
Установка и подключение агрегата
Чтобы эффективно и безопасно использовать инвертор, прежде всего, необходимо правильно подготовить его к работе. Этот процесс проводится в несколько этапов. Первая задача – это установка и подключение агрегата. Установка инвертора должна выполняться по определенным правилам:
- агрегат нужно размещать так, чтобы он находился на расстоянии не менее 2 м от стен или каких-либо предметов;
- аппарат должен быть обязательно заземлен;
- место сварки нужно выбирать так, чтобы оно было вдали от воспламеняющихся предметов;
- варить рекомендуется либо на свободной площадке, либо на столе из металла.
Подключить инвертор можно как к бытовой сети (220 В), так и к сети, с напряжением 380 В, которая обычно используется на производстве. Если предполагается использовать агрегат вдали от электрических сетей, то его можно подключить к генератору, дизельному или бензиновому.
Подключение к электросети
Подключение сварочного аппарата к бытовой электросети нередко вызывает проблемы. Причиной их возникновения может быть старая проводка или недостаточный диаметр ее проводов. Обычно проводка рассчитана на ток до 16 А. А поскольку все включенные приборы в доме могут превысить это значение, то в целях безопасности устанавливаются автоматические выключатели (автоматы). Поэтому при подключении необходимо знать мощность сварочного аппарата, чтобы он не вызвал срабатывание автомата.

Подключение инвертора к бытовой сети
Также следует обратить внимание на просадку сети. Если при включении инвертора вы заметите понижение напряжения в электросети, то это говорит о недостаточном сечении проводов. В таком случае необходимо измерить, до каких значений понижается напряжение
Если оно падает до значений ниже минимальных, с которыми может работать инвертор (указано в инструкции), то подключать аппарат к такой сети нельзя
В таком случае необходимо измерить, до каких значений понижается напряжение. Если оно падает до значений ниже минимальных, с которыми может работать инвертор (указано в инструкции), то подключать аппарат к такой сети нельзя.
Использование удлинителя
Сетевой кабель, подсоединенный к инвертору, отвечает всем требованиям по мощности и не вызывает проблем при подключении. Но если его длины не хватает, то следует подбирать удлинитель с сечением провода не менее 2,5 мм2 и длиной не более 20 метров. Таких параметров удлинителя будет достаточно, чтобы инвертор мог работать с током до 150 А.

Подключение к генератору
В случаях, когда нет возможности подключить аппарат к электросети, можно подсоединить его к генератору, работающему либо на бензине, либо на дизельном топливе. Наибольшее распространение получили бензиновые электростанции. Но для подключения сварочных аппаратов подходят не все их них. Чтобы инвертор мог эффективно работать, генератор должен иметь мощность не менее 5 киловатт и выдавать стабильное напряжение на выходе. Перепады в напряжении могут вывести сварочник из строя.
Также следует учитывать, с каким диаметром электрода вы будете работать. Например, если электрод будет иметь диаметр 3 мм, то потребуется рабочий ток около 120 А с напряжением дуги 40 В. Если рассчитать мощность сварочного инвертора (120 х 40 = 4800), то получим значение 4,8 кВт. Поскольку это будет потребляемая мощность, то электростанция, способная выдавать лишь 5 кВт, будет работать на пределе своих возможностей, что значительно снизит ее срок службы. Поэтому генератор нужно выбирать с некоторым запасом по мощности, примерно на 20-30% выше той, которую потребляет инвертор.

Пошаговая инструкция для новичков
Для того, чтобы приступить к работе, необходимо обзавестись защитным комплектом. Он включает:
- Грубые тканевые перчатки. Резиновые использовать нельзя, поскольку под ними руки будут потеть.
- Сварочная маска для защиты роговицы глаз. Защитный фильтр подбирается под параметры силы тока. Поэтому желательно приобрести маску типа «хамелеон», где реализована технология автоматического выбора уровня затемнения стекла в зависимости от яркости сварочной дуги.
- Куртка и брюки (или специальный костюм) из грубой ткани. Материал не должен воспламеняться от искр. Длинные рукава и защита шеи – обязательные условия для такой одежды.
- Обувь на толстой подошве с полностью закрытым верхом.
Помимо защитного комплекта сварщика необходимо иметь и надлежащим образом подготовленное рабочее место:
- Рабочий стол достаточно большой площади, чтобы свободно расположить свариваемые заготовки.
- Хороший уровень освещения без образования затененных участков. В противном случае качество работы обеспечить будет сложно.
- Деревянный настил под ногами сварщика, предотвращающий поражение электрическим током.
После подготовки можно приступить к настройке силы сварочного тока и подбору электрода для выполнения конкретной работы. Для сварки инвертором применяются электроды диаметром 3-5 мм. Если они длительное время хранились в гараже или ином месте, то могли отсыреть. Необходимо предварительно высушить их на солнце или в электрическом духовом шкафу. Далее клемму массы необходимо «законтачить» со свариваемой поверхностью.
