
Требования к обустройству цеха
Организация цеха требует достаточно большой площади для производства. Так, для производства 30 м³ пеноблока за смену необходимо около 300 м².
Помещение должно быть крытым и отапливаемым, иметь подключение к водоснабжению, водоотведению, сети 380 В, промышленную вентиляцию. Территорию следует разделить на зоны:
- склад сырья (порядка 60 м²);
- производственный цех (100-110 м²);
- сушильная камера (80-90 м²), если не используется автоклав;
- склад готовой продукции (порядка 100 м²).
- офисная и бытовая части (около 30-40 м²).
Кроме того, нужно позаботиться об удобных подъездных путях для габаритного транспорта.
Общее описание материала
Пенный бетон принял следующие качественные характеристики у обычного бетона, как устойчивость к повреждениям, надежность, твердость. Даже продолжительное использование данного сырья в незначительной степени повлияет на его внешние характеристики. Все это возможно исключительно благодаря закрытой природе сырья и минимальной абсорбции влажных навесов. Весовые характеристики незначительны по сравнению с простым бетоном. Благодаря низкой плотности поддерживает высокие изоляционные характеристики (при работающем оборудовании), в связи с чем дома, выстроенные из пеноблока, являются достаточно теплыми летом и не охлаждаются в зимний период. Также возможно выделить такое качество – достаточно скоростная кладка, поскольку размерный ряд блоков из пенобетона выше, чем у стандартного бетонного блока.  Произведенный пеноблок отличается высоким уровнем подавления шума у изделий и сопротивлением огню. Есть также немаловажный показатель, как экологическая совместимость, уступающая по своей природе только древесине.
Произведенный пеноблок отличается высоким уровнем подавления шума у изделий и сопротивлением огню. Есть также немаловажный показатель, как экологическая совместимость, уступающая по своей природе только древесине.
Стартовый капитал
Мы уже разобрались, как самому сделать пеноблоки. Осталось понять, сколько придется вложить средств на начальном этапе собственного бизнеса.
Если планируете открыть производственный процесс для своих нужд, не стоит приобретать мощное оборудование. Достаточно будет обычной бетономешалки, которая обойдется в три тысячи рублей. Купите компрессор и парогенераторное приспособление, которые стоят не более двадцати тысяч.
Запланировав открытие малого бизнеса по изготовлению блоков, купите полный комплекс оборудования и блочных форм. В принципе, можно рассмотреть варианты, уже побывавшие в употреблении. Готовые установки даже более удобны в применении. Они не займут много места, достаточно выделить пространство до пяти квадратных метров. Для собственного бизнеса отличным решением будет установка ПБУ 300, стоимость которой составит сто тридцать тысяч рублей.
С материалом уже все ясно, оптовое приобретение понизит цены. Кстати, возможно использование отходов пенопласта для изготовления пеноблоков. Так и на сырье сэкономите, и теплопроводные качества материала улучшите.

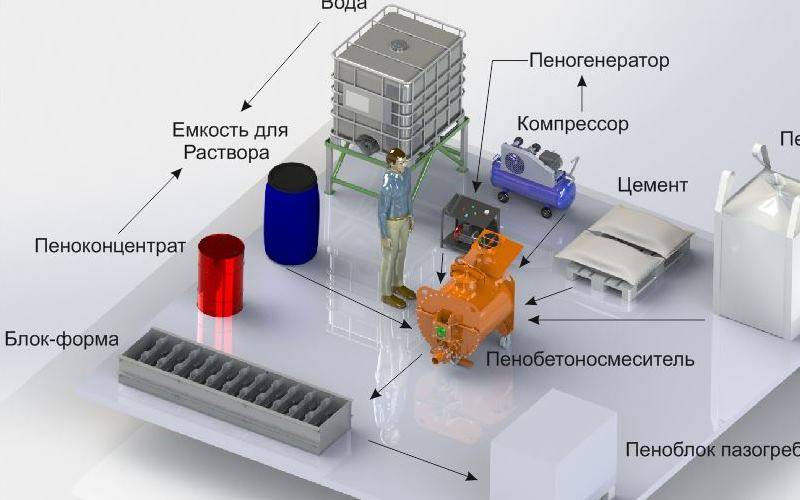
Оборудование для производства в домашних условиях
Чтобы производить пенобетонные блоки своими руками, необходимо иметь минимальный набор агрегатов. Отметим, что пользоваться простыми бетономешалками будет неэффективно, так как с их помощью не получится изготовить пенобетонное сырье нужного качества.
Вам понадобятся:
- пенообразователь;
- компрессорная установка;
- смеситель;
- насосная установка для пенобетона;
- формы.

Если вы задумали изготавливать блоки круглый год, то придется дополнительно приобрести пропариватель. Имея все нужные механизмы, можно собрать установку самостоятельно, но значительной экономии от этого вы не получите. Да и некоторые узлы могут плохо состыковаться, что также сыграет свою роль на окончательном качестве.
Зная, как сделать пеноблок в домашних условиях, лучше для этого купить необходимое оборудование в комплекте. Обойдется это от ста до двухсот пятидесяти тысяч рублей, зато за одну смену вы сможете выпускать от десяти до двадцати пяти кубометров материала.
Выбирая установку для изготовления пенобетона, рекомендуется обратить внимание на показатели мощности и параметры электрического привода. Учитывается также расстояние подачи готовой бетонной массы
В моменты перерывов в процессе оборудование следует промывать, так что на эту несложную, но важную операцию следует тоже обратить внимание. Узнав, как делают пеноблоки своими руками, необходимое оборудование можно взять во временное пользование, что особенно выгодно в частном строительстве
Узнав, как делают пеноблоки своими руками, необходимое оборудование можно взять во временное пользование, что особенно выгодно в частном строительстве.

Пеноблоки только высокого качества
Компания ПЕНОБЛОК.РУ в производстве пеноблоков применяет только высокоэффективные и проверенные годами технологии, поэтому наша продукция всегда высокого качества, прочная и долговечная в эксплуатации. У нас можно приобрести любую партию пенобетонных блоков с доставкой до места назначения и последующей выгрузкой. Мы поможем вам выбрать, каким именно видом транспорта и какими партиями доставить продукцию, чтобы ее было легко разгрузить и сложить в отведенном месте. Мы всегда имеем на складе большое количество блоков, поэтому доставляем нашу продукцию в строго оговоренные сроки и в наиболее удобное для клиентов время.
Способы разливки
На последнем этапе пенобетон заливается в формы, опалубки или кассеты. Смазка, применяемая для форм, не должна содержать в своем составе масла, так как его наличие затруднит дальнейшее шпаклевание и оштукатуривание пенобетонных блоков. Готовые формы для получения блоков соответствующих размеров разрезают на ленточнопильном оборудовании.
На данный момент используется еще один способ получения блоков — заливка в формы. Каждый из методов имеет как свои достоинства, так и недостатки.
При кассетном методе разливки смеси технологический процесс довольно прост. При выпуске продукции до 20 м3 в день денежные вложения в оборудование будут гораздо меньше, чем при использовании других методов разливки пенобетона. Также возможно наращивание объемов производства без значительных затрат. При этом можно изготавливать уникальные модели блоков, например пазогребневые.
