
Электростатическая окраска. Основы метода
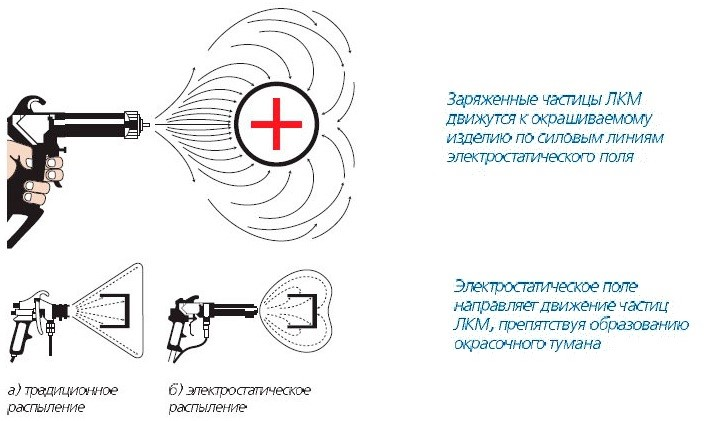
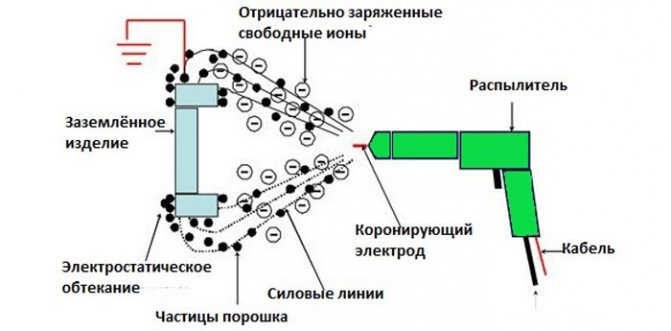
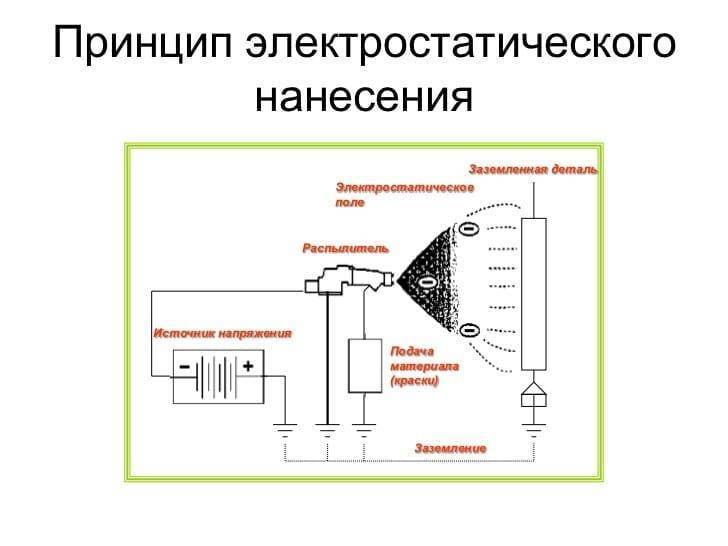
Главный принцип электростатической покраски заключается в том, что в процессе распыления жидкий лакокрасочный материал (ЛКМ), соприкасаясь с электродом, которым оборудован каждый электростатический краскораспылитель, получает высоковольтный отрицательный заряд (примерно 60-100 кВ), и после распыления его частицы направленно движутся к заземленному окрашиваемому изделию по силовым линиям электростатического поля, возникающим между краскораспылителем и изделием. Заметим, что начальное ускорение частичек ЛКМ (в зависимости от разновидности рассматриваемого метода) происходит за счет: воздействия на материал потока сжатого воздуха (пневматическое электростатическое распыление); прохождения материала под высоким давлением через щелевидное сопло (безвоздушное и комбинированное электростатическое распыление);
Последующее формирование окрасочного факела происходит вследствие взаимного отталкивания одноименно заряженных частиц ЛКМ. Кроме этого, силы электростатического поля направляют движение заряженных частиц ЛКМ, препятствуя образованию окрасочного тумана и способствуя повышению коэффициента переноса материала на окрашиваемое изделие, который может достигать 80-98 %.