Для получения качественного результата свариваемую поверхность необходимо предварительно подготовить:
- место сварки очистить от ржавчины;
- снимаются остатки краски или жиров;
- кромки обрабатываются растворителем.
Учиться лучше начинать с толстыми заготовками. Первый шов следует выполнить на горизонтальной поверхности. На листе металла чертится прямая линия, по которой следует вести электродом для получения сварочного шва в виде валика. Любой сварочный процесс начинается с получения дуги. Есть два способа: чирканье или постукивание электродом по металлу. Можно попытаться освоить оба приема. При этом желательно не оставлять следов вне области сварочного шва.
После розжига дуги ее следует удерживать, контролируя расстояние между электродом и заготовками. Изначально сделать это будет непросто, но после нескольких уроков рука, что называется, «набьется» и выдерживать заданное расстояние будет намного проще. Большинству новичкам достаточно будет просто унять дрожь в руках. И только единицы смогут выполнить все более-менее правильно с первого раза.
В любом случае будет получаться сварочный шов, неважно какого качества. Главное, последовательно выполнять упражнения до тех пор, пока он не станет сравнительно однородным и ровным по высоте
После его остывания нужно убрать шлак и окалину
Для этого в арсенале сварщика есть специальный небольшой молоточек. После удаления шлака станет виден, собственно, шов. Не исключено (а скорее, вероятнее всего), что будут обнажены и недостатки. Не стоит огорчаться. Изъяны можно исправить, если проварить неудачные участки еще раз
После его остывания нужно убрать шлак и окалину. Для этого в арсенале сварщика есть специальный небольшой молоточек. После удаления шлака станет виден, собственно, шов. Не исключено (а скорее, вероятнее всего), что будут обнажены и недостатки. Не стоит огорчаться. Изъяны можно исправить, если проварить неудачные участки еще раз.






Как хранить сварочное оборудование

Крайне важно бережно относиться к сварочному аппарату и конечно бережно его сохранять в достойных условиях. От того как правильно вы храните свое оборудование зависит, то как долго оно вам прослужит, и как часто вы будете бежать в сервис с очередной поломкой, в которой можете быть и сами виновны
От того как правильно вы храните свое оборудование зависит, то как долго оно вам прослужит, и как часто вы будете бежать в сервис с очередной поломкой, в которой можете быть и сами виновны.
Подойдет сохранение в оригинальной коробке, но самым лучшим вариантом будет приобрести коробку из пластика, она максимально сохранит вашу технику.
Можно как минимум обмотать плотно полиэтиленом. Вам нужно добиться результата при котором на ваш аппарат не попадут осадки и пыль с грязью. Но не нужно заматывать сварку насмерть, оставьте немного пространства чтобы сварка могла дышать.
Сейчас технологии позволяют хранить аппаратуру при самых низких и высоких температурах, но не нужно экспериментов, просто выберите среднюю температуру, это будет оптимально.
Еще не советует ставить аппарат на голую землю, даже если он упакован, в гараже или подвале может быть влажно.
Потребляемая мощность
В зависимости от того, для каких работ используется инвертор и к какому типу относится, рассчитывается потребляемая мощность агрегата.
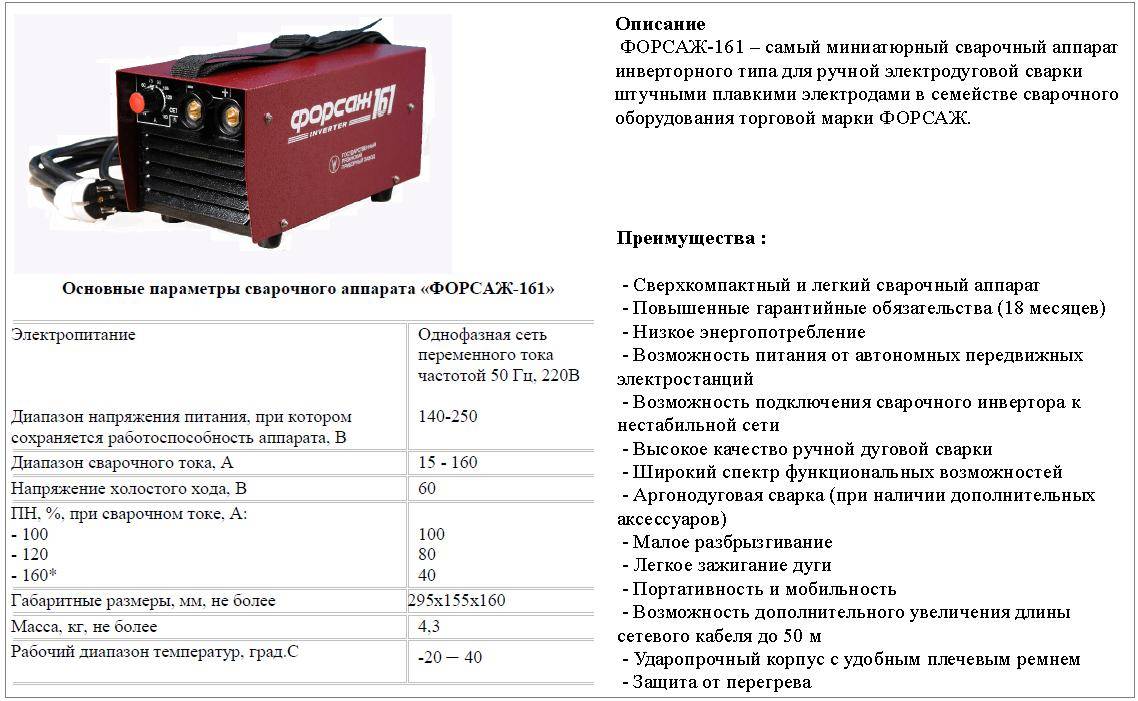
Бытовой сварочный, масса которого не превышает 5 кг, работает от однофазной сети переменного тока в 220 вольт. Аппарат рассчитан на время работы до 20 минут на предельной мощности.
