
Значение слова Циркуль по словарю Даля:
Циркуль м. лат. орудие для черченья окружностей, кругов, также для измеренья мелких расстояний и прокладки их. разножка, кружальце, воробы. | Самая окружность. | Заводск. круглый сарай с конным воротом. Циркульный, к нему относящийся. Циркуляр, окружное письмо, послание, грамота, предписанье, сообщенье, повестка. Циркуляр губернаторам, исправникам. Циркулярный, разосланный ко многим, окружный. Цирк м. площадь или здание для конских ристаний и разных представлений. Цирковый, к нему относящийся. Циркумваляция ж. воен. место, окруженное рвом и валом. Циркумваляционный, к нему относящийся.
Устройство, характеристики и свойства
Если подключить фантазию, то внешне штангель выглядит, как симбиоз молотка и линейки.
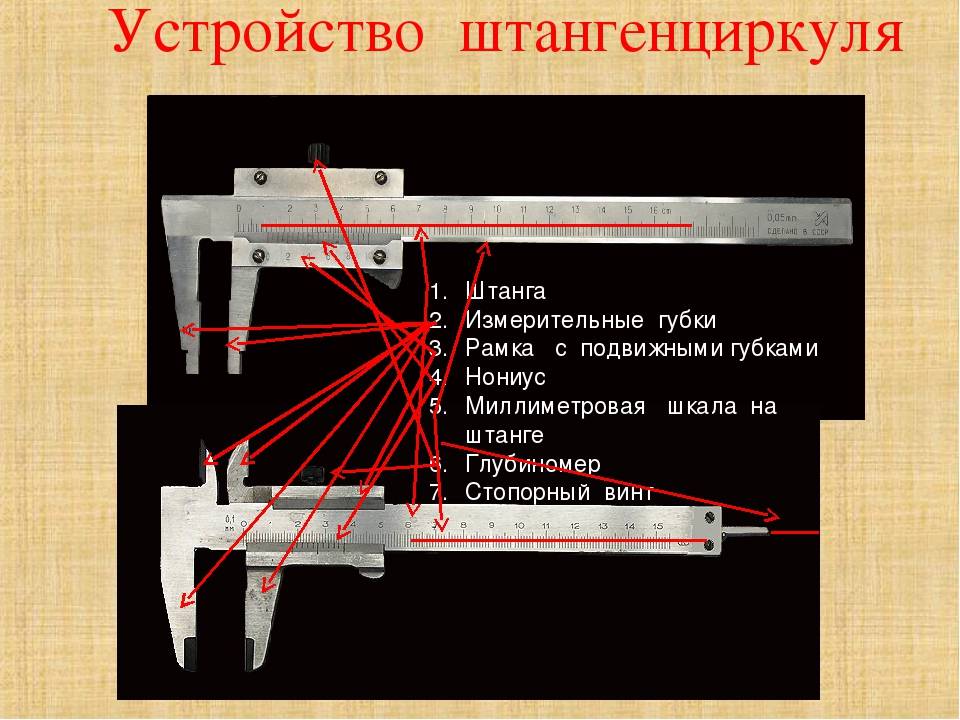
Состоит классический инструмент из следующих элементов:
- Штанга с размеченной шкалой. Максимальная величина измерений зависит от длины штанги.
- Измерительная рамка – подвижная часть штангеля, способная перемещаться вдоль штанги. На ней нанесена шкала нониуса, позволяющая определять доли миллиметра. Внутри рамки установлена пружина с фиксирующим винтом, прижимающая ее к штанге, что снижает погрешность измерений, которая способна повысится в следствии перекоса подвижной части относительно неподвижной. Вместо нониуса может быть установлена циферблатная шкала или небольшой цифровой дисплей, что зависит от модели штангенциркуля.
- Неподвижная губка – конструктивно является частью штанги или жестко на ней закреплена, и находится с одной стороны инструмента.
Рабочей зоной является внутренняя грань стационарной губки, во время измерений ее плотно прикладывают к измеряемому объекту.
- Подвижная губка – конструктивно является частью рамки или жестко на ней закреплена. Рабочая часть также внутренняя, а сама деталь расположена ровно напротив неподвижной губки таким образом, что при сдвигании рамки грани обеих губок соприкасаются. В этом положении нулевые параметры шкал штанги и нониуса должны совпадать.
- Выдвижная планка – конструктивная часть измерительной рамки, ее назначение для замера глубины в объектах.
Рассмотренная конструкция, имеющая односторонние губки, позволяет определять лишь внешние размеры объектов.