Помимо экономии ЛКМ, электростатическая покраска во многом облегчает и ускоряет процесс его нанесения.
Например, при окраске таких конструкций, как трубы, при традиционном способе окраски потребовалось бы наносить материал, переворачивая изделие 3-4 раза, чтобы равномерно прокрасить его со всех сторон, в то время, как метод электростатической покраски позволяет окрашивать трубу в 1 проход, поскольку частицы ЛКМ будут двигаться по изогнутым линиям электростатического поля, огибая трубу со всех сторон.
Подготовка оснащения к работе
Дренажную трубку необходимо поместить в сосуд с грязным красящим материалом, а шланг для всасывания в емкость с чистым ЛКМ. Посредством поворота регулятора оборудование безвоздушной покраски запускается в работу. Когда краска начнет проходить по дренажному шлангу, его нужно окунуть в ведре во избежание появления пузырьков воздуха в системе. Чтобы выжать газы полностью, дренажи следует соединить со шлангом специализированной клипсой, затем поместить трубки в емкость с материалом. Насос должен прокачать жидкость на протяжении полминуты, чтобы полностью вышел воздух.
Не стоит спешить окрашивать поверхности, едва купив оснащение безвоздушного распыления! Перед самым началом основных процессов новичкам необходимо усвоить ряд нюансов, способствующих успешному завершению технологических операций.
- На многих распыляющих инструментах предусмотрены снимающиеся фильтры возле насосного приспособления и пистолетной ручки. Нельзя начинать окраску, не удостоверившись, что фильтровальные мешки чистые.
- Если краска проходит через сетчатые фильтровальные установки, в ней не будет механических примесей, негативно влияющих на качество окрашивания.
- Заполнение красящим материалом осуществляется в один прием, чтобы сократить количество поступающего в рабочую среду воздуха.
- Для эффективного забора краски используют шланги высокого давления.
Чтоб удачно прогнать краску через рабочий агрегат, сопло необходимо заблаговременно снять с пистолета над ведром с использованным материалом. Таким образом, можно предотвратить чрезмерное разбрызгивание краски в условиях высокого давления.
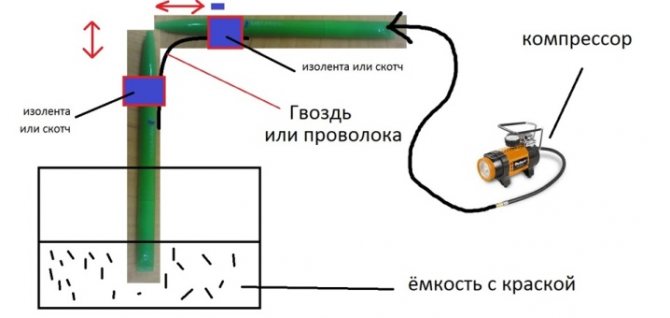
Изготовление из шариковой ручки
Самым простым и одновременно примитивным вариантом создания приспособления для покраски может стать решение на основе самой простой шариковой ручки. Естественно, что такой инструмент не заменит заводской краскопульт для покраски больших площадей, но для домашнего пользования будет не самым плохим решением.

Преимуществом такого краскопульта является то, что его очень просто сделать, а конструирование займет не более 30 минут. Да и пользоваться им просто – достаточно лишь подуть в корпус ручки, чтобы краска начала выходить через стержень.
Данная модель краскораспылителя состоит из таких составляющих:

После этого понадобится в верхней части проделать пару дырок. Это лучше делать не при помощи шила, ведь отверстия будут неровными, и это создаст неудобства при пользовании. Поэтому для этой цели лучше будет применить шуруповерт. Первая дырка должна быть только вертикальной. В качестве упора можно воспользоваться крышкой от сосуда. После этого потребуется проделать отверстие горизонтально таким образом, чтобы оно пересекалось с предыдущим.