Полуавтоматические и автоматические сварочные инверторы имеют в конструкции усиленный трансформатор, микроблок регулировки, дополнительные радиаторы, конденсаторы. Время непрерывной работы 6–8 часов от сети 220–380 Вольт, как от однофазной, так и от трехфазной.

Все характеристики аппарата — потребляемая мощность, ток на выходе, тип сети — указаны на маркировочной пластине аппарата. Для инвертора, который работает от бытовой сети 220 вольт, ток максимальной нагрузки не должен превышать 160 А.
Если подключить профессиональный инвертор с высокими характеристиками потребляемой мощности в бытовую сеть, произойдет либо автоматическое аварийное отключение агрегата, либо короткое замыкание и выгорание контактов розетки.
Во время эксплуатации необходимо отслеживать показатели индикатора защиты от перегрева, индикатор сети, настраивая аппарат через шкалу регулировки сварочного тока. Кнопка реле устанавливается на корпусе инвертора.
Критерии выбора оборудования и материалов
Перед началом любого обучения необходимо оборудовать сварочный пост домашнего умельца. В первую очередь это касается сварочных аппаратов и электродов, а затем уже переходить к азам.
Для проведения разовых работ можно арендовать сварочный аппарат у специализированных компаний, но если работы предстоит много, лучшим решением будет покупка надежного, с достаточным уровнем мощности агрегата.
Можно выполнить сварку газом, но это более затратный способ. Для различных целей промышленностью выпускаются следующие виды оборудования:
- сварочный аппарат (трансформатор), предназначен для преобразования переменного токов в сварочный ток большой силы. Дешевые аппараты для сварки могут сильно перегреваться даже при небольших нагрузках, да и сварочный ток они выдают неравномерный с большими перепадами;
- выпрямители преобразуют переменный ток сети в постоянный. Это наиболее производительные аппараты, обладающие хорошими характеристиками, но стоят они на порядок дороже;
- современные инверторы способны преобразовывать переменный ток в постоянный, они отличаются высокими производительными характеристиками при небольших габаритах и весе. На сегодняшний день это самый доступный, надежный вид сварочного оборудования, многие сварщики пользуются ими. Это оптимальный вариант для начинающих, на котором можно отрабатывать азы работы с электродами.
Начинающим надо знать, что для электродуговой сварки применяют электроды. Информация об электродах относится к азам обучения. От качества электрода и подходящего по составу сердечника зависит успех сварки.
Изделие достаточно простое по конструкции. Это стальная проволока из различных материалов и сплавов, с нанесенной на нее специальной обмазкой (покрытием).
Покрытие предотвращает попадание в сварочную ванну нежелательных газов. Для бытового использования наиболее подходят электроды с толщиной сердечника 3 мм. Ручная сварка очень тонкого листового металла производится электродами сечением 2 мм.
Советы начинающему сварщику
Не пренебрегайте средствами защиты, особенно защитой глаз. Даже мимолетный взгляд на сварку может вызвать ожоги сетчатки, а более продолжительное действие неминуемо вызовет ухудшение или даже потерю зрения.
При первых попытках сварить различные соединения у вас будет получаться много ошибок
Перед тем, как приступать к чистовым работам, советуем несколько дней потренироваться в различных видах соединений.
Начать работать со сваркой, может даже ребенок, но ровное и надежное сварное соединение – результат тренировок и тщательного подхода к делу.