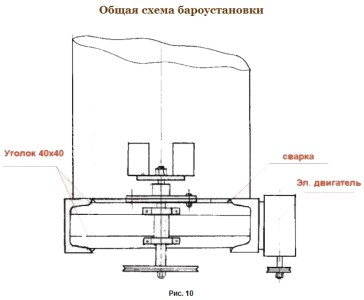
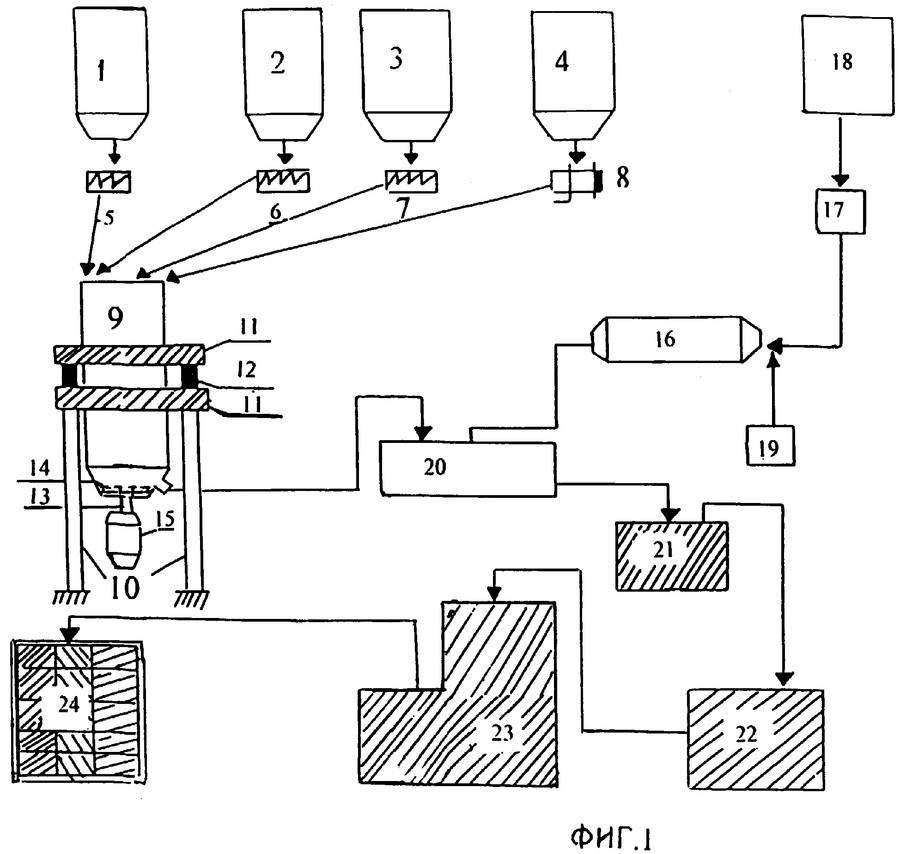
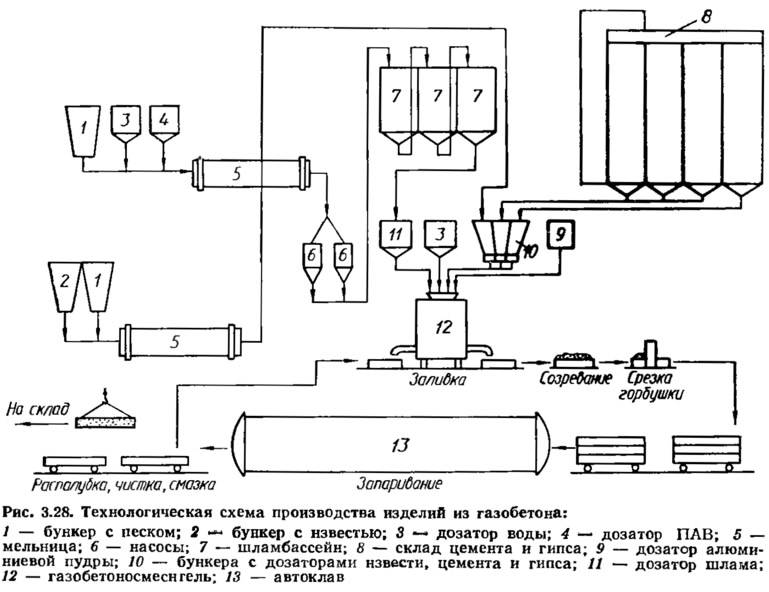
Общая схема бароустановки для производства пенобетона.
К недостаткам этого способа можно отнести невысокую производительность и применение ручного труда в больших объемах. При этом геометрические размеры готового блока получаются менее точными, а внешний вид — недостаточно привлекательным.
Другое дело — разлив смеси в массивы и последующая их резка. При такой технологии получаемые размеры готовой продукции более точные, чем при первом способе. Данный метод позволяет на предприятии выпускать большой объем продукции и легко наращивать его при минимальном вложении средств. При этом невелико использование ручного труда. К недостаткам данного способа можно отнести более высокую цену готовых пеноблоков и большое количество отходов производства.
Выбор того или иного метода зависит от требуемого количества продукции. При небольших объемах предпочтительнее использовать более простую разливку в формы, а при более значительных — резательный способ.
Компоненты для приготовления вспененной смеси
Изготовление пенобетонных блоков осуществляется согласно рецептурам, регулирующим процентное содержание ингредиентов в зависимости от необходимой плотности композита. Все виды рецептур предусматривают наличие следующих составляющих:
- Портландцемента, маркировка которого М400 и выше. Увеличение марки цемента способствует улучшению качественных характеристик вспененного состава.
- Заполнителей, в качестве которых могут применяться крупные фракции керамзита, двукратно повышающие прочность пористого состава. Использование мелкого песка обеспечивает плотность 0,6 т/ м³. Более предпочтителен речной песок, имеющий размер до 0,2 мм, который не содержит инородных включений. Не допускается превышение концентрации глины более 3%.
- Воды, процентная концентрация которой определяется расчетным путем. До введения пены соотношение воды и цемента должно быть не меньше 0,38. Уменьшение водоцементного отношения вызывает увеличение объемного веса изделия. Это вызвано тем, что бетон впитывает воду, частично нарушая пену, вызывая уменьшение ее количества. Оптимальная пропорция отношения воды к цементу – 2:5. Температура воды не должна превышать 25 градусов Цельсия.
- Пенообразователя, в качестве которого используется пеноконцентрат на основе протеина, костного клея или сосновой канифоли. Срок хранения состава не должен превышать две-три недели с момента подготовки. Температурный режим при хранении находится в интервале от 5 до 30 градусов Цельсия.
Пенобетон, технология его изготовления настолько проста, что при желании ее легко воспроизвести даже в домашних условиях
Как правильно выбрать смеситель (растворосмеситель) для пенобетона ?
Хотя для приготовления пенобетона возможно использовать любые обычные бетоно/растворосмесители, наилучшее качество и скорость перемешивания показывают смесители принудительного типа с горизонтально расположенным валом.
Влияние скорости перемешивания на объем вовлеченного воздуха изучалось на мешалках, как с сетчатыми, так и с обычными лопастями. Для мешалки с сетчатыми лопастями увеличение скорости перемешивания от 70 до 250 об/мин приводит к непрерывному нарастанию объема вовлеченного воздуха. Дальнейшее поднятие оборотов до 326 об/мин не дает заметных изменений. А начиная с 400 об/мин наблюдается монотонное уменьшение воздухововлечения.
Для обычной лопастной мешалки оптимальной оказалась скорость 345 — 380 об/мин. Дальнейшее её увеличение приводит снижению воздухововлечения.
Вовлечение воздуха в смесь из пространства над её поверхностью происходит в результате образования каверн лопастями смесительного агрегата, что зависит от интенсивности нарушения сплошности поверхности смеси. Поэтому при малы скоростях объём вовлекаемого воздуха незначителен. При увеличении скорости перемешивания сверх оптимальной разрыв пузырьков и выход воздуха на поверхность происходят интенсивнее, нежели процесс образования и дробления новых. В результате этого чрезмерное увеличение скорости перемешивания приводит к уменьшению объёма вовлеченного воздуха.
Влияние длительности перемешивания на объём вовлеченного воздуха изучалось при перемешивании цементно-песчаного добавками различных пенообразователей в течении – до 90 минут. Несомненно, увеличение продолжительности перемешивания должно сопутствовать росту воздухововлечения. Однако установлено, что со временем скорость насыщения массы пузырьков неуклонно снижается, и дальнейшее перемешивание массы приводит к её стабилизации. После достижения некоторого “критического воздухововлечения ” возможно даже незначительное уменьшение объема вовлеченного воздуха.
Влияние типа смесительного агрегата на объём вовлеченного воздуха изучалось на мешалках с различным видом смесительного устройства: сетчатым, лопастным и червячным.