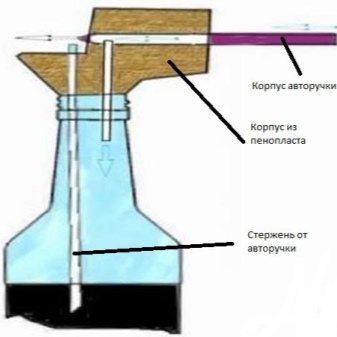
Теперь нужно погрузить в вертикальный канал край стержня. А во второй следует установить корпус ручки. Потом надо залить краску, а бутылочное горлышко закрутить при помощи крышки.
Если требуется провести работы побелочного характера, то чтобы использовать другие краски, кроме водно-дисперсионного типа, можно провести небольшую модернизацию инструмента.
Применение такого краскораспылителя на основе обычной шариковой ручки потребует некоторых навыков.

Требования к материалам
При нанесении лакокрасочных материалов существует несколько требований, которые нужно соблюдать для повышения качества. Важнейшим элементом при работе является правильное заземление. Это обусловлено требованиями безопасности.
Особенно важно обеспечивать безопасность в процессе распыления органорастворимых ЛКМ, применяемых в процессе производства. Вещества отличаются повышенной вероятностью воспламенения в процессе эксплуатации, поэтому при работе с ними важно проводить процедуры, обеспечивающие безопасность
Все элементы окрасочной камеры дополнительно подвергают заземлению, чтобы не допустить вероятности образования искры при соприкосновении различных веществ, которые могли накопить заряд. Также обязательно проводят заземление всего оборудования, которое способно накапливать статический заряд.
В процессе работы обязательно предусматривают заземление маляра. Это не допускает накопления статического заряда и возникновения искр между маляром и предметами рядом с окрашиванием.
При этом нужно предусматривать:
- Специализированные браслеты с заземлением.
- Обувь с подошвой из кожи или сходных по свойствам материалов.
- Заземление посредством рукояти пистолета.
Также необходимо предусматривать заземление детали.
Вот одни из преимуществ и недостатков порошковой покраски
Основные положительные качества порошковой покраски состоят: в долговечности, снижению затрат и вреда для окружающей среды.
В ней не используются пожароопасные и вредные жидкие растворители, поэтому данная покраска практически безопасна как для человека, так и для флоры фауны. Отсутствие таких растворителей снижает стоимость покраски. Кроме того, выбор тонов, текстур и цветов практически не ограничен желанием и потребностью заказчика.
Порошковая покраска способна предоставить любые цвета, оттенки и фактуры: от золотистого или серебристого металлика, до поверхности под бронзу, дерево или гранит. Крася порошковой краской, получаются поверхности с различным глянцем, а также с рельефной фактурой, таких как антик или антрацит. Порошковая краска уже от колерована, что не требует таких дорогостоящих процедур как контроль вязкости и подбор тона. Это предают им наибольшую экономичность и прочность, стойкость и долговечность, и при всём этом достигается отличное качество, ровность и однотонность окрашиваемой поверхности. Порошковая покраска обеспечивает ударопрочное антикоррозийной покрытие, которое функционирует в режиме температур от 150 до -60 С и обеспечивает надежную электроизоляцию. И не реагирует на резкие перепады температур.







Порошковая краска и её экономические преимущества:
• Низкий процент отходов;
• На рабочую поверхность наносится до 96% краски;
• При избыточном напылении, краска собирается в красильной камере и готова к очередному нанесению;
• Высоко автоматизированная технология, обеспечивает легкость в уходе за покрытием, отсутствует необходимость его очистки и простоту в обучении рабочих (в основном на больших заводах); так же доступна для небольших предприятий с ручным нанесением порошковой краски.
• Отсутствие очистителей и растворителей, что не требует времени на их испарение, ни затрат на удаление паров.
Порошковая краска и экология:
• Отсутствуют вредные органические соединения;
• Экологически чистая технология производства;
• Низкая опасность возгорания;
• Снижены выделения химических запахов;
• Санитарно-гигиенические условия труда намного выше, чем при использовании обычных методов покраски;
• В процессе полимеризации предельно допустимые нормы концентрации летучих веществ не достигаются.
