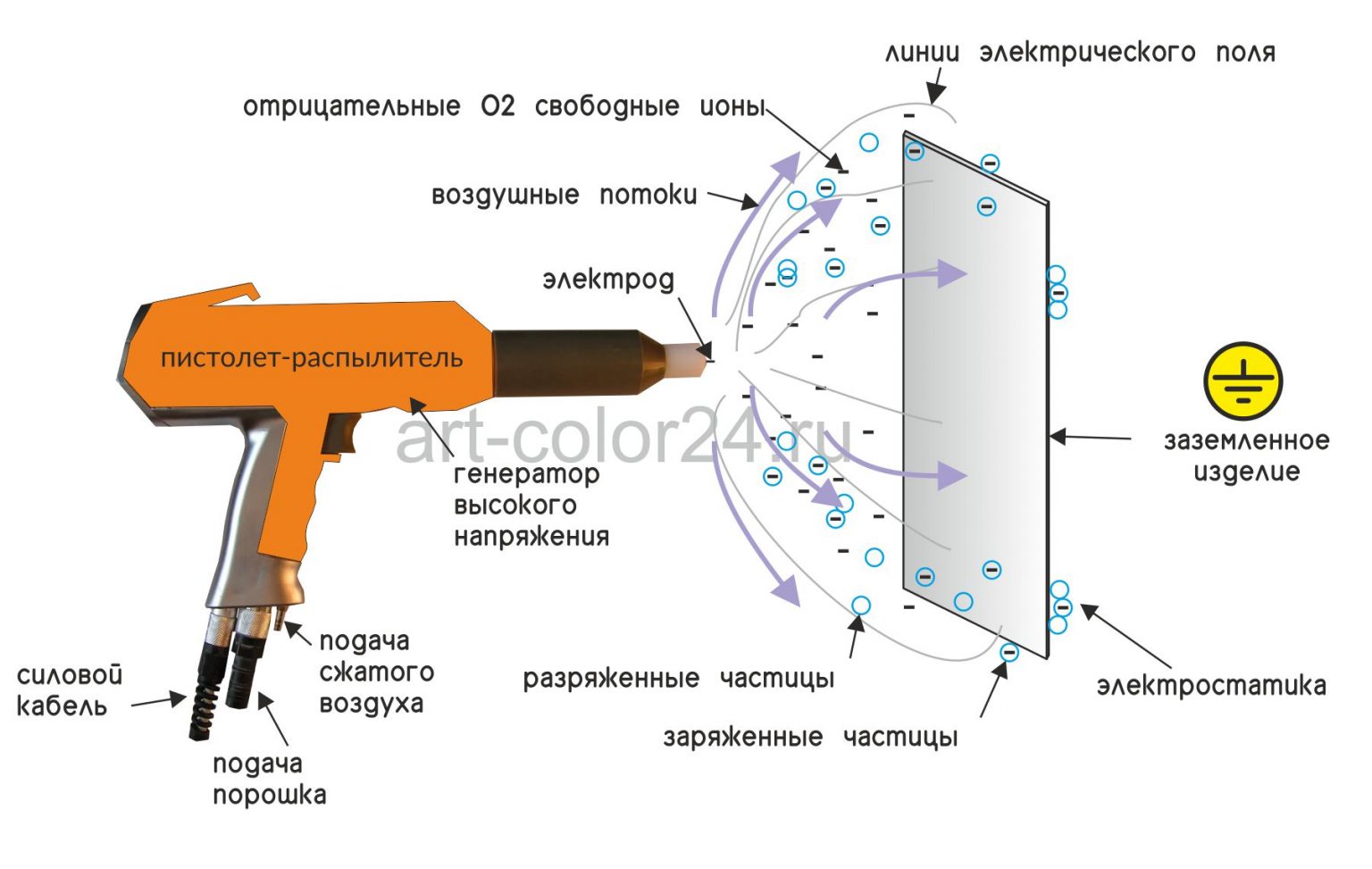
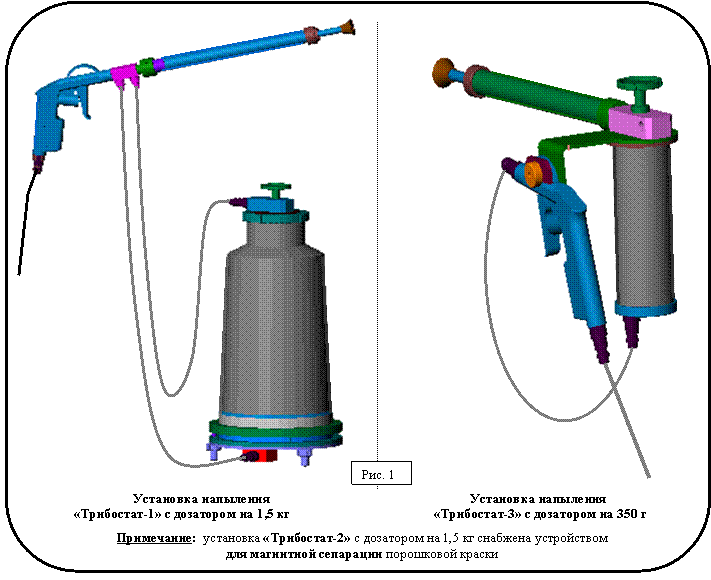
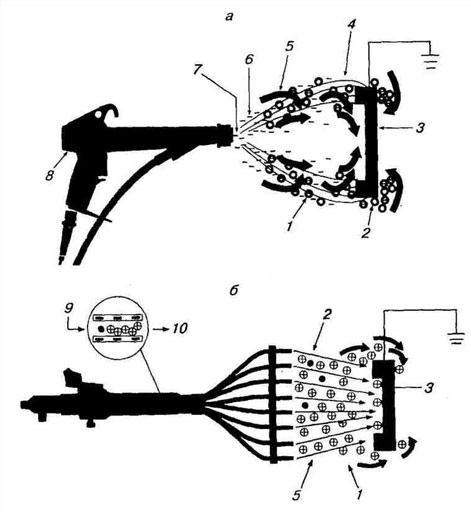
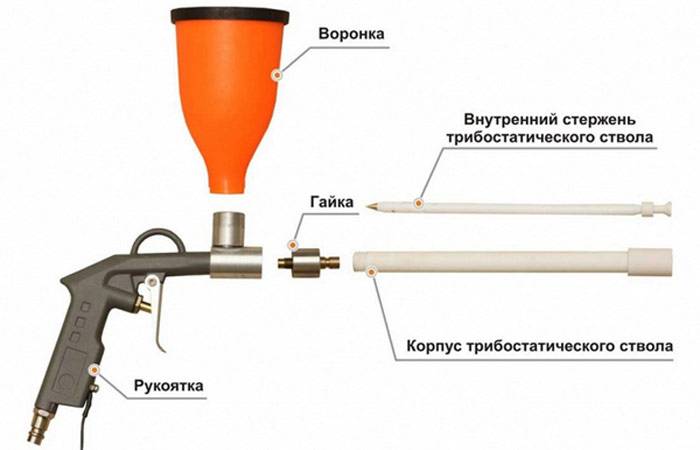
Порошковые трибостатические пистолеты
Общий принцип действия заключается в том, чтобы сообщать частицам краски электрический заряд. Наиболее просто это происходит трением.
Работа трибостатического пистолета для порошковой покраски состоит в следующем. Бачок заполняется порошковым красителем (исходный материал должен иметь определённую влажность, при которой исключается слипание смежных частиц сухой краски, что приведёт к перерасходу энергии). Бачок присоединяется к корпусу пистолета, в то время как к торцевой части прикрепляется шланг для транспортного потока воздуха от воздухозаборника.
Длина шланга определяется мощностью компрессора, и у бытовых исполнений пистолетов обычно не превышает 3 метров. Корпус пистолета предварительно заземляется. При включении происходит смешивание частиц воздуха с порошкообразным красителем. Создаётся мощный турбулентный поток смеси, в котором происходит интенсивное трение смежных частиц порошка. Этот поток канализируется через выходное отверстие насадки и выбрасывание на окрашиваемую поверхность.
Внутренняя поверхность заземлённого корпуса преднамеренно снабжена макронеровностями, поэтому полимерные частицы красителя испытывают значительное воздействие сил трения, вследствие чего их заряд дополнительно возрастает.
Трибостатические пистолеты конструктивно просты, и обладают меньшей ценой, однако их производительность связана с некоторыми внешними ограничениями:
- При функционировании в условиях низких температур эффективность трибостатического метода снижается, Причины – повышение влажности воздуха и комкование частиц порошка.
- Далеко не все порошкообразные красящие смеси могут эффективно электризоваться трением. Например, во все составы, кроме эпоксидных композиций, приходится добавлять полярные растворители, а они повышают плотность порошка, и увеличивают необходимую мощность компрессора.
- Производительность инструмента определяется размерами бачка (стандартная комплектация включает в себя бачок ёмкостью 0,5 л). Поэтому способ подходит для окраски сравнительно небольших по площади поверхностей.
- Интенсивность заряда зависит от степени заполнения бачка. При малом количестве порошка трение ослабевает, что может привести либо к уменьшению толщины слоя краски, либо к ухудшению её сцепления с окрашиваемой поверхностью.