Опыты показали, что мешалка с сетчатым смесителем оказалась наиболее эффективной. Самый низкий объём вовлечения воздуха наблюдался в мешалке с червячным смесителем. Большое воздухововлечение в мешалке с сетчатыми лопастями объясняется тем, что в нем область перемешивания, т.е. число точек соприкосновения лопасти и раствора, увеличивается в результате чего объем вовлеченного воздуха возрастает.
В современных растворосмесителях пренудительного действия смешивание компонентов осуществляется смесительным узлом в виде лопастей.
Изделия из пенобетона
К многочисленным важным преимуществам данных блоков относятся их негорючесть, легкость обработки, долговечность. Но помним, что пенобетон разных марок отличается по плотности, тем самым обеспечиваясвою универсальность.




Например, он подходит для несущих наружных стен, для перегородок внутри дома, для крыш и перекрытий между этажами как идеальный тепло и звукоизолятор.
Особенности блоков
Достоинства пеноблока
- Пенобетон по качеству лучше газобетона автоклавного твердения.
- Уточним, что технология производства пеноблоков в домашних условиях сделает кв. м стены намного теплее, чем привычный кирпич, но дешевле в 3 раза.
- Пеноблоки экологически чистые, но в отличие от дерева абсолютно не загнивают, в них никогда не поселятся насекомые или грибок.
- Низкая его цена обусловлена рациональной технологией и минимумом оборудования: из цикла исключен помол компонентов в специальных шаровых мельницах, а также не нужна автоклавная обработка. Поэтому стоимость пеноблоков в 2 раза меньше, чем газобетона.
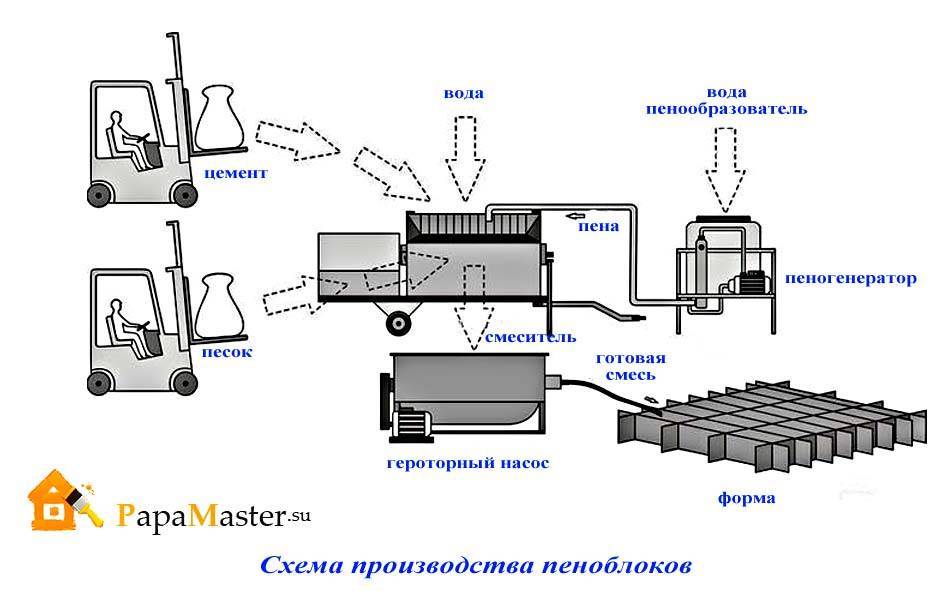
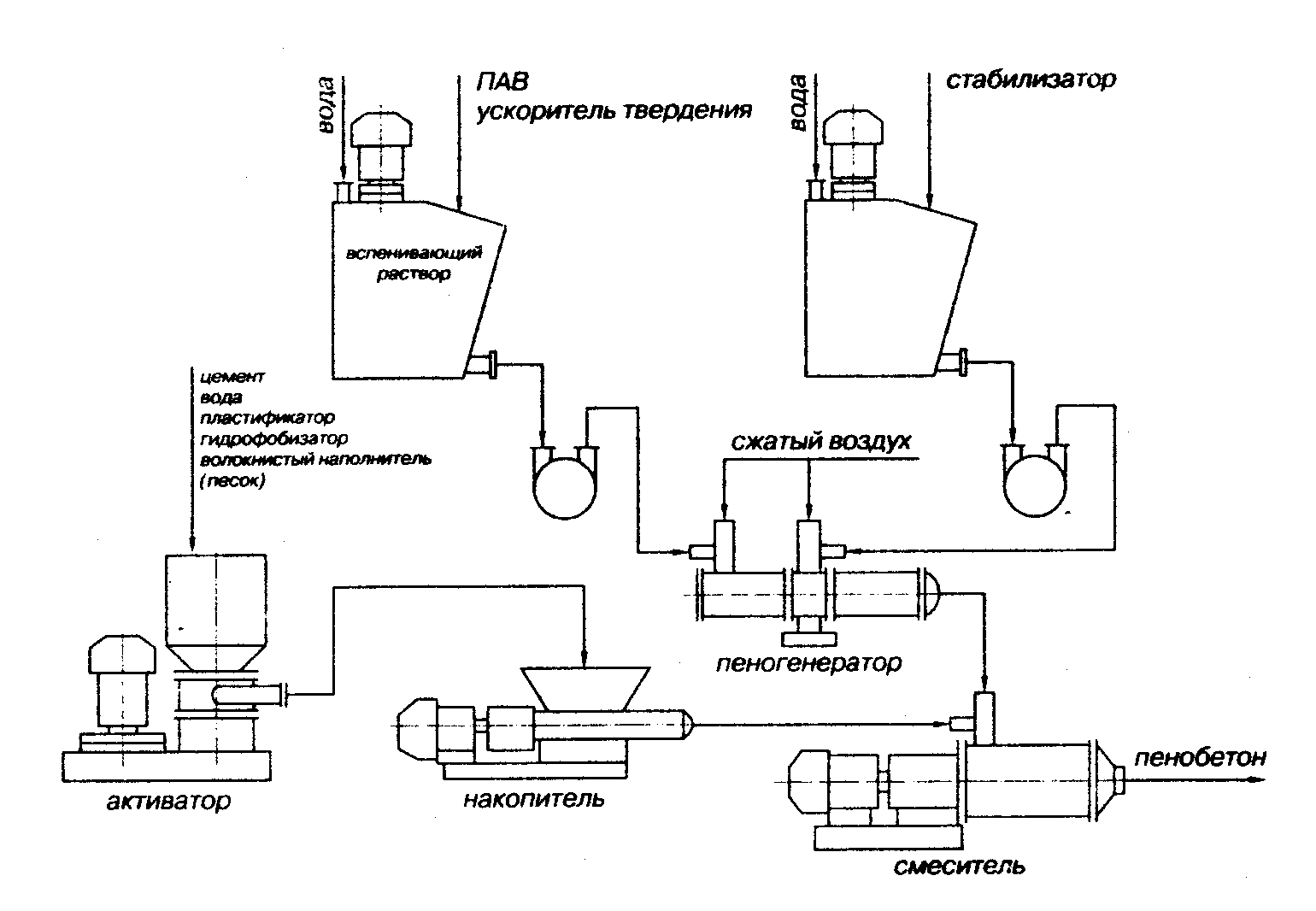
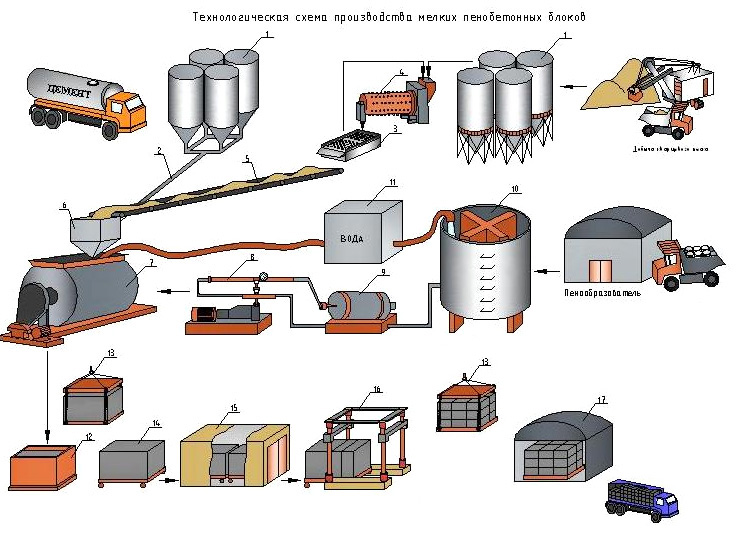
Схема приготовления

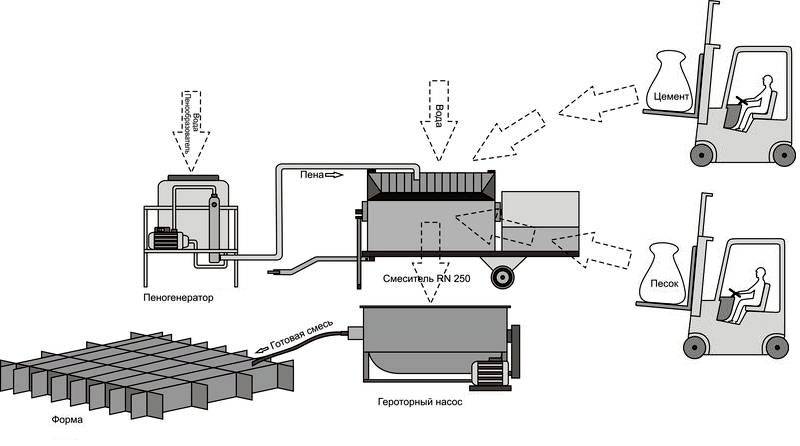
Общая схема рабочего процесса по изготовлению пенобетонной смеси.