Не забывайте оббивать шлак, после сваривания иначе вы стимулируете коррозионные процессы.
Не знаете, почему прилипает электрод? Обратите внимание на настройки силы тока, а также на сухость электродов.
Электроды для инвертора нужно ранить в сухом помещении. Сырые электроды можно просушить в духовом шкафу.
Перед включением/выключением проверяйте положение провода иначе можно вызвать короткое замыкание.
Инструкция по эксплуатации сварочного инвертора содержит сведения о рабочем цикле
Это оптимальная длительность непрерывной работы механизма, после которой работающий аппарат начнет перегреваться. Рабочий цикл нужно чередовать с перерывами.
Надеемся, что данный материал полностью ответил на интересующие вас вопросы и вы без труда сможете подключить сварочный инвертор, для вас стала доступна техника сварки инвертором. Используя это руководство, постепенно вы начнете улучшать свои навыки, сможете без проблем сваривать металл инвертором. После небольшой практики можно самостоятельно заменить забор, сварить арку под виноград и ряд других сварных работ. Удачи









Виды сварных соединений
В зависимости от того, как детали расположены вместе, к основным типам сварных соединений относятся:
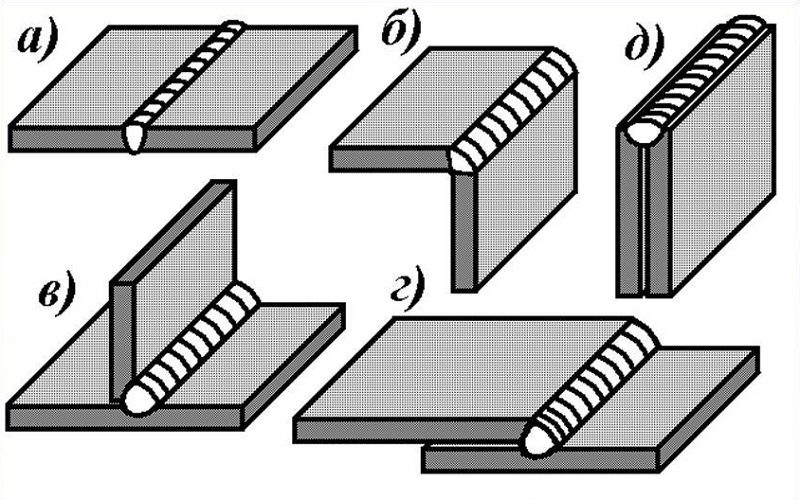
Стыковые
Сделать швы проще всего даже начинающим сварщикам. Соединяют прилегающие друг к другу заготовки своими концами, расположенными в одной плоскости или на ровной поверхности. При сварке деталей разной толщины допускается смещение поверхности. Металлоконструкции из листового металла сварные встык, резервуары, трубы. По сравнению с другими сварными соединениями сокращается время работы и расход материалов, но кромки необходимо тщательно готовить.

Угловые
Это сварные соединения двух металлических частей под любым углом. Если детали разной толщины, то толстостенную кладут снизу, чтобы на тонкой не появлялись прожоги и подрезы, сварочная ванна создается плавлением металла толстой детали. Для увеличения прочности соединения накладывают швы с двух сторон. Внутренний угол приваривается слабым током, чтобы снаружи не образовывалось закругление.
Угловые сварные швы удобно выполнять лодочным способом. Детали прикрепляются к желаемому углу, а затем устанавливаются, как если бы это была плавучая лодка. После литья металл равномерно растечется с двух сторон без образования дефектов.
Каркасы небольших построек, контейнеров, навесов, кузовов грузовиков свариваются угловым методом. Кроме того, детали конструкции устанавливаются в труднодоступных местах.

Нахлесточные
Такими сварными швами соединяются параллельные металлические пластины, которые накладываются друг на друга с небольшим нахлестом. Для повышения прочности на разрыв и предотвращения проникновения влаги внутрь сварка выполняется с двух сторон. Таким образом можно соединять листы толщиной до 12 мм. Для выполнения стыков внахлест сварщику не требуется высокой квалификации, так как нет опасности ожогов и нет необходимости подготавливать кромки. Недостаток — повышенный расход металла.

Тавровые
Это сварное соединение конца одной детали с боковой поверхностью другой под прямым или небольшим углом. Если толщина заготовки более 4 мм, то сварку проводят с двух сторон с тщательной подготовкой краев вертикальной пластины. Тавровые соединения в основном используются при сборке несущих конструкций. Поэтому, если есть возможность изменения положения, ответственные узлы лучше сваривать «в лодке».