Для внутренних замеров потребуется штангенциркуль с двусторонним размещением губок.
Вторые имеют, как правило, меньшие размеры, расположены аналогично первым, но с противоположной стороны штанги, а рабочими являются внешние грани.
Материал
Металлический штангенциркуль изготавливают преимущественно из углеродистой и нержавеющей стали, низколегированных инструментальных сталей 9ХС, ХВГ.
Нержавеющий инструмент — классика, однако, в производстве современных штангелей используют и композит, например, на основе углеродного волокна и полимерных смол.
Размеры
Типовые размеры классических штангенциркулей:
- Длина губок для выполнения наружных замеров: 35 – 300 мм.
- Длина губок для выполнения внутренних замеров: 6 – 22 мм.
- Измерительный диапазон – до 2 м.
- Длина нониуса: 9 – 39 мм.
- Вес (зависит от материала и размеров): 0,2 – 8,9 кг.
Модели с диапазоном измерений до 5000 мм могут весить более 35 кг.
Следующие действующие ГОСТы регулируют как поверку, так и производство штангенциркулей:
- ГОСТ 166-89 – определяет технические условия
- ГОСТ 8.113-85 – определяет порядок поверки
Точность
Нониусный штангенциркуль характеризуется несколькими классами точности:
- класс – погрешность составляет 0,05 мм (двадцатая часть миллиметра)
- класс – погрешность составляет 0,1 мм (десятая часть миллиметра)
Для высокоточных замеров применяется совершенно другой инструмент – микрометр.
Чтобы наглядно показать, на что влияет класс точности, достаточно предположить, что необходимо определить диаметр нескольких сверл без маркировки.
Штангель второго класса точности позволит найти сверла диаметром 6,7 или 6,8 мм, а первого класса еще и 6,75 мм.
Для электронных инструментов погрешность может достигать 0,01 мм.
Поверка
В процессе работы штангенциркулем может наблюдаться нарушение его настроек, различные деформации отдельных элементов, банальный износ.
Все это влияет на точность проводимых измерений, которые, к тому же, способна исказить налипшая грязь, смазка, металлические опилки, покрывающие инструмент намагниченным слоем.
Каждому владельцу штангеля необходимо бережно обращаться с ним, и содержать инструмент в чистоте.
Дабы избежать различных искажений результатов измерений, выполняется ежегодная поверка инструмента.
Для этого достаточно обратится в специализированный сервисный центр по настройке и ремонту.
По результатам поверки выдается соответствующее свидетельство.
В домашних условиях выполнить простейшую проверку правильности показаний можно, если свести до упора губки штангенциркуля.
В этом случае нулевые штрихи должны совпадать.
Здравствуйте! Сегодня мы поговорим с вами про измерение деталей штангенциркулем или как многие его называют «колумбиком». К стати говоря а вы знаете почему штангенциркуль называют колумбиком. НЕТ? Тогда читайте мою статью и все станет понятно
Что это такое?
Своим появлением штангенциркуль обязан в первую очередь промышленной революции XVIII-XIX веков, во время которой начался массовый переход на механизацию ручного труда и индустриализацию. Однако прототип современного измерительного инструмента, получившего широкое применение в машиностроении того периода, появился двумя веками ранее, а именно в середине XVI века. В то время в токарных мастерских на станках для резки стали начали появляться линейки, выполненные из дерева и оснащённые передвижными губками.
Чуть позже, а именно в 1631 году, математиком П. Верньером инструмент был доработан и оснащён дополнительной измерительной шкалой, позволяющей выполнять более точные измерения с минимальной погрешностью. До наших дней созданный им штангенциркуль дошёл практически в неизменённом виде и в профессиональных кругах получил расхожее название «колумбик».