В зависимости от вида используемого пенообразователя и принятой технологии, выбирается метод приготовления пенобетона. Но вне зависимости от способа вспенивания в основе любого технологического процесса лежит получение гетерогенной системы «газ — жидкость — твердое вещество».
При приготовлении пенобетона может использоваться два вида оборудования. В первом случае применяются пеногенераторы. Во втором — баросмесители, то есть установки кавитационного вида.
По классической схеме приготовление цементно-песчаной смеси происходит в особой емкости — смесителе принудительного типа. В этот же резервуар после приготовления смеси пеногенератором добавляется пенообразователь или пена для пенобетона. Смесь готова к заливке в формы после тщательного перемешивания.
Структура материала формируется за счет отвердевания и схватывания вяжущего компонента. Приготовленная смесь транспортируется посредством насоса в монолитную конструкцию или форму.
Формирование пенобетона в опалубке или массивом
Вторым процессом при изготовлении пенобетона является его формирование в блок при помощи опалубки или резка массива. По какой бы технологии не была приготовлена пенобетонная смесь, если её лить в некачественную опалубку, грош её цена.
Опалубка – больное место при производстве пенобетона. Из чего её только не делают. Из фанеры, шифера, поликарбоната и ещё бог весть из чего. Чтобы сэкономить, в металлических опалубках применяют дешёвые марки стали, нестойкие к воздействию цемента. Есть опалубки без дна, располагаемые на бетонном основании.
В опалубке блок может располагаться как горизонтально, так и вертикально. Последнее приводит к неравномерному высыханию и раннему схватыванию верха блока. Низ сохнет дольше, что приводит к внутренней напряжённости блока и его растрескиванию.
Видео: Монолитный пенобетон в несъёмной опалубке
Всё вышесказанное влияет на геометрию и качество формируемых блоков. И здесь пенобетон проигрывает газобетонным блокам.
Негатива добавляет смазка опалубки для лучшего «отхода» блоков. Применять специальный раствор дорого и не всегда доступно. Поэтому смазывают опалубку чем попало — эмульсолом, отработкой, растительными маслами и даже салом. Всё это снижает адгезию материала в разы. В этом аспекте пенобетон также уступает газобетонным блокам.
Учитывая эти моменты, производители оборудования разработали промышленные автоматизированные комплексы, где пенобетон отливается массивом и только потом разрезается. Это позволило изготавливать блоки с прекрасной геометрией и адгезией, что выводит пенобетон в лидеры среди ячеистых бетонов.
Последующее «созревание» пенобетона.
Это тоже важная стадия производственного процесса. О ней не расскажет ни один производитель оборудования. После формирования блоков пенобетон должен «созревать» 28 дней в «комфортных» для него условиях. Он должен быть плотно накрыт полиэтиленом и не подвергаться действию сквозняков.
А теперь на минуту представим среднее производство в 20 кубов в сутки. На один европоддон становится 1,18 куба блоков из пенобетона. С учётом маневров погрузчика на каждый день необходимо около 20 кв. метров складских площадей. Умножим на 28 и получаем, что только для хранения готовой продукции необходимо 560 кв. метров, без учёта площадей под производство и склада компонентов.
 На фото: Пенобетонные блоки.
На фото: Пенобетонные блоки.
В финансовом разрезе, для организации производства необходимы оборотные средства, способные покрыть все производственные затраты без поступлений минимум на один месяц.
На самом деле будущее пенобетона за автоматизированными комплексами с резательной технологией. Литьё пенобетона в опалубку должно остаться в прошлом.
Особенности изготовления
Пеноблоки изготавливают двумя способами, имеющими свои преимущества и недостатки. При выборе литьевого способа смесь заливают в специальную форму, оборудованную бортами и переборками. Состав оставляют в форме для затвердевания, после чего достают готовый блок.
Преимущество литьевого метода заключается в отсутствии устройства для распиловки изделий. Это позволяет снизить затраты и время производства. К недостаткам метода относят:
- блоки имеют неточную геометрию;
- несоответствие размеров каждого элемента, даже если используются дорогие формы;
- высокий процент бракованных изделий, что объясняется прилипанием пенобетона к формам.
Чтобы пеноблоки не разрушались, используют смазочные жидкости. Ими обрабатывают формы. Состав разлагается, спустя несколько дней. Эти смазки дорого стоят, и они не могут гарантировать отсутствие сколов.

Второй способ изготовления пеноблоков – распиловочный. Его использует большинство производителей. Метод прост – сперва изготавливают большой бетонный блок, который затем распиливают на элементы необходимых габаритов.
Важно! Резку выполняют пильным станком. Он способен распиливать имеющийся монолит и удалять поврежденные края
К плюсам распиловочного способа относят минимум погрешностей.
Недостаток метода – необходимость использования дорогого оборудования. Оно необходимо, чтобы распиливать блоки на нужные части с точно заданной геометрией. Использование специальных станков сказывается на стоимости производства.

Краткие сведения о пенобетоне
Это бетонный материал, имеющий ячеистую структуру. Такие свойства достигаются за счет находящихся в материале замкнутых воздушных пузырьков. По этой причине блоки не отличаются требуемой плотностью и теплопроводностью.
Их часто используют в строительстве многоэтажных объектов или при возведении перегородок. Материал легко поддается обработке как ручным, так и механическим способом. Использование пенобетона дает возможность:
- снизить себестоимость материала;
- получить требуемые теплофизические показатели;
- не создавать больших нагрузочных воздействий на несущие конструкции;
- выполнять монтажные работы быстро.

Однако производство пенобетона отличается характерными недостатками. Материал получается недостаточно прочным, поглощает влагу, дает значительную усадку.
Целевая группа потребителей и анализ спроса
При организации производства пенобетона следует рассчитывать сбыт для среднего и малого строительства. На крупных строительных объектах пенобетон больше используется как материал для теплоизоляции и возведения внутренних перегородок, и достаточно редко — как конструктивный материал постройки наружных стен.
Чтобы оценить возможный спрос на пенобетон в вашем регионе, следует изучить не только рынок строительства, но и недвижимости: насколько высоки темпы застройки пригорода, насколько популярно возведение частных домов, перестройка старых дач, возведение новых коттеджей. В среднем по стране показатели спроса на пенобетон повышаются с каждым годом, поскольку этот материал имеет ряд преимуществ перед деревом и кирпичом и дешевле своего главного «конкурента» — газобетона.