Торцевые
При выполнении таких соединений приваривают концы деталей, которые плотно прилегают друг к другу или отходят от стыка под углом не более 30⁰. Метод применяется при изготовлении корпусов, вентиляционных каналов, емкостей, металлических шкафов и т.д. К преимуществам торцевых паяных соединений можно отнести низкую вероятность ожогов и внутренних напряжений, вызывающих деформацию. К недостаткам можно отнести завышенный расход материала и появление коррозии при проникновении воды между листами через дефекты шва.
Пошаговый процесс создания сварочного соединения

Когда все настройки выставлены правильно можно начинать сварку инвертором. Предварительно следует надеть защитную одежду из плотной ткани. Края куртки должны находиться поверх брюк, равно как и края штанин поверх ботинок. Это не даст горячим окалинам залететь в эти места и причинить ожоги. Маску для новичка лучше выбрать хамелеон, чтобы яснее видеть свои действия до розжига дуги. На руки одеваются перчатки из прочной ткани.
Пошаговый процесс создания сварочного соединения выглядит так:
Кончиком электрода постукивают о черновую поверхность. Это может быть квадрат металла или пластина 100х100 мм, прикрепленная к массе. Такой прогрев запускает движение электронов в присадочном металле и улучшает чувствительность к следующим возгораниям.
Две стороны необходимо прихватить между собой, чтобы при сварке они не разъехались. Прихватки ставят минимум в двух местах для стыкового положения и добавляют еще две с обратной стороны при тавровом или угловом.
После этого дуга переносится на начало шва. Достаточно лишь слегка прикоснуться к металлу.
Дуга горит очень ярко, поэтому первое время лучше тренироваться на черновых деталях, чтобы привыкнуть к свету. Это позволит рассматривать ее не как одно белое пятно, а различать происходящие в ней процессы.
При удержании дуги на месте начнет образовываться лужица металла. Ее называют сварочной ванной. Она создается за счет плавления основной стали и присадочного железа. Ширина ванны определяет границы будущего шва.
Кроме расплавленной стали в ванне будет жидкий шлак. Его пары создают изолированную среду для защиты шва от воздействия воздуха
Начинающему сварщику при работе с инвертором важно научиться отличать жидкий металл от жидкого шлака. Первый имеет белый цвет, а второй — красный
Если принять шлак за железо, то можно оставить много мест не проваренными.
Хотя шлак защищает жидкую сталь от газовых включений, своими наплывами он изрядно мешает, поэтому сварщику необходимо кончиком электрода периодически отгонять затекающий шлак в сторону. Это образует разводы на поверхности, которые легко отбить после застывания.
Ведется шов различными движениями кончика присадочного элемента, что требует более детального рассмотрения и описано ниже.
На завершающей стадии нужно выполнить «замок» — так называется окончание шва. Если просто убрать электрод, то в конце образуется кратер, который так и застынет. При запуске воды он даст течь. С него начнется трещина при нажиме. Завершается шов отводом кончика на цельный металл (в сторону) или заходом на уже созданное соединение.
Установка инвертора и инструкция по эксплуатации
Сварка инвертором требует тщательной подготовки, так как работа эта потенциально опасная. Перед тем как начать работу, пользователь сварочного оборудования (оператор) должен подготовить рабочее место:
 Схема панели сварочного инвертора.
Схема панели сварочного инвертора.
- От сварочного аппарата надо убрать передатчики, компьютерное, измерительное оборудование.
- При использовании инвертора следует убрать любую аппаратуру, которая может вызвать помехи.
- Необходимо оборудовать рабочий стол.
- В помещении требуется оборудовать устройство принудительной вентиляции, чтобы можно было охлаждать инвертор.