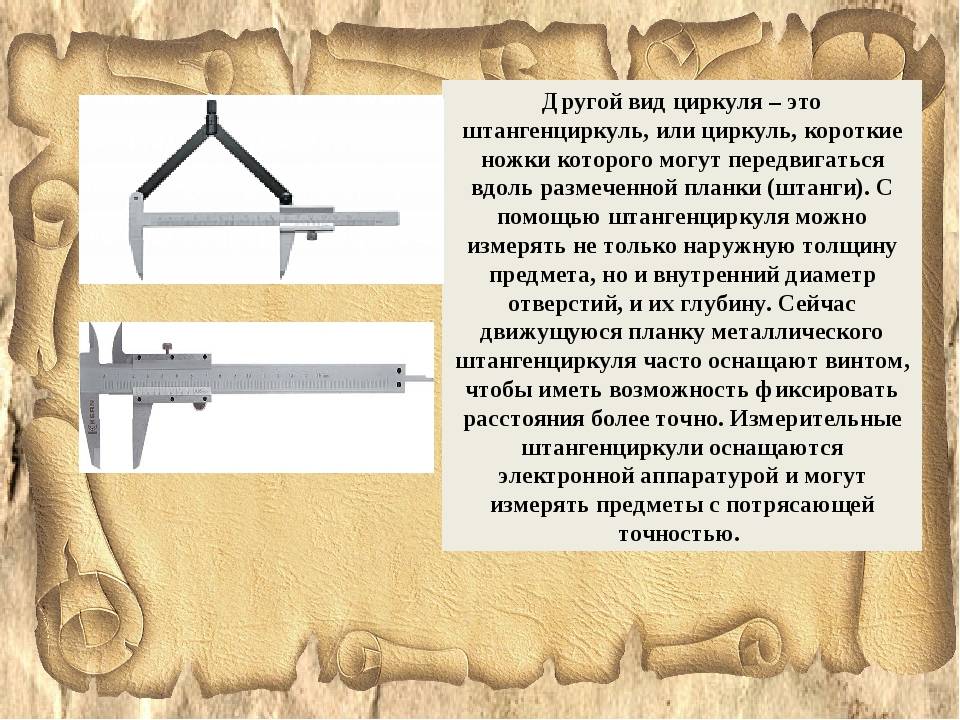
Сегодня главное назначение штангенциркуля состоит в выполнении высокоточных замеров, которые могут быть произведены как внутри измеряемых объектов, так и снаружи. Кроме того, он применяется для замера глубин отверстий, ступеней и криволинейных элементов. Инструмент просто необходим для измерения внешних и внутренних диаметров предметов круглой и цилиндрической форм, таких как болты и гайки, и для определения внутренних параметров канав, углублений и щелей. Принцип работы колумбика заключается в определении размера методом движения специальной измерительной рамки, свободно перемещающейся вдоль штанги, с нанесённой на неё шкалой.
Как пользоваться штангенциркулем, точность инструмента
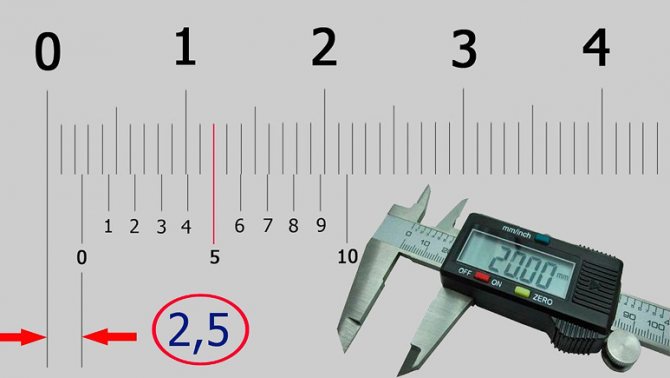
Измерения с точностью до 1 мм интуитивно понятны абсолютно всем и в особых разъяснениях абсолютно не нуждаются. Передвигая подвижную рамку вдоль штанги, зажимая (не сильно) губками деталь, мы отслеживаем на цифровой шкале штанги размер. Все хорошо, когда риска с «0» нониуса четко совпадает с любой из рисок основной шкалы. Это значит, что деталь имеет размер в целых миллиметрах. Но если риски шкалы и нониуса не совпадают, то большинство людей применит термин «больше» или «меньше». К примеру: чуть больше 30 мм для обывателя будет означать размер от 30 до 31 мм. Но пользование нониусом настолько просто, что имея штангенциркуль, продолжать пользоваться подобными величинами – моветон.
Шкала нониуса разбита таким образом, что наиболее точное совпадение ее риски с риской основной шкалы покажет точное значение после запятой в дробном значении размера детали.
Нужно учитывать класс точности инструмента, он обязательно пишется – чаще прямо на нониусе – чему равно одно его деление. Большинство самых распространенных штангенциркулей обладает способностью определять размер с точностью до 1/10 миллиметра, но есть приборы и до 2/100, на них написано 0,02. На принцип пользования нониусом это не влияет.