Цели данного анализа
1. Решить, какое производство будет более востребовано в вашем регионе:
- монолитного пенобетона (опалубка, стяжки для пола);
- пенобетонных блоков.
2. Определить объемы будущего производства. 3. Выбрать технологию производства пенобетона:
3. Выбрать технологию производства пенобетона:
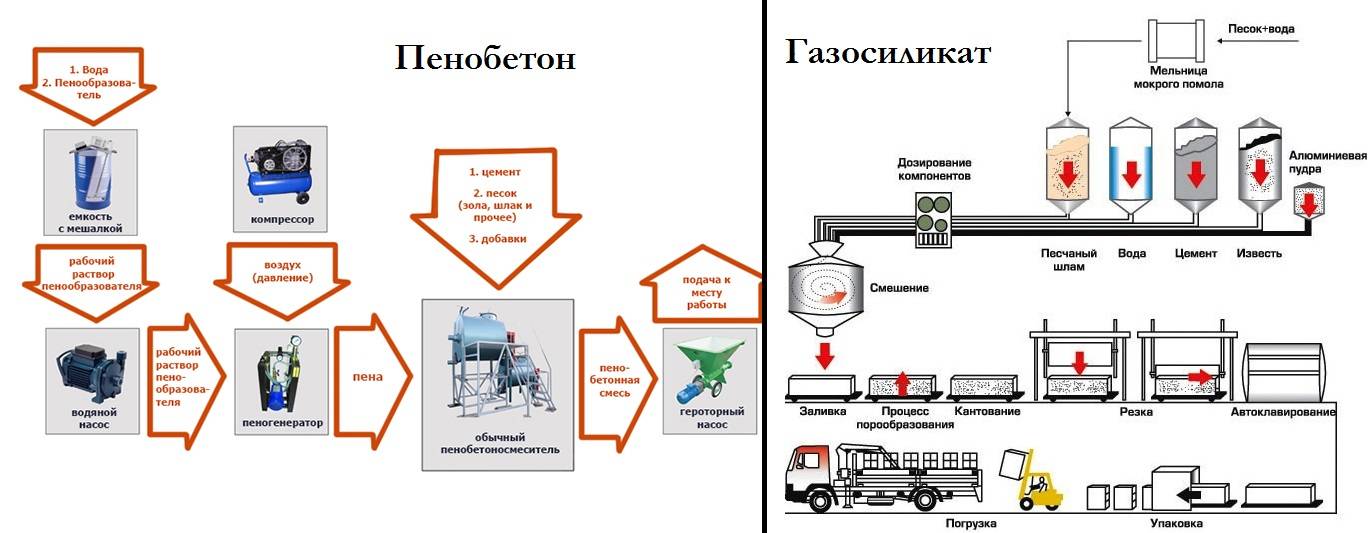
классическая (в смесителе готовится отдельно раствор вода-цемент, в который добавляется пена из пеногенератора);

- баротехнология (в смесителе на высоких оборотах взбивается пена, в которую добавляется цемент и песок);
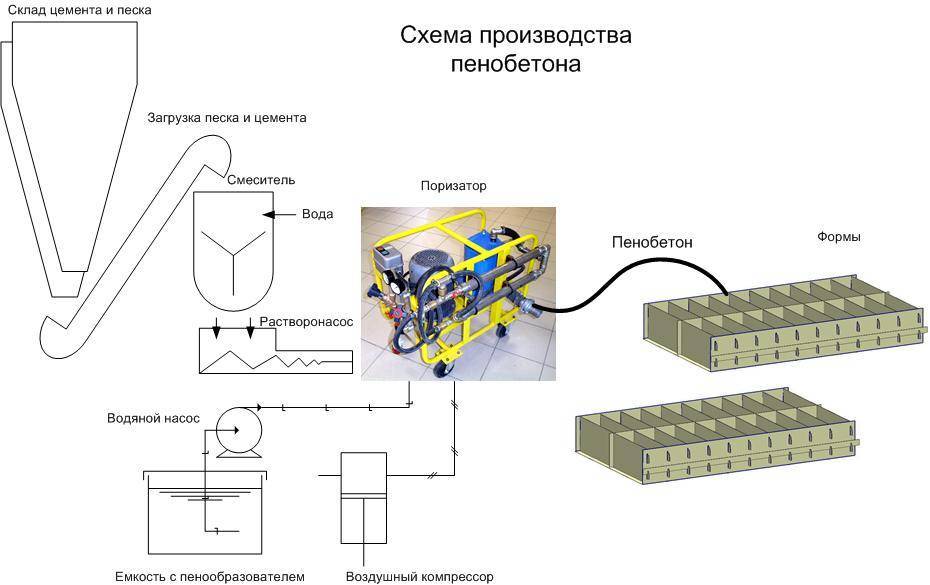
- поризационная — применяется для заливки непосредственно на объекте, в пол, пустоты, крышу. Для приготовления используются мобильные установки (отдельно готовится раствор из песка и цемента, насосом подается вода, поризатор изготовляет пену, которая вмешивается в раствор и готовая смесь пенобетона через шланг заливается в подготовленную форму для застывания).

Стоит подумать и про выбор «инструмента» для конкурентной борьбы – о преимуществе вашей продукции перед предложениями других поставщиков.
Это может быть:
- гибкая ценовая политика (более низкая цена, система скидок, отсрочка платежа, товар в кредит);
- гарантия поставки материалов в срок (с возможной выплатой неустойки);
- бесплатная доставка;
- возможность производства нетиповых размерных блоков на заказ;
- бесплатная погрузка-разгрузка и т.д.
Рассмотрим на примере наиболее распространенный вариант — производство пенобетона по принципу классической технологии с последующей формовкой в пеноблоки.
Планируемые объемы производства — 40 м3/сутки (с возможностью увеличения до 70 м3). Наиболее востребованным типоразмером пенобетонного блока являются габариты 600*300 или 600*200 мм.





Марки, в зависимости от плотности пенобетона делятся на:
- до 500 — теплоизоляционный;
- 600-800 — конструкционно-теплоизоляционный;
- от 900 — конструкционный.
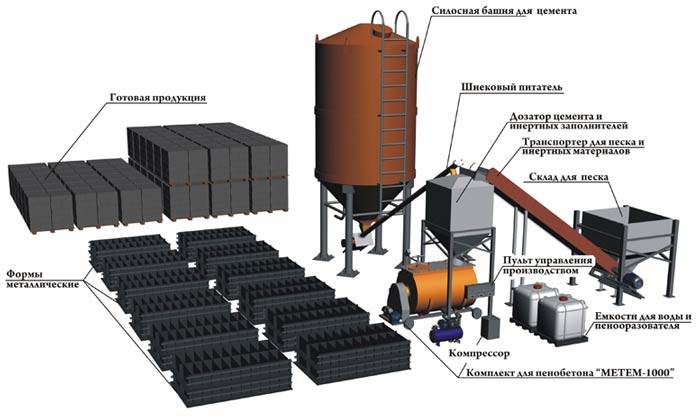
Для получения пенобетона можно приобрести оборудование как импортного, так и отечественного производителя — установки типа «САННИ», «Фомм-проф», «ПСБ», «ПН-1100». На такое оборудование изготовители выдают сертификаты, у них же можно приобрести и специальные пенообразователи, и другие добавки-наполнители. Не забывайте, что если вы будете оформлять сертификат качества (изделия из вяжущих материалов не подлежат обязательной сертификации, но многие покупатели, особенно крупные строительные фирмы готовы сотрудничать только при условии его наличия), потребуются все соответствующие документы на покупку производственной установки и всех расходных материалов.
Для продажи готовой продукции необходимо оформить санитарно-эпидемиологическое заключение (как минимум, провести радиологические и лабораторные испытания), поскольку каждая партия выпущенной продукции должна иметь соответствующий технический паспорт.
Бизнес план и расчет окупаемости
Расчет прибыли в месяц:
— планируемый объем производительности — 40 м3/сутки
— отпускная стоимость 1 м3 пенобетона — 2100 руб.
Итого: прибыль (при условии работы 24 дня в месяц) — 2 016 000 руб/мес.