Преимущества порошковых красок в сравнении с красками на растворителях:
• При традиционных способах покраски невозможно достичь отличных физико-химических и декоративных свойств покрытий;
• Лучшие эксплуатационные свойства, высокое качество покрытий;
• Нет необходимости в грунтовки поверхностей;
• Для нанесения порошковой краски достаточно одного слоя. Это достигается за счёт 100 процентного содержания сухих веществ, дорогие многослойные краски этим свойством не обладают;
• В сравнении с обычными красками, порошковые краски обладают лучшими ударопрочными и антикоррозийными свойствами. Меньшая пористость в порошковом покрытии;
• Так как порошковая краска поставляется в готовом виде, то не требует особой подготовки и контроля вязкости;
• Потери при порошковой покраске около 2-5%, при покраски жидкими красками потери будут до 45%
• Отвердевание порошковых красок составляет 30 минут;
• Порошковая краска не занимает много места, поэтому не требует больших складских помещений;
• Высокая прочность порошковых красок при транспортировки обеспечивает минимальное повреждение покрашенных поверхностей, что обеспечивает снижение затрат на упаковку.
Возможные недостатки:
• При смене цвета, требуется чистый контейнер;
• Для предотвращения взрыва требуется чёткий контроль процесса покраски;
• Возникновения трудностей окрашивания очень тонких слоев;
• При низких температурах, также возникают трудности в покраске;
• При сборных конструкциях или нестандартных формах возникают некоторые ограничения в покраске.
Устройство и виды электростатических краскораспылителей
Если сравнивать электростатические краскораспылители с традиционными, то общими чертами можно считать принцип работы материало — и воздухопроводящих каналов, а главными отличиями — наличие электрода, заряжающего ЛКМ, и высоковольтной системы, обеспечивающей наличие электрического потенциала на этом электроде. В дополнение к описанным выше принципиальным отличиям в конструкции краскораспылителей следует также отметить, что корпус традиционных краскораспылителей, как правило, изготавливается из стали или алюминия, в то время как в случае электростатических краскораспылителей корпус обычно выполняется из комбинации изолирующих и токопроводящих пластиков, для того чтобы максимально защитить маляра от поражения электрическим током.








Различают два типа высоковольтных систем электростатических краскораспылителей: классическую и каскадную. Рассмотрим их подробнее.
В случае классических (внешних) высоковольтных систем высокое напряжение постоянного тока подается непосредственно на краскораспылитель от трансформатора (источника высокого напряжения) при помощи высоковольтного кабеля. К достоинствам краскораспылителей, в которых используется классическая высоковольтная технология, относятся простота конструкции и отсутствие электронных элементов в корпусе краскораспылителя; сравнительно малый вес краскораспылителя; встроенная защита от короткого замыкания; меньшая стоимость краскораспылителя и хорошая ремонтопригодность, а к недостаткам — нестабильность высокого напряжения на электроде; отсутствие независимого выключателя электрического питания на краскораспылителе.
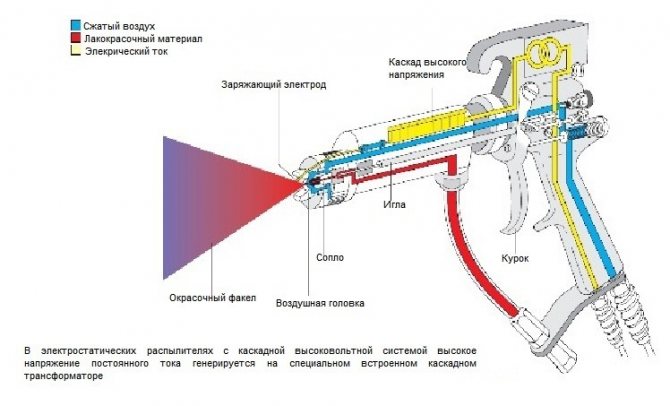
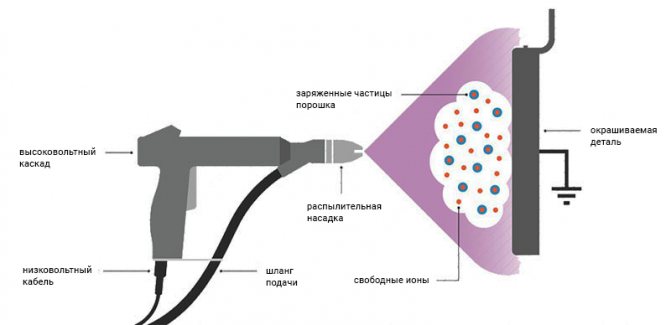
В каскадных (встроенных) высоковольтных системах высокое напряжение постоянного тока генерируется на специальном каскадном трансформаторе, встроенном в краскораспылитель. При этом напряжение 12 V постоянного тока подается на краскораспылитель при помощи низковольтного кабеля, а затем преобразуется на каскаде в высокое напряжение постоянного тока.