Кроме умения пользоваться нониусом, важно так же правильно пользоваться штангенциркулем во время проведения измерений, о чем детально рассказывается в следующем видео. Штангенциркули с круглой цифровой шкалой не требуют совпадения рисок, они прямо показывают на значение. Здесь важно учитывать значение деления, которое указывается на циферблате
Здесь важно учитывать значение деления, которое указывается на циферблате
Штангенциркули с круглой цифровой шкалой не требуют совпадения рисок, они прямо показывают на значение
Здесь важно учитывать значение деления, которое указывается на циферблате
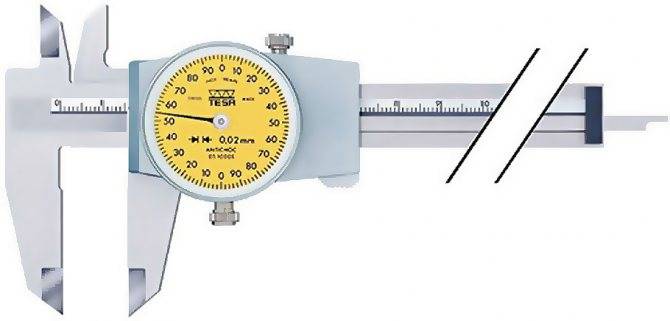
Для этого штангеля оно составляет 0,02 мм. К плюсам такого исполнения инструмента можно отнести возможность тарирования (физической установки на «0» шкалы циферблата) при сведенных губках с фиксацией зажимным винтом – здесь он снизу циферблата. К явным же недостаткам – исключительную аккуратность в обращении. Слишком велик риск повреждения инструмента при разбивании стекла циферблата. А ведь особую бережность в обращении со штангенциркулем при проведении слесарных, токарных или фрезерных работ обеспечить практически невозможно, поэтому ШЦК все чаще снимается с производства ввиду малого спроса, хотя в домашних условиях, при бережном отношении он может многие годы служить верой и правдой.
Хотя очень недорогие (от 5,5 $) за штуку углепластиковые циферблатные штангеля все же пока удерживают этот тип инструмента на плаву.

Еще одним фактором, влияющим на уход с рынка ШЦК, стало наличие недорогих и менее прихотливых в эксплуатации ШЦЦ – цифровых или дигитальных (от digital – цифровой) штангенциркулей, в основном китайского производства.

Несколько слов о кнопках на цифровом штангенциркуле. Зеленая вверху – переключатель значений «миллиметры – дюймы». Ремарка: наличие на основной шкале (а также на подвижной рамке) верхней разметки позволяет производить измерения в дюймах, что в общем-то для нас не так уж и актуально. Левая красная кнопка снизу включает и выключает прибор. А вот правая, на наш взгляд, самая интересная кнопка, позволяющая обнулить значение в любом положении губок. Эта функция очень полезна при контроле размера большого числа однотипных деталей, когда номинальный размер выставляется изначально, фиксируется желтой кнопкой, а при замерах мы видим отклонения от него, причем в обе стороны.
Кстати, взаимная проверка точности всех перечисленных типов штангелей, в т.ч. и с разным классом точности измерений, показывает, что даже старые советские инструменты, при условии не убийственных условий эксплуатации, вполне справляются со своей задачей
Важно помнить: наиболее точным значением для наружных размеров будет наименьшее, а для внутренних – наибольшее. Все дело в том, что крайне сложно абсолютно точно позиционировать инструмент при замерах, а искажения дают именно эти неточности. И еще одно: винт фиксации подвижной рамки нужно держать в слегка поджатом состоянии, что предотвратит слишком большой ее люфт на основной штанге
И подводить к детали ее нужно без чрезмерных усилий, которые вынудят этот самый люфт конвертировать в искажение замера
И еще одно: винт фиксации подвижной рамки нужно держать в слегка поджатом состоянии, что предотвратит слишком большой ее люфт на основной штанге. И подводить к детали ее нужно без чрезмерных усилий, которые вынудят этот самый люфт конвертировать в искажение замера.
Порядок измерений
Теперь о том, как работает штангенциркуль. Перед тем как начать пользоваться, необходимо подготовить устройство и измеряемую деталь: очистить поверхность от грязи, чтобы обеспечить максимальную точность. Губки нужно плотно свести и оценить размер просвета между ними. Если конструкция исправна, то он будет минимальный.
Далее подвижную рамку необходимо передвинуть так, чтобы её первая риска совпала с нулевой отметкой на шкале штанги в точности. Если не учесть это и не выполнить, то результаты не будут точными. Если не получается сопоставить эти отметки, то такой штангенциркуль неисправен и пользоваться им не рекомендуется. Лишь убедившись, что конструкция полностью подготовлена, можно начинать работать.