Постоянные ежемесячные расходы:
- покупка материалов для производства 40 м3/день — (937*40м3*24 раб\дня) = 899 520 руб;
- зарплата рабочих (6 разнорабочих, 2 мастера и 1 бухгалтер) — 73 000 руб;
- аренда помещения — 100 000 руб;
- электричество — (160 квт/день* 2 руб.) 30 дней = 9600 руб;
- отопление (понадобится ориентировочно 7 месяцев в году, поэтому рассчитываем не полную сумму, а 7/12 годовой) — 21 000 руб;
- другие коммунальные платежи (вывоз мусора, вода и т.д.) — 2000 руб;
- налог на прибыль (20%) — 403 200 руб.
Итого: расходы – 1 508 320 руб
Чистая ежемесячная прибыль: 507 680 руб.
Расчет окупаемости капитальных инвестиций:
2 513 000 руб/507 680 руб = 5 месяцев
Но, несмотря на столь радужный прогноз, не следует забывать, что производство пенобетона носит сезонный характер, и в холодное время года продукция не востребована, а затраты возрастают (из-за стоимости отопления).
Поэтому, чтобы составить реальный бизнес-план, следует не только заменить расчетные данные, исходя из цен на материалы, аренду, тарифов на коммунальные услуги и зарплаты в вашем регионе, а и рассчитывать прибыль в зависимости от ваших договоренностей по сбыту продукции.
Формирование пенобетона в опалубке или массивом
Вторым процессом при изготовлении пенобетона является его формирование в блок при помощи опалубки или резка массива. По какой бы технологии не была приготовлена пенобетонная смесь, если её лить в некачественную опалубку, грош её цена.
Опалубка – больное место при производстве пенобетона. Из чего её только не делают. Из фанеры, шифера, поликарбоната и ещё бог весть из чего. Чтобы сэкономить, в металлических опалубках применяют дешёвые марки стали, нестойкие к воздействию цемента. Есть опалубки без дна, располагаемые на бетонном основании.
В опалубке блок может располагаться как горизонтально, так и вертикально. Последнее приводит к неравномерному высыханию и раннему схватыванию верха блока. Низ сохнет дольше, что приводит к внутренней напряжённости блока и его растрескиванию.
Видео: Монолитный пенобетон в несъёмной опалубке
Всё вышесказанное влияет на геометрию и качество формируемых блоков. И здесь пенобетон проигрывает газобетонным блокам.
Негатива добавляет смазка опалубки для лучшего «отхода» блоков. Применять специальный раствор дорого и не всегда доступно. Поэтому смазывают опалубку чем попало — эмульсолом, отработкой, растительными маслами и даже салом. Всё это снижает адгезию материала в разы. В этом аспекте пенобетон также уступает газобетонным блокам.
Учитывая эти моменты, производители оборудования разработали промышленные автоматизированные комплексы, где пенобетон отливается массивом и только потом разрезается. Это позволило изготавливать блоки с прекрасной геометрией и адгезией, что выводит пенобетон в лидеры среди ячеистых бетонов. Последующее «созревание» пенобетона.
Это тоже важная стадия производственного процесса. О ней не расскажет ни один производитель оборудования. После формирования блоков пенобетон должен «созревать» 28 дней в «комфортных» для него условиях. Он должен быть плотно накрыт полиэтиленом и не подвергаться действию сквозняков.
А теперь на минуту представим среднее производство в 20 кубов в сутки. На один европоддон становится 1,18 куба блоков из пенобетона. С учётом маневров погрузчика на каждый день необходимо около 20 кв. метров складских площадей. Умножим на 28 и получаем, что только для хранения готовой продукции необходимо 560 кв. метров, без учёта площадей под производство и склада компонентов.
 На фото: Пенобетонные блоки.
На фото: Пенобетонные блоки.
В финансовом разрезе, для организации производства необходимы оборотные средства, способные покрыть все производственные затраты без поступлений минимум на один месяц.
На самом деле будущее пенобетона за автоматизированными комплексами с резательной технологией. Литьё пенобетона в опалубку должно остаться в прошлом.
Какие существуют технологии создания пеноблока?
Пенобетоном является бетон с ярко выраженной ячеистой структурой. Присутствие в толще материала пузырьков воздуха определяют его отличительные свойства: не очень большую плотность и низкую теплопроводимость.
Очень важно использовать песок с мелкой фракцией, в противном случае крупные частицы будут оседать внизу формы, снижая потребительское качество стенового материала. Производственный процесс по выпуску пенобетонных блоков происходит двумя методами:
Производственный процесс по выпуску пенобетонных блоков происходит двумя методами:
Классический – рабочую массу готовят строго по рецепту и далее с применением пеногенератора вырабатывается пена и подается в раствор.
После перемешивания полученная масса разливается по формам-кассетам, после чего раствор оставляют застывать до полного затвердения блока.
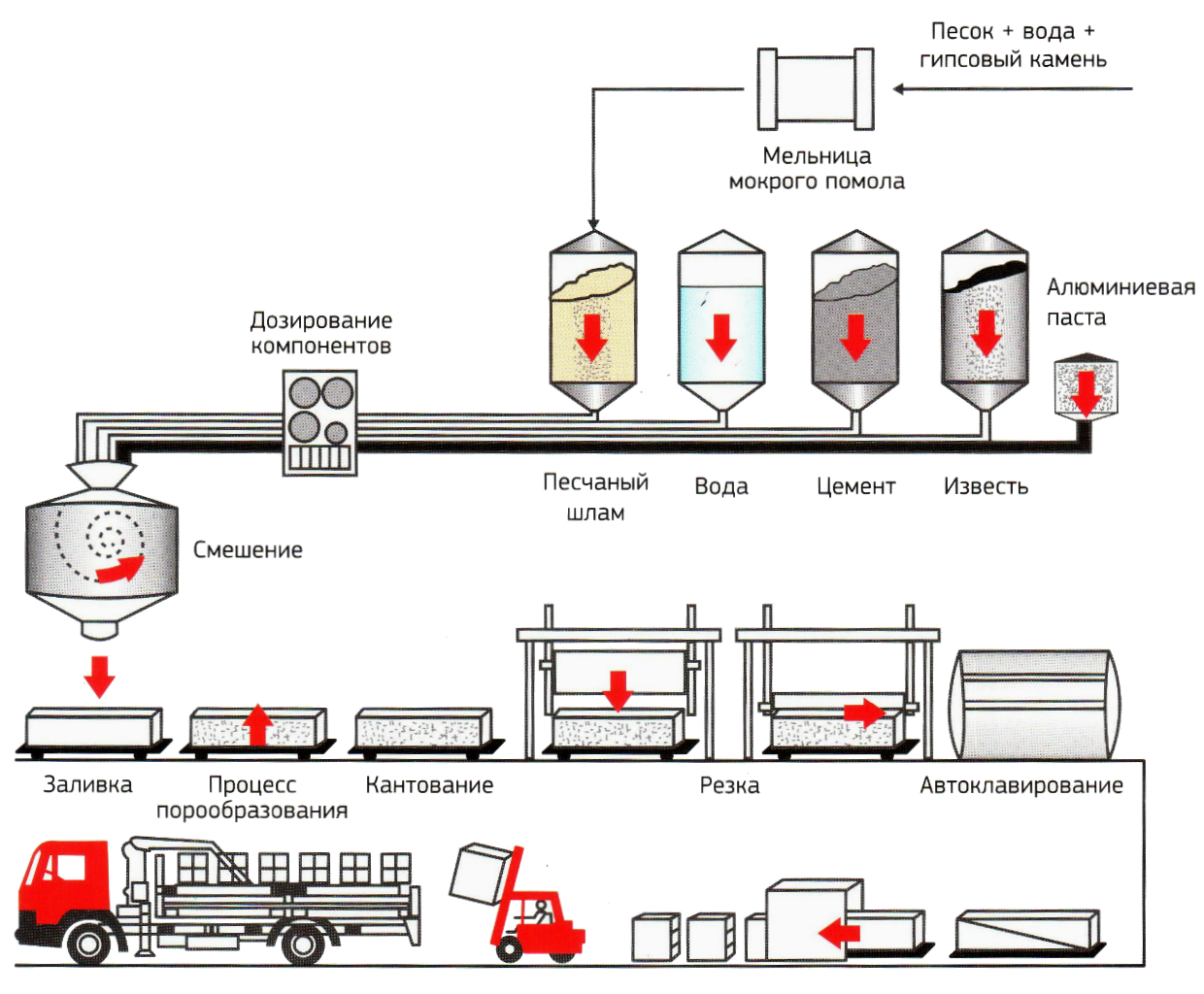
- Автоклавный – смесь готовят в специальном смесителе при высоком рабочем давлении и температуре. Наполнение форм осуществляется под давлением в камере смешения через рабочее сопло. Процесс полностью автоматизирован и применяется на предприятиях большой мощности.