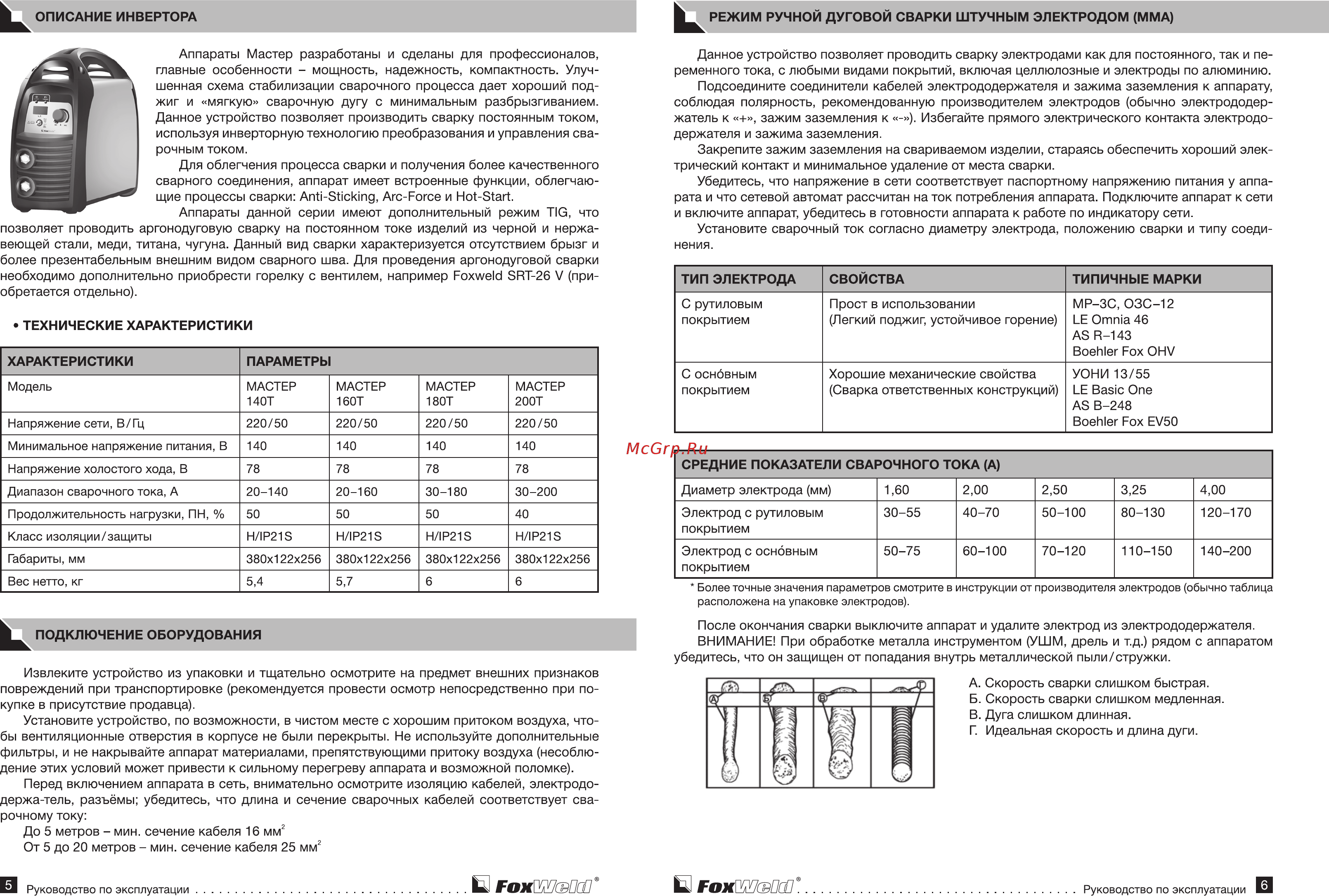
Далее требуется выполнить подключение сварочного инвертора к питающей электрической сети, используя розетку «евростандарт». При использовании сварочного инвертора лучше всего применять специальные электроды с покрытием ММА. Выбираются электроды в полной зависимости от того, какой металл будет свариваться. К примеру, зависимость силы тока, диаметра электрода и толщины обрабатываемого металла следующая:
- толщина детали – 1-2 мм, диаметр электрода – 2 мм, сила тока инвертора – 30-75 А;
- толщина детали – 1,5-6 мм, диаметр электрода – 3 мм, сила тока инвертора – 75-120 А;
- толщина детали – 3-6 мм, диаметр электрода – 4 мм, сила тока инвертора – 120-150 А;
- толщина детали – 5-20 мм, диаметр электрода – 5 мм, сила тока инвертора – 150-200 А.