К достоинствам краскораспылителей с каскадной высоковольтной технологией относятся:
стабильность высокого напряжения на электроде и связанная с этим равномерность зарядки материала; наличие встроенного в краскораспылитель регулятора высокого напряжения и независимого выключателя электрического питания, а к недостаткам — наличие электронных элементов в корпусе краскораспылителя и связанная с этим его высокая стоимость; сравнительно высокий вес краскораспылителей.
Электростатические краскораспылители можно разделить на ручные и автоматические, которые, в свою очередь, можно классифицировать, как это показано в таблице 1.
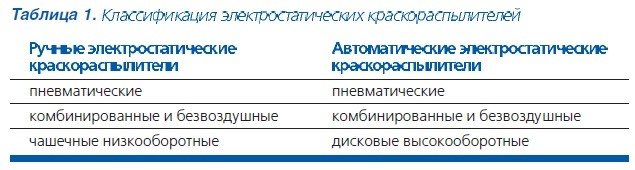
Как уже упоминалось выше, первичное распыление ЛКМ в случае пневматических, комбинированных и безвоздушных электростатических краскораспылителей происходит точно также, как и в соответствующих традиционных краскораспылителях, поэтому они находят схожие области применения, а наличие электростатического поля позволяет повысить коэффициент переноса материала до 70-90 %.
Совсем иначе выглядит процесс нанесения ЛКМ с помощью чашечных и дисковых электростатических краскораспылителей: в этом случае заряженный ЛКМ распыляется исключительно под воздействием центробежных сил, которые возникают при вращении с высокой скоростью чашки или диска, расположенных на краскораспылителе и приводимых в движение сжатым воздухом, а затем переносится на изделие исключительно силой электростатического поля, что гарантирует перенос материала до 90-98 %.
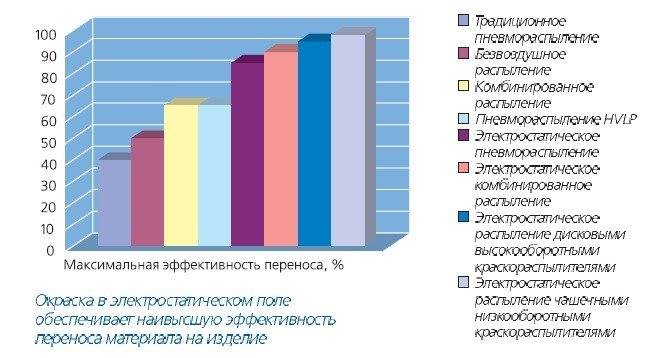
Следует отметить, что ручные чашечные низкооборотные краскораспылители (скорость вращения чашки – до 600 об/мин.), несмотря на максимальный для всех способов распыления коэффициент переноса материала, достигающий 95-98 %, не нашли применения в условиях серийного и массового производства в силу низкой
производительности (до 200 мл./мин.), а используются, в основном, для мелкосерийной ручной окраски решетчатых металлоконструкций, поскольку в этом случае трудно найти другой более экономичный способ качественного нанесения ЛКМ.