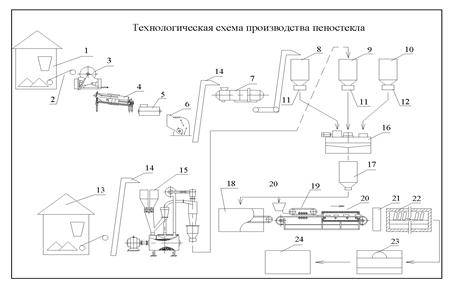
Еще один метод производства пенобетона в заводских условиях, заключается в том, что составляющие смеси перемешиваются сухими и далее следует процесс ее минерализации. Такое производство относится к сложному, поскольку требует точного процесса дозирования компонентов.
Исходя от существующей технологии производства и вида комплектации парка оборудования, различают одностадийную и двухстадийную технологию.
Одностадийная
Такая технология производства предполагает одновременное получения состава сухих смесей и пенообразующей составляющей. При этом пена формируется в бароустановке.
Принципиальная схема одностадийного процесса изготовления пеноблоков:
- компоненты в заданном соотношении поступают в специальную емкость-смеситель через горловину;
- все ингредиенты перемешивают со скоростью 400 об/мин.;
- благодаря высокоскоростному режиму смесь тщательно взбивается, при этом происходит ее поризация, процесс контролируется по встроенному в корпус манометру;
- готовая рабочая масса поступает из бароустановки напрямую в формы по гибкому шланговому трубопроводу на расстоянии до 30 м, также можно подать пеномассу на высоту до 10 м.
Преимуществами данного метода — низкие затраты на производство пеноблоков, автоматизация процесса с минимальными трудозатратами и интенсивное пенообразование, которое не может быть разрушено в составе рабочей массы механическими внешними источниками, как при ручном варианте заливки.
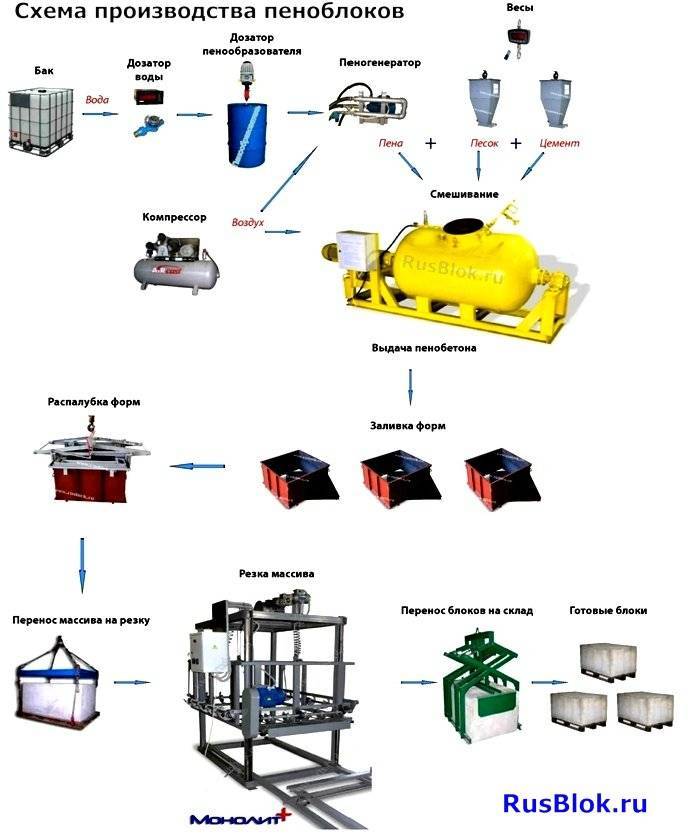
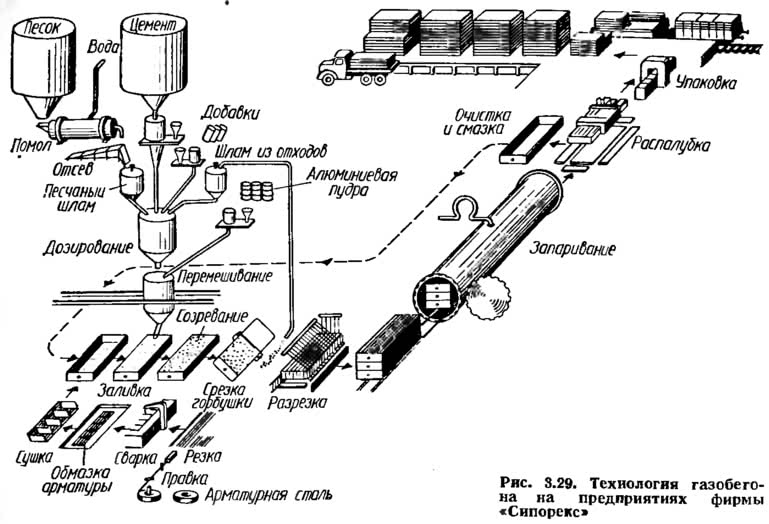
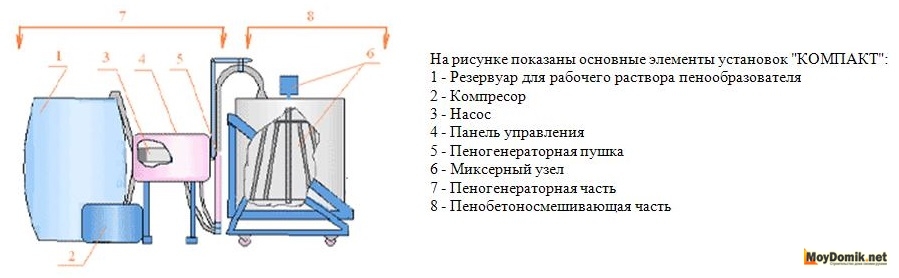
Двухстадийная
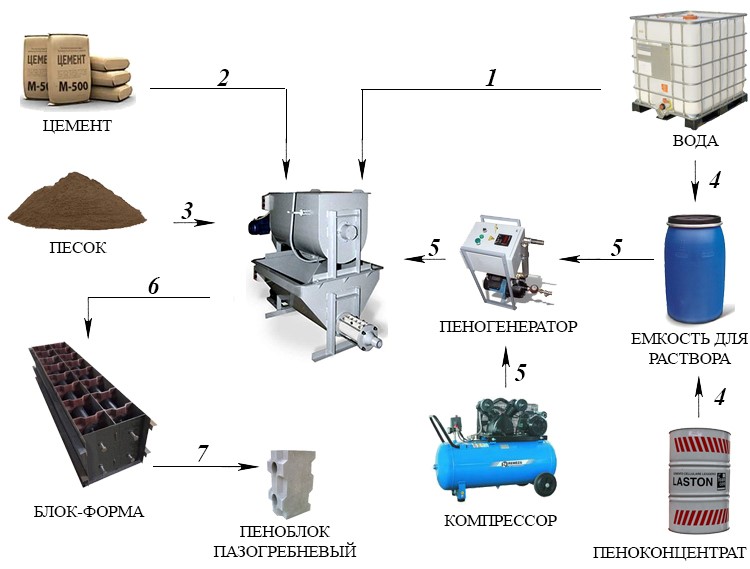
Наиболее распространённая схема производства пеноблоков, которая применяется на производственных линиях большой мощности. В схеме установлено оборудование для производства рабочей смеси и отдельно — пеногенератор.