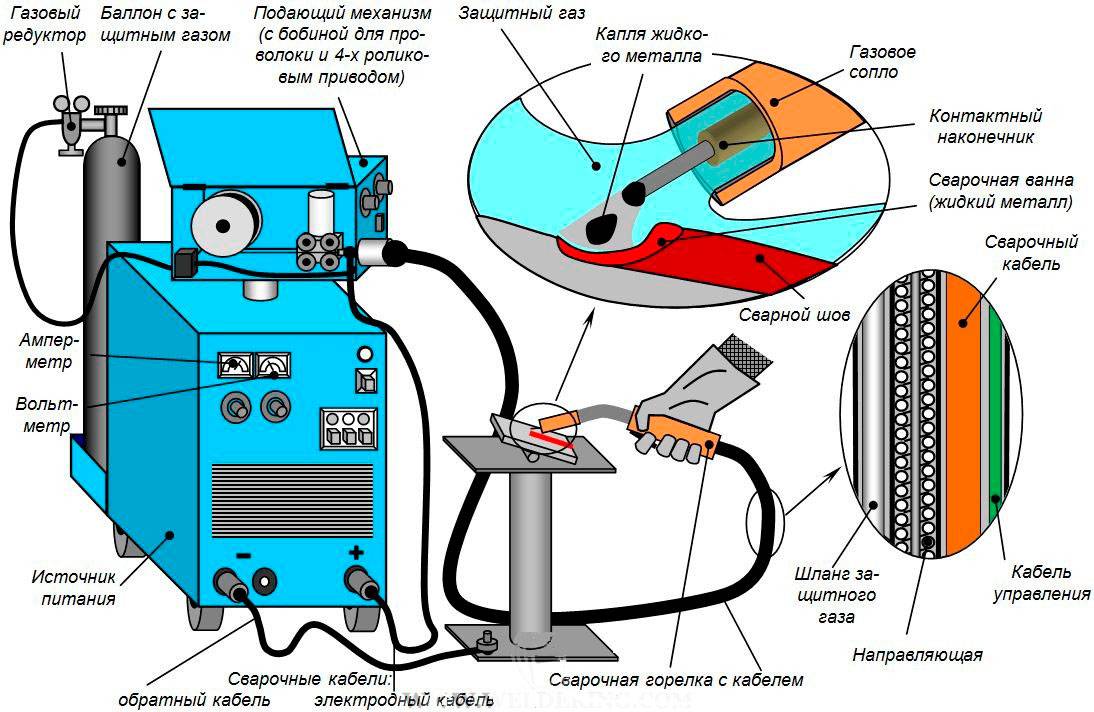
Перед тем как будет использоваться сварочный аппарат, надо убедиться, что электроды сухие. Далее следует включить режим TIG – это сварка в защитной газовой среде с применением неплавящегося электрода. В качестве защитной среды лучше всего использовать аргон, но здесь все зависит от типа металлических деталей. Провод горелки подключается к минусовой клемме, после чего выполняется подсоединение к редуктору (он находится на баллоне). Включается выпрямитель инвертора, начинается подача газа. Вентиль на горелке можно аккуратно включить, после чего электродом чиркнуть по металлу, чтобы зажечь дугу.
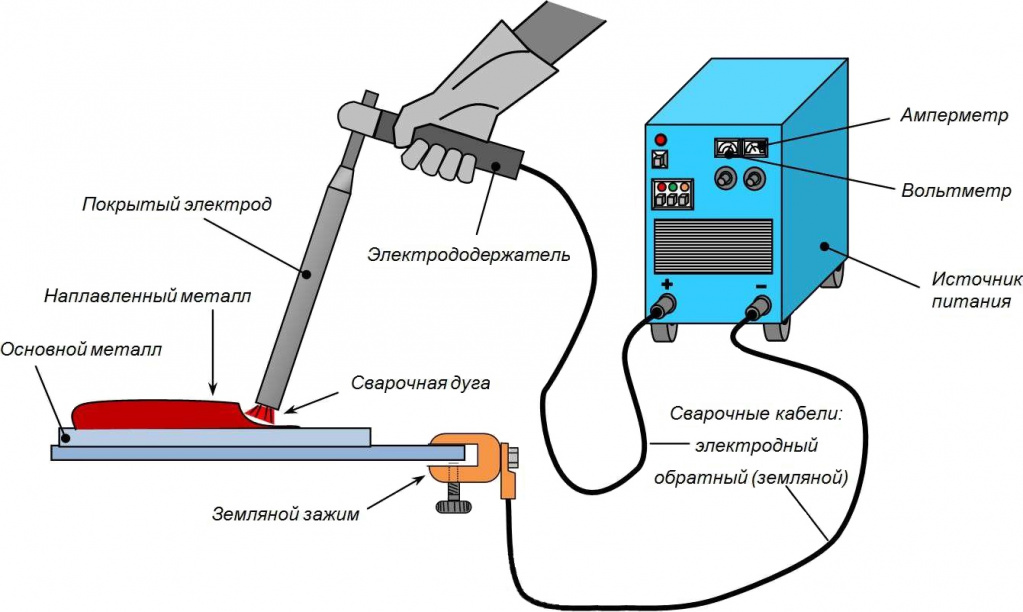
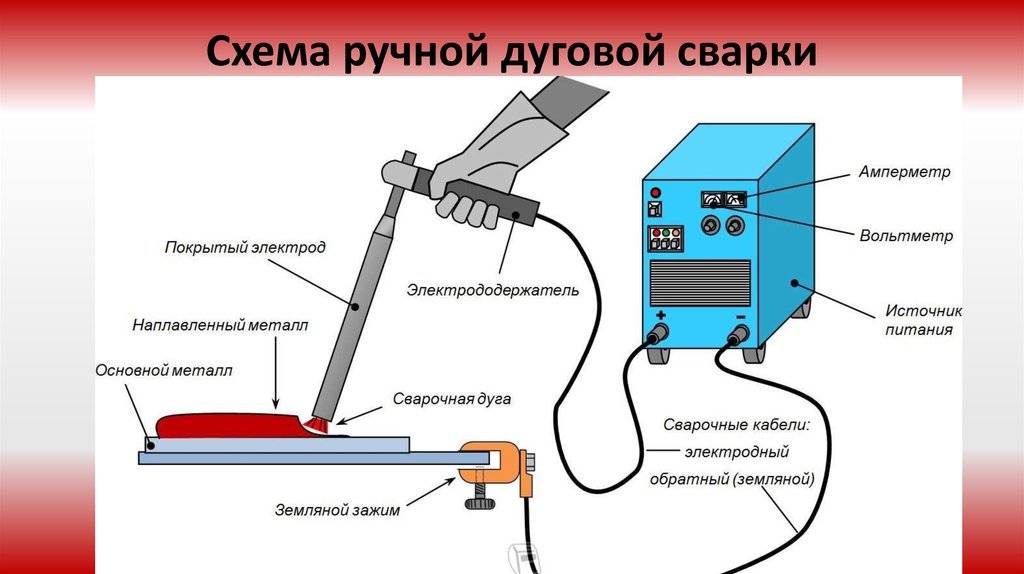
Как происходит сваривание металла
Для возникновения электрической дуги понадобится два элемента, по которым будет протекать ток. Одним элементом, по которому протекает отрицательный заряд — это металлическая заготовка. В качестве положительного заряда служит электрод. Электродом именуется расходный материал, состоящий из стального основания и поверхностного покрытия в виде специального защитного состава.