Характерной особенностью высокооборотных дисковых краскораспылителей является то, что для сужения факела ЛКМ, созданного быстровращающимся диском (скорость вращения диска — до 60000 мин.), используется поддув сжатого воздуха по всей периферии этого факела. Данный тип электростатических краскораспылителей благодаря высокой производительности и экономичности работы (коэффициент переноса материала достигает 90 %) широко используется при конвейерной окраске кузовов автомобилей и их комплектующих, бытовой техники и металлической мебели.
Краскопульт «Star 3001»
В качестве примера разберем краскораспылитель «Star 3001». В данном аппарате применяется каскадный способ образования высокого напряжения. Изготавливаются как механические, так и автоматические модификации оборудования. Обе модели могут работать как с безвоздушным распылением, так и с воздушной смесью.

Для водорастворимых ЛКМ и для красок на базе растворителя также существуют отдельные модификации. Каждая модель, в зависимости от ее предназначения, может значительно отличаться по используемым в ней материалам, а также иметь свои конструктивные особенности.
Таким образом, ассортимент оборудования широк, поэтому перед покупкой нужно определиться с тем, как будет использоваться электростатический пистолет. Аппарат «Star 3001» предназначен для работы с ЛКМ на водной основе. Это означает защищенность устройства от короткого замыкания, поскольку конструкция произведена из специального материала. А вот для работы с органическим растворителем «Star 3001» не подходит, поэтому нужно поискать модификацию, корпус которой инертен по отношению к растворителям.
Проблема с контуром Фарадея в распылителе данной модели решается отключением электропитания. При отсутствии питания ЛКМ распыляется только под воздействием давления. Клавиша управления напряжением располагается прямо на корпусе краскопульта, что очень удобно. Кроме того, давление можно контролировать своими руками — достаточно нажать на курок. Пистолет также оснащен памятью, благодаря чему поддерживается до трех вариантов электростатического поля на каждый вид краски.
Немаловажный параметр любого применяемого лакокрасочного материала — электрическая сопротивляемость. Вместе с аппаратом «Star 3001» поставляется зонд, который тестирует ЛКМ на сопротивляемость, тем самым обеспечивая наилучший показатель для электростатического поля.

Несмотря на техническую оснащенность, такой краскораспылитель отличается простотой обслуживания. Корпус легко разбирается, после чего все механизмы доступны визуальному наблюдению. В случае поломки замене подлежат любые детали пистолета. Это обстоятельство позволяет упростить ремонтные работы, а также удешевить их.
Следует отметить малый вес устройства — всего 900 граммов. Благодаря легковесности, работать с аппаратом физически не тяжело, а за счет эргономичной рукоятки еще и удобно.
Для промышленного применения разработана модификация «LARIUS 2 Paint Systems». В такой системе применяется двойная диафрагма, за счет которой краска нагнетается под малым давлением.
Способы получения
Новейшие технологии порошковой покраски металла позволяют благодаря своим инновационным методикам использовать несколько способов нанесения полимерных порошковых составов на поверхность металлических изделий:
- электростатическое напыление порошковой краски на металлоконструкции и на различные отдельные изделия из металла;
- напыление краски направленным потоком воздуха;
- комбинированный способ напыления, сочетающий электростатический приём и направленный поток воздуха;
- напыление с помощью открытого пламеня.
Электрическое напыление
При этом способе полимерно-порошковая покраска получается с отличным качеством, а сами окрашенные изделия пользуются высоким спросом. При электростатическом напылении используется специальный распылитель, электростатический пистолет, который заряжает частицы полимера положительно. Сначала тщательно обезжиренные изделия помещается в покрасочную камеру, затем порошок полимера с помощью пневматического пульверизатора наносят на их поверхность. Температура в камере порошковой покраски, где выполняется покрытие, достигает 200 градусов. Надёжное прилипание частиц краски к поверхности металла происходит за счёт электростатического взаимодействия. Та часть порошка, которая не попала на горячий металл изделия, оседает на стенках камеры, осыпается вниз. Она затем периодически собирается специальным приёмником, расположенным под днищем камеры. Собранный порошок снова используется в покраске.