Принцип работы установки «Компакт» для выпуска пенобетонных блоков:
- состав для пенообразования помещают в пеногенератор;
- пена, образованная в пеногенератор подается в камеру смешения;
- далее в смеситель вводят компоненты рабочего состава для пеноблоков;
- смесь перемешивают при скорости 20 об/мин;
- приготовленный раствор подают к формам;
- через 8 часов формы разбирают и начинают новый производственный цикл.
Преимущество двухстадийного процесса изготовления пеноблоков:
- Равномерная однородная структура, благодаря мелким пузырькам пены 0,1-0,3 мм.
- Полная автоматизация процесса позволяет выполнять регулировку объемного веса пены, что гарантирует тонкую настройку составления пропорций компонентов и выпускать изделия с заданными характеристиками по плотности, прочности и теплопроводности.
- Высокое потребительское качество стеновых блоков.
Что такое пеноблок, и актуально ли его производство?
Пеноблок – очень легкий и простой в эксплуатации материал. Он появился на рынке стройматериалов не так давно, но его популярность постоянно растет.
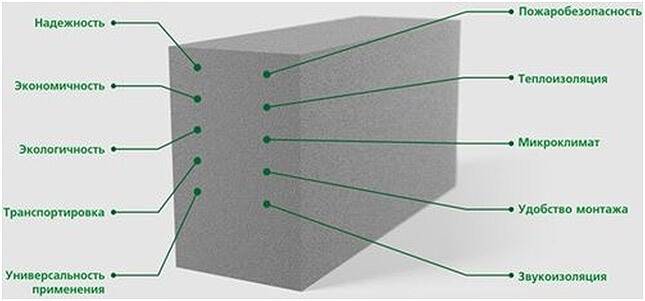
Это обосновано особыми характеристиками, присущими пеноблоку, как:
Прочность и надежность.
Несмотря на легкий вес, пеноблок – очень устойчивый материал. Он может выдерживать большие нагрузки и воздействие окружающей среды, не теряя своих характеристик. Его можно отнести к числу материалов без «срока годности».
-
Высокие показатели тепло- и звукоизоляции.
Пеноблок – это материал, хорошо сохраняющий тепло и поглощающий звук. По этой причине его так часто используют при строительстве жилых зданий.
Экономичность и простота монтажа.
Имея вес в несколько раз меньше, нежели у кирпича, пеноблок позволяет монтировать конструкции без особого труда. К тому же расход такого материала в разы меньше, чем расход кирпича.
Экологичность и безопасность.
В силу того, что для производства пеноблоков используется только натуральное сырье, данный материал не имеет класса опасности. Его также называют органическим стройматериалом, который является экологически чистым продуктом.




Все названые характеристики пеноблока позволяют использовать его для самых разных целей:
- Возведения зданий и сооружений.
- Строительства перекрытий.
- Создания несущих конструкций.
Широкий спектр применения пеноблоков увеличивает спрос на строительный материал. Но его предложение на рынке России еще не позволяет полностью удовлетворить потребности населения. Именно поэтому производство пеноблоков – это актуальная на сегодня бизнес-идея.
Организовать собственный бизнес по его производству можно разными способами: возможно как открытие небольшого, «домашнего» бизнеса, так и организация крупного производства.
Для осуществления предпринимательской деятельности в области изготовления пеноблоков не потребуется специального образования или большого опыта. В этом еще одно преимущество данного вида бизнеса – он достаточно прост в организации и может быть создан даже на основе небольшого стартового капитала.
Производить пеноблоки можно разных классов:
| Теплоизоляционный | Конструкционно-теплоизоляционный | |
|---|---|---|
| • D 300 • D 350 • D 400 • D 500 | • D 500 • D 600 • D 700 • D 800 • D 900 | • D 1000 • D 1100 • D 1200 |
В зависимости от того, какой марки и какого качества будет производиться пеноблок, необходимо выбрать наиболее подходящую технологию производства.
Формы для производства пеноблоков
Когда вы производите пеноблок машиной, он имеет жидкое состояние, Вы можете налить его в специальные пластиковые формы и оставить там в течение 10-16 часов (в зависимости от качества воды и цемента). После разборки и упаковки пеноблоков на поддоны материал готов к транспортировке
Очень важно использовать надежные пресс-формы с точно соблюденными параметрами. Из-за многочисленных циклов и большой нагрузки плохие формы быстро разрываются
Если формы неточны, то изготовленные блоки будут иметь разные размеры, и с ними будет сложно построить здание. Многие фирмы производят высокоточные пресс-формы и оборудование. Также можно использовать толстые и качественные металлические листы. Хорошие пресс-формы могут применяться в течение 5 и более лет. Формы могут производиться с различными размерами пеноблоков:
- 500х300х100 мм;
- 500х300х200 мм;
- 600х300х100 мм;
- 600х300х100 мм;
- 400х200х200 мм;
Также можно изготовить пресс- формы из фанеры для любых других уникальных размеров блоков. Металлические формы являются самым прочным вариантом и самым дорогостоящим оборудованием в своем классе. Также в домашнем обиходе можно применить деревянную опалубку.
Вывод
Спрос на пеноблоки постоянно растёт, что стимулирует постоянное улучшение их качества.
Пенобетон новейшей технологии (без автоклавного и без парового циклов) улучшил свои качества:
- отличные тепло- и шумозащитные свойства;
- усиление противопожарной устойчивости;
- долговечность;
- его экологическую чистоту подтверждает сертификат Минздрава России;
- очень экономичен: 1 м3 в 2,5 раза дешевле керамзитобетона и кирпича.
Сейчас есть 3 ценные технологии производства ячеистого бетона.
- Классическая: в раствор из цемента и песка добавляем пену из пеногенератора. Органические пенообразователи -гидролизаты протеинов – усиливают прочность пеноблоков.
- Сухая минерализация: в пенобетонную смесь пеногенератор подает низкократную пену с особыми порами, у которых гладкие стенки.
- Баротехнология: пеномасса образуется под давлением. В баросмеситель заливаем воду и все прочие компоненты, в том числе и пенообразователь. А компрессор нагнетает воздух, создавая давление. Синтетический пенообразователь улучшает качество блоков.
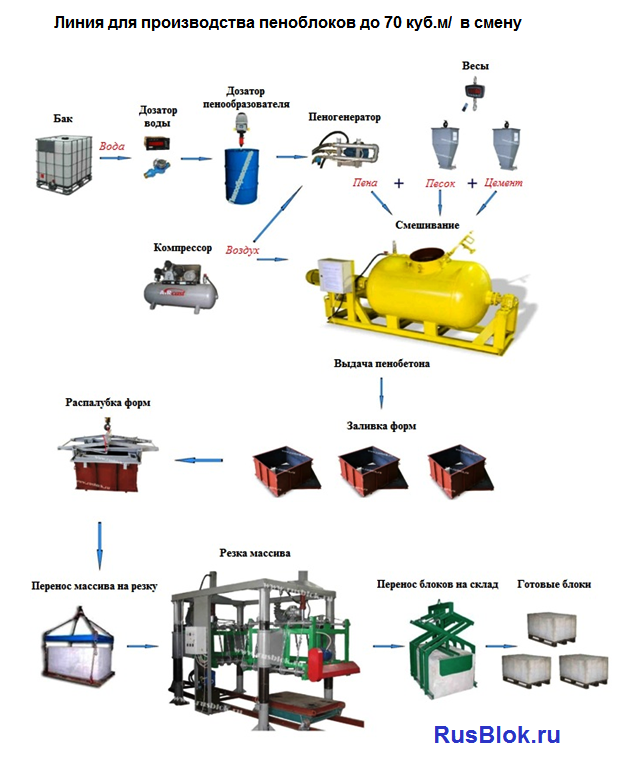
Последовательность операций:
- подготовка форм – сборка и смазка;
- приготовление смеси — дозировка, перемешивание и заливка;
- перемещение блоков с форм для последующей упаковки.
Видео в этой статье обеспечит вас дополнительной информацией по данной теме.