Измерение наружных поверхностей
Когда требуется провести измерение линейного размера, либо наружного диаметра, то последовательность использования инструмента следующая. Прежде всего, губки нужно развести, передвигая рамку. А потом плотно прижать их к противоположным поверхностям детали, которую требуется измерить, и закрепить положение рамки с помощью винта. Если измеряется наружный диаметр детали цилиндрической формы, то её ось должна быть точно перпендикулярна плоскости рамки. Если же измеряется длина детали или изделия, то его продольная ось должна располагаться точно параллельно штанге. Эти условия необходимо соблюдать, пользуясь штангенциркулем, иначе невозможно получить точные результаты.

Измерение внутренних поверхностей
Если нужно произвести измерение диаметра отверстия, то наружные губки должны быть установлены на нуле. Их надо вставить в отверстие, которое требуется измерить. Держать штангенциркуль при этом необходимо ровно. Далее губки нужно до упора развести, так, чтобы они плотно прижались к внутренним стенкам детали. Зафиксировать их положение, пользуясь стопорным винтом. Затем снимаются показания и производятся необходимые вычисления, если использовался нониусный штангенциркуль.

Определение глубины
Чтобы провести замер глубины отверстия, потребуется переместить рамку и выдвинуть глубиномер. Затем вставить его до упора в отверстие, чтобы конец коснулся дна. Он должен быть расположен точно перпендикулярно поверхности измеряемой детали. Прижать к стенке. Штангу переместить в торец также до упора. С помощью стопорного винта зафиксировать положение, и вывести устройство.

Замер резьбовых соединений
Штангенциркулем можно пользоваться для замера резьбовых соединительных деталей – винтов, болтов и др. Показатели диаметров резьбы определяются по выступам. С этой целью измеряемый винт или болт следует установить вертикально и зажать губками. После этого возможно определять нужные показатели.
Если требуется замерить шаг резьбы, пользуясь штангенциркулем, это производится в следующей последовательности. Сначала измеряются высота стержня и внешний диаметр детали. А затем подсчитывается число витков резьбы. Разделив длину стержня на количество витков можно получить показатель шага резьбы.

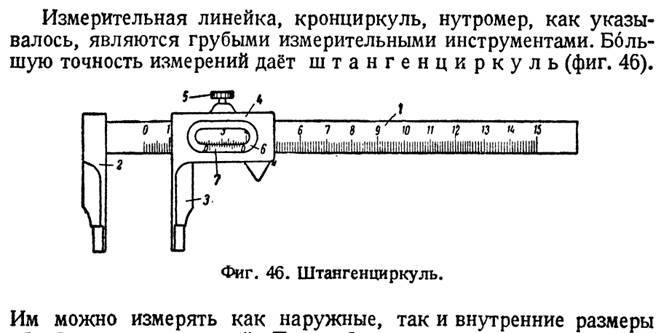
Устройство двустороннего штангенциркуля с глубиномером представлено на рисунке. Пределы измерений этого инструмента составляют 0—150 мм. С его помощью можно измерять как наружные, так и внутренние размеры, глубину отверстий с точностью до 0,05 мм.
Измерительный инструмент Штангенциркуль,инструкция по применению.
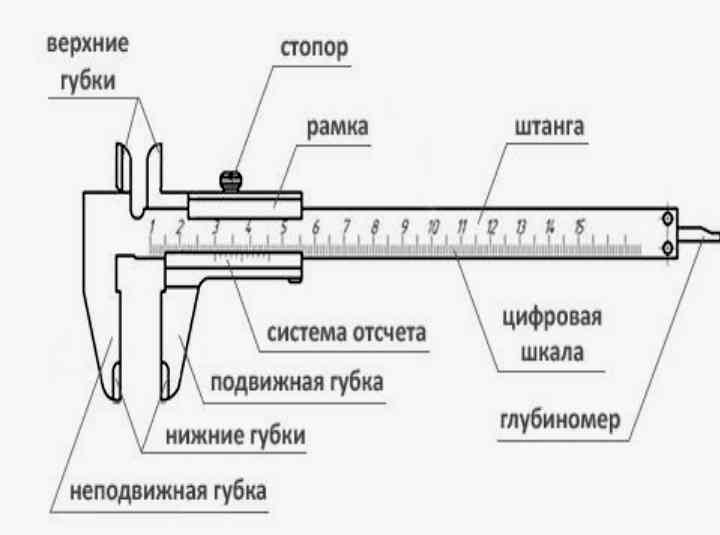
Основные элементы
- Штанга.