Смотрите видео электростатической покраски мебели из дерева
| Видео.1. Электростатическая покраска мебели из дерева |
Окрашиваемое изделие размещается на металлическом столе, к которому присоединён заземляющий кабель. Для того, чтобы попадающие на окрашиваемый объект заряды могли стекать через заземление, древесина или же нанесённый ЛКМ должны иметь определенную электрическую проводимость. Для проводимости древесины её влажность должна быть не менее 14%.
Рекомендуемое удельное |
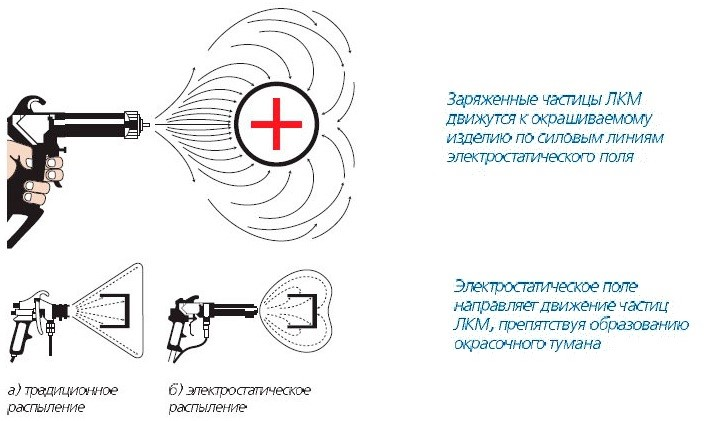
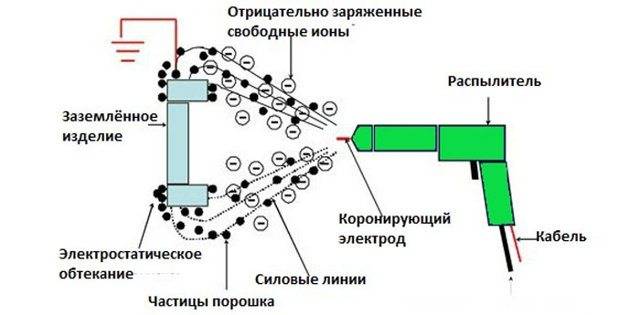
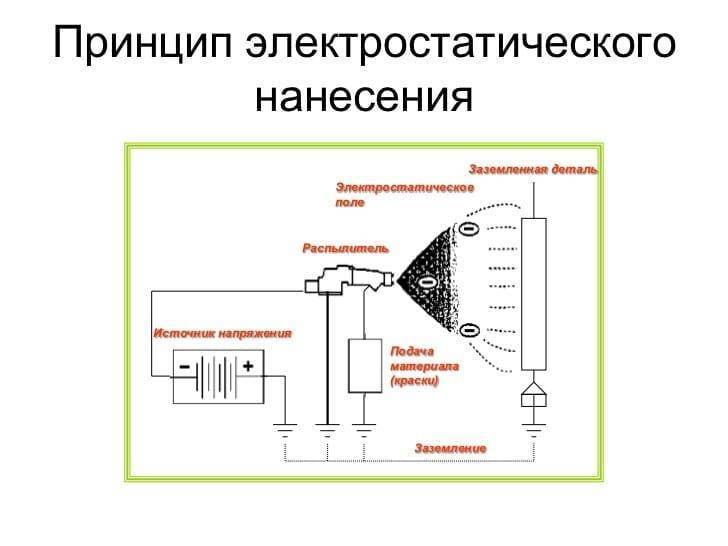
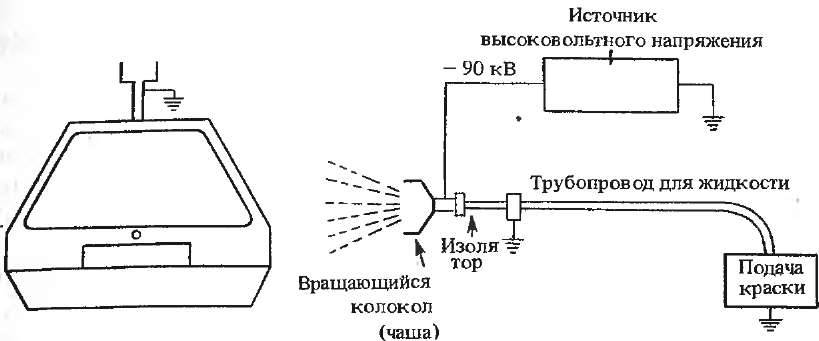
Из-за того, что одинаково заряженные частицы отталкиваются друг от друга, в капельках возникает внутреннее расталкивание, имеющее следствием их дальнейшее разделение. Это измельчение не зависит от давления в системе, поэтому материал может быть хорошо распылён и при низком давлении. Однако, это накладывает ограничения на применение метода для нанесения материалов с высокой вязкостью.