Нанесение направленным потоком воздуха
Сначала металлоконструкция в печи для порошковой покраски подвергается нагреву до требуемой температуры, затем потоком воздуха из пистолета для порошковой покраски происходит нанесение на неё полимерного состава. Частицы порошка, попадая на разогретый металл, плавятся и надёжно прилипают к нему. При этом образуется очень тонкая, но прочная защитная плёнка. Для того, чтобы прочность покрытия была максимальна, необходимо точно подобрать рабочую температуру металлических изделий. Влияет на процесс и площадь поверхности деталей, и сила электрического взаимодействия данного металла с частицами полимера. В заключении окрашенному изделию требуется дополнительная термическая обработка, которая надёжно закрепляет слой полимера на поверхности деталей.
Электростатическое напыление воздушным потоком
Этот способ покраски порошковой краской представляет собой симбиоз предыдущих способов нанесения покрытия. Частицы красящего полимера равномерно покрывают поверхность металлического изделия, так как сначала они получают электрических заряд в пистолете, а затем увлекаются направленным потоком воздуха к стенкам конструкции. Прокрываемые поверхности изделий электрически нейтральны за счёт прикреплённого заземления. Так обычно покрывают небольшие изделия с несложной поверхностной конфигурацией.
Пламенный способ окрашивания
Для этого способа изготавливают специальный полимерный порошок, который высоко термопластичен. В покрасочный аппарат вмонтирована газовая горелка, благодаря чему частицы полимера направляются к окрашиваемой поверхности уже не просто в потоке воздуха, а в раскалённых продуктах сгорания пропана.
При достижении поверхности металлических изделий эти частицы уже находятся в полу расплавленном состоянии, за счёт чего и образуется прочное покрытие. При этом методе исключается нагрев самой детали, что существенно экономит трудозатраты и расход электроэнергии. Этим методом выполняется напыление на массивные или уже установленные на место конструкционные элементы.






Во всех перечисленных случаях получения покрытий требуется точное соблюдение технологии порошковой покраски, так как при нарушении её основных требований можно получить легко отслаиваемые покрытия, недолговечные и неравномерные по толщине.
Электростатическое напыление.Основная информация для новичков
Представляет собой нанесение на заземленное изделие электростатически заряженного порошка при помощи пневматического распылителя (пульверизатор, пистолет и аппликатор).
Любой распылитель сочетает в себе ряд различных режимов работы:
— напряжение может распространяться как вверх, так и вниз;
— может регулироваться сила потока (напор, течение струи) краски;
— может меняться скорость выхода порошка;
— может меняться расстояние от выхода распылителя до детали;
— может меняться размер частиц краски.
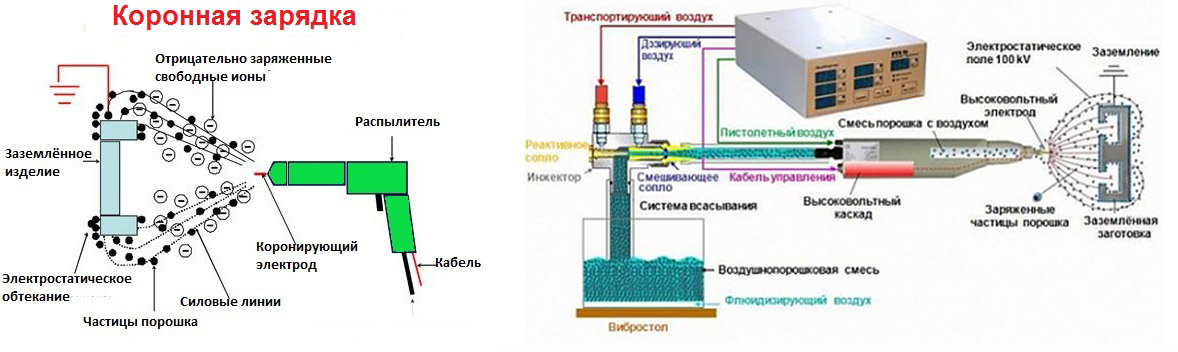
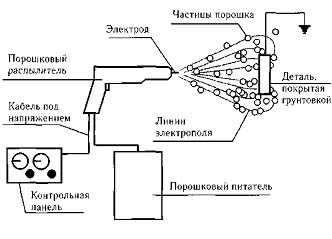
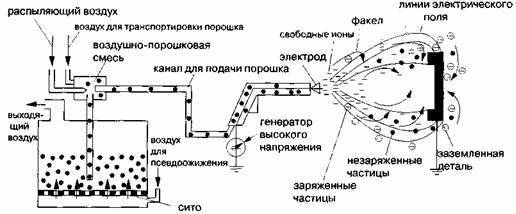