- Рамка.
- Губки для наружных измерений.
- Губки для внутренних измерений.
- Линейка глубиномера.
- Стопорный винт для фиксации рамки.
- Шкала нониуса. Служит для отсчета долей миллиметров.
- Шкала штанги.
Устроен классический штангенциркуль следующим образом. На измерительной штанге с помощью пазов установлена подвижная рамка. Для того, чтобы рамка плотно сидела, внутри установлена плоская пружина и предусмотрен винт, для жесткой ее фиксации. Фиксация необходима при проведении разметочных работ.




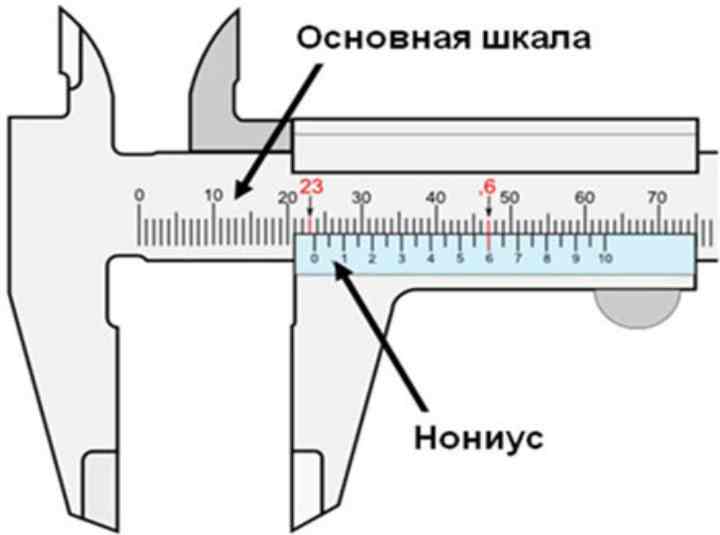
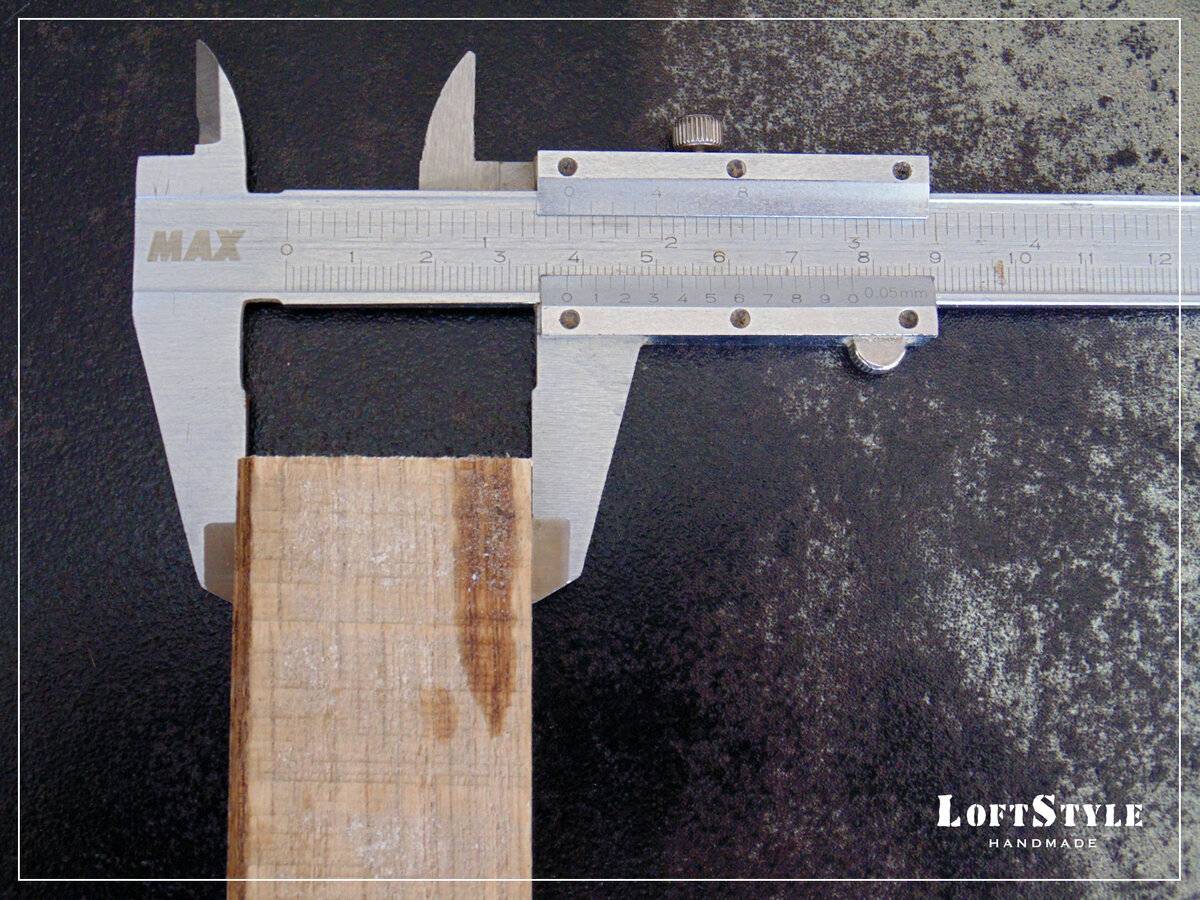
На штанге нанесена метрическая шкала с шагом 1 мм и цифрами обозначены сантиметровые деления. На рамке нанесена дополнительная шкала с 10 делениями, но с шагом 1,9 мм. Шкала на рамке называется нониусом в честь ее изобретателя португальского математика П.Нуниша. Штанга и рамка имеют измерительные губки для наружных и внутренних измерений. К рамке дополнительно закреплена линейка глубиномера. Этот инструмент часто называют “Колумбик” и “Маузер”.Для промышленности СССР одно время массово поставлялись штангенциркули фирмы «Columbus» и “MAUSER“. Отсюда и закрепившееся обиходное “Колумбик” и “Штангенмаузер”.