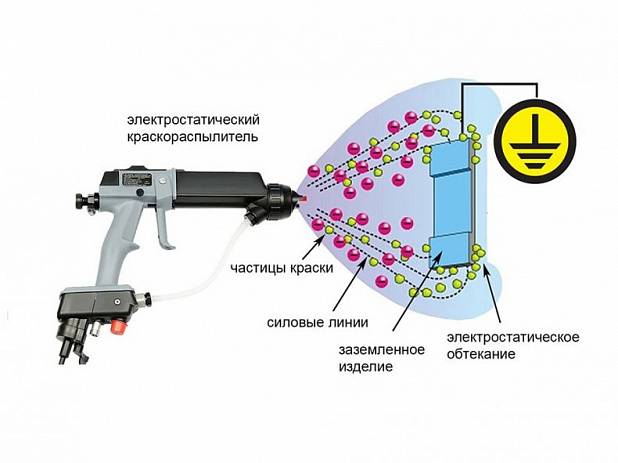
Заряженные частицы ЛКМ летят, направляемые электрическими силами, к заземлённому изделию, в том числе на тыльную его сторону. Это позволяет окружить изделие потоком материала и окрасить даже тыльную часть, тем самым ещё больше сокращая потери ЛКМ.
В случае стульев, например, на тыльную часть, попадает обычно до 30% материала, нанесённого на лицевую часть. Таким образом происходит направленный перенос ЛКМ от пистолета до поверхности детали, значительно сокращающий потери материала в случае решётчатых изделий, и повышающий тем самым производительность.
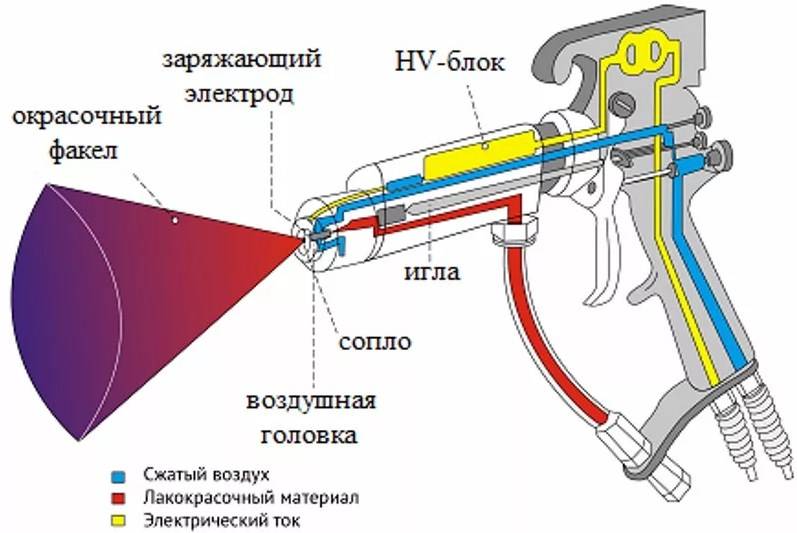
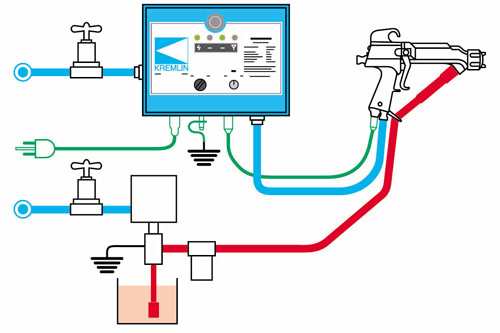
Пример системы распыления в электростатическом поле
Для примера, обычная система распыления в
электростатическом поле включает в себя насос подачи ЛКМ, краскораспылитель с двумя шлангами и блок питания.
Блок питания преобразует переменный ток 220 В в постоянный ток низкого напряжения (12 В), при этом предусмотрена регулировка выходного напряжения и система защиты, блокирующая высокое напряжение при приближении краскопульта к заземлённым поверхностям.
 |
|---|
| Рис. 2. Электростатическая система нанесения краски от фирмы Kremlin |
Маневренный, легкий кабель обеспечивает подачу низкого напряжения 12 В на миниатюрный высоковольтный генератор, встроенный в пистолет. Этот генератор создаст высокое напряжение на заострённом электроде, расположенном в области распылительной головки пистолета.
Регулировка на блоке управления дает возможность изменять высокое напряжение на электроде пистолета в пределах 20 000 – 85 000 В.