Когда подключенный электрод к оборудованию касается металлической поверхности, то имеющие разнородную полярность элементы провоцируют формирование электрической дуги. После создания дуги происходит плавление металла и электрода. Расплавляемая часть электрода поступает в зону шва, заполняя тем самым сварочную ванну. В итоге формируется сварочный шов, посредством чего соединяются металлические детали. Знать принцип сваривания металла нужно, чтобы научиться пользоваться сваркой. Если не понимать принципа работы, то будет освоить манипуляции.
Когда образуется электрическая дуга, осуществляется плавление металла, что провоцирует возникновение паров или газов. Эти газы играют очень важную роль, так как они защищают металл от отрицательного влияния на него кислорода. Состав газов зависит от типа защитного покрытия. Получаемый шов в процессе работы заполняет сварную ванну, тем самым дает надежное и защищенное соединение
Сварочный шов образовывается при перемещении ванны










Ванна появляется при движении зажженного электрода, поэтому очень важно контролировать не только скорость перемещения, но еще и угол расположения электрода
После остывания металлического шва, на поверхности образуется корка — шлак. Это результаты горения газов, защищающих металл от воздействия на него кислорода
Как только металл остывает, шлак оббивается специальным молотком сварщика. При обивании происходит разлетание осколков, поэтому обязательно при работе нужно пользоваться защитными очками для сварщика
Разобравшись с технологией соединения металла посредством сварочного аппарата, следует переходить к процедуре обучения. Перед тем, как научиться работать сваркой, следует первым делом приобрести специальную амуницию. Это защитные очки или маска сварщика, перчатки, а также комбинезон и ботинки. Из инструментов кроме сварочного аппарата и электродов понадобится молоток. Если вы не занимаетесь сварочными работами профессионально, то подойдет обычный молоток.
«Солнцепек»
Тяжелая огнеметная система ТОС-1А «Солнцепек» действительно не имеет аналогов в мире. Пожалуй, это самая страшная для пехоты противника российская боевая система. От ее удара не спасет никакое укрытие, разве что только подземное герметичное бомбоубежище.
Генштаб Вооруженных сил Украины использовал видео с пугающими последствиями работы ТОС-1А, как повод срочно попросить у Запада новое вооружение. Иначе пехоте не выстоять под ударами «Солнцепека», жаловались украинские военные.
ТОС-1А смонтирована на шасси танка Т-72. Использует неуправляемые реактивные снаряды калибра 220 мм с термобарической боевой частью для уничтожения объемным взрывом живой силы противника, его боевой техники и полевых укреплений.
Итог
Мы рассказали вам все, что хотели про эксплуатацию сварочного оборудования. На самом деле прочетав инструкцию вы найдете ответы на много вопросов, инструкция крайне простой документ, в котором все написано человеческим языком.
Если вы обычный новичок, что изредка практикуется дома, то к инструкции вам бы стоило прочитать ГОСТовские стандарты и в принципе этих знаний вам должно хватить.
Там хорошо описываться процессы и этапы работы со сваркой это будет вам очень полезно. Так что пусть инструкция не вводит вас в ступор. В ней написаны азы без которых начинать работу не имеет смысла, потому что результат будет не лучший.
Ну если чтение это не про вас и вам сложно сконцентрировать свое внимание, то можете посмотреть наш ролик, он будет вам очень полезен