Как видно на фото, измеренный размер составляет 11 целых и 6 десятых миллиметра, так как от нулевой отметки шкалы на штанге до первой риски нониуса получилось 11полных деления (11мм) и на нониусе совпала с риской шкалы штанги риска шестого деления нониуса (одно деление на нониусе соответствует 0,1 мм измерений).
Примеры измерения штангенциркулем
Измерительный инструмент Штангенциркуль,инструкция по применению.
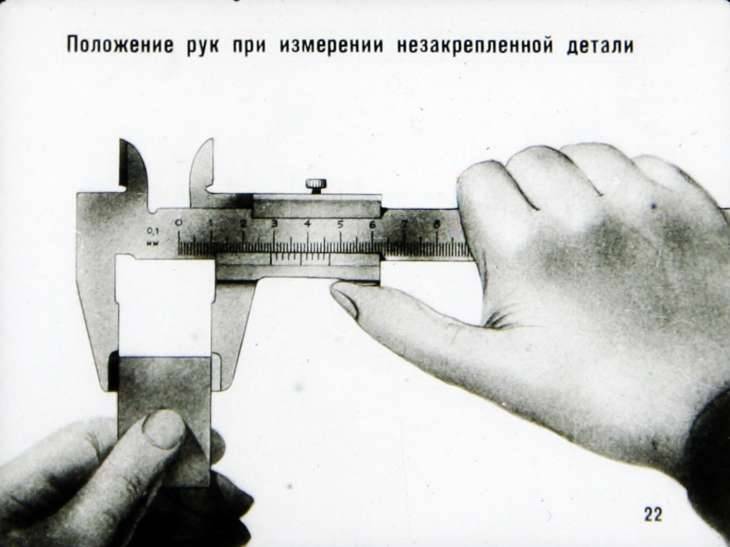
Для измерения толщины или диаметра детали нужно развести губки штангенциркуля, вставить в них деталь и свести губки до соприкосновения с поверхностью детали. Надо проследить, чтобы плоскости губок при смыкании были параллельны плоскости измеряемой детали. Внешний диаметр трубы измеряется точно так же, как и размер плоской детали, только нужно, чтобы губки прикасались к диаметрально противоположным сторонам трубы.
Для того, чтобы измерять внутренний размер в детали или внутренний диаметр трубы, у штангенциркуля есть дополнительные губки для внутренних измерений. Их заводят в отверстие и раздвигают до упора в стенки детали. При измерении внутренних диаметров отверстий добиваются максимального показания, а при измерении в отверстии параллельных сторон, добиваются минимальных показаний.