Сначала порошковая краска засыпается в питатель. Через пористую перегородку питателя подается воздух под давлением, который переводит порошок во взвешенное состояние, образовывая так называемый «кипящий слой» краски. Сжатый воздух может также подаваться компрессором, создавая при этом местную область «кипящего слоя». Далее аэровзвесь забирается из контейнера при помощи воздушного насоса (эжектора), разбавляется воздухом до более низкой концентрации и подается в напылитель, где порошковая краска за счет фрикции (трения) приобретает электростатический заряд. Это происходит следующим образом. Зарядному электроду, расположенному в главном ружье, сообщается высокое напряжение, за счет чего вырабатывается электрический градиент. Это создает электрическое поле вблизи электронов. Частицы, несущие заряд, противоположный заряду электрода, притягиваются к нему. Когда частицы краски прогоняются через это пространство, частицы воздуха сообщают им электрический заряд. При помощи сжатого воздуха заряженная порошковая краска попадает на нейтрально заряженную поверхность, оседает и удерживается на ней за счет электростатического притяжения.
Различают две разновидности электростатического распыления: электростатическое с зарядкой частиц в поле коронарного заряда и трибостатическое напыление.
При электростатическом способе напыления частицы получают заряд от внешнего источника электроэнергии (например, коронирующего электрода), а при трибостатическом — в результате их трения о стенки турбины напылителя.
При электростатическом способе нанесения краски применяется высоковольтная аппаратура. Порошковая краска приобретает электрический заряд через ионизированный воздух в области коронного разряда между электродами заряжающей головки и окрашиваемой поверхностью. Коронный разряд поддерживается источником высокого напряжения, встроенным в распылитель. Недостатком этого способа считается то, что при его использовании могут возникать затруднения с нанесением краски на поверхности с глухими отверстиями и углублениями. Поскольку частицы краски прежде осаждаются на выступающих участках поверхности, она может быть прокрашена неравномерно.
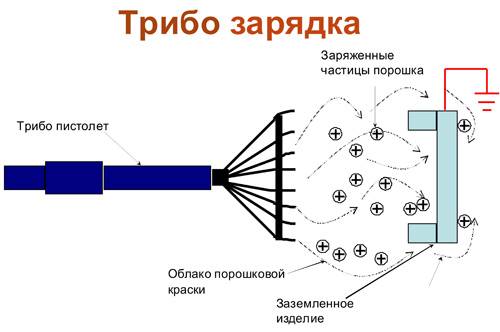
При трибостатическом напылении краска наносится с помощью сжатого воздуха и удерживается на поверхности за счет заряда, приобретаемого в результате трения о диэлектрик. «Трибо» в переводе означает «трение». В качестве диэлектрика используется фторопласт, из которого изготовлены отдельные части краскораспылителя. При трибостатическом напылении источник питания не требуется, поэтому этот метод гораздо дешевле. Его применяют для окрашивания деталей, имеющих сложную форму. К недостаткам трибостатического метода можно отнести низкую степень электризации, которая заметно снижает его производительность в 1,5-2 раза по сравнению с электростатическим.
На качество покрытия может влиять объем и сопротивление краски, форма и размеры частиц. Эффективность процесса также зависит от размеров и формы детали, конфигурации оборудования, а также времени, затраченного на покраску.
В отличие от традиционных способов окрашивания, порошковая краска не теряется безвозвратно, а попадает в систему регенерации камеры напыления и может использоваться повторно. В камере поддерживается пониженное давление, которое препятствует выходу из нее частиц порошка, поэтому необходимость в применении рабочими респираторов практически отпадает.