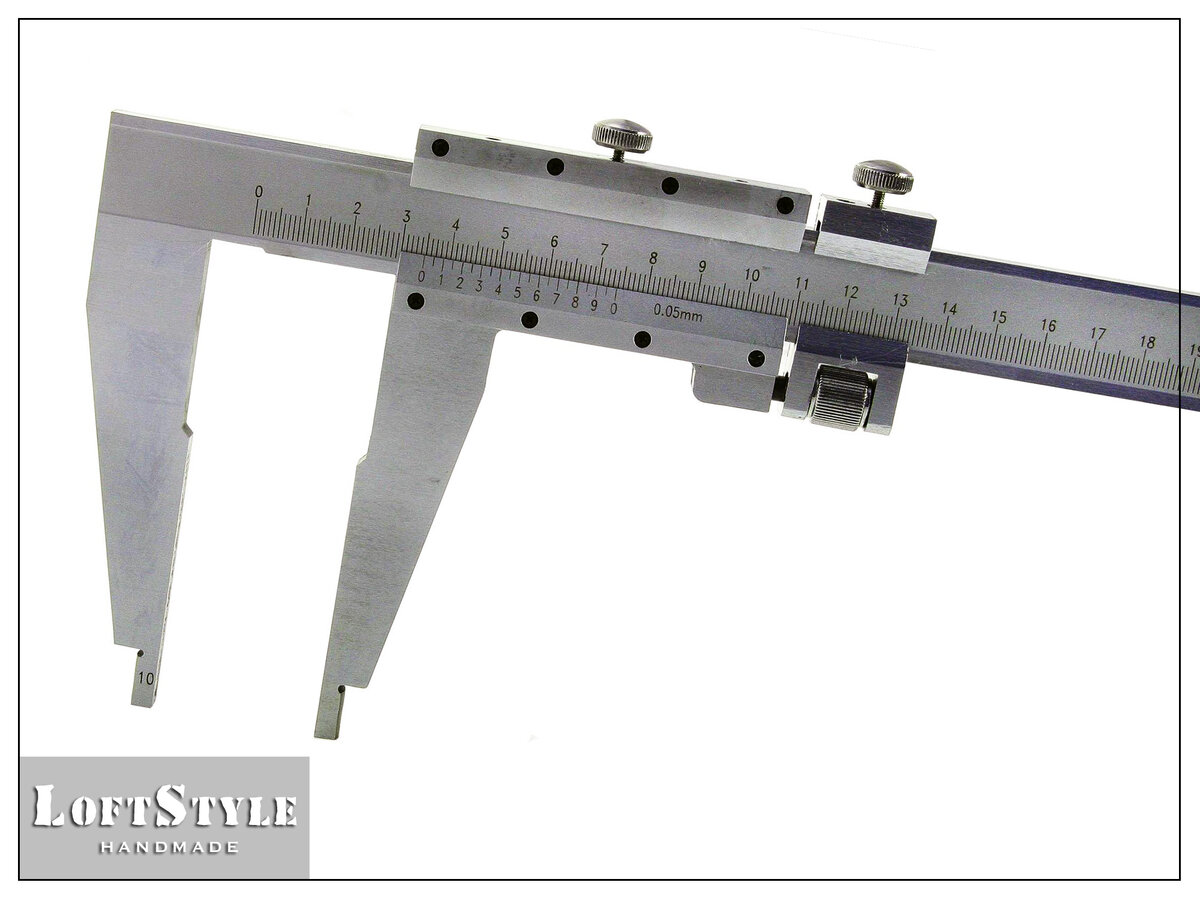
В некоторых типах штангенциркулей губки не смыкаются до нуля и имеют собственную толщину, которая обычно на них выбита, например, число «10», хотя первая риска нониуса стоит на нулевой отметке. В случае измерения внутренних отверстий таким штангенциркулем к считанным показаниям по шкале нониуса добавляется 10 мм.
С помощью штангенциркуля типа колумбус, имеющего подвижную линейку глубиномера можно измерять глубину отверстий в деталях.
Для этого нужно полностью выдвинуть линейку глубиномера из штанги, вставить ее до упора в отверстие. Подвести до упора в поверхность детали торца штанги штангенциркуля, при этом не допуская выхода линейки глубиномера из отверстия.
На фотографии, для наглядности, я продемонстрировал измерение глубины отверстия, приложив линейку глубиномера штангенциркуля с внешней стороны отрезка трубы.
Интересные и малоизвестные факты про штангенциркуль
История создания штангенциркуля и интересные факты про него
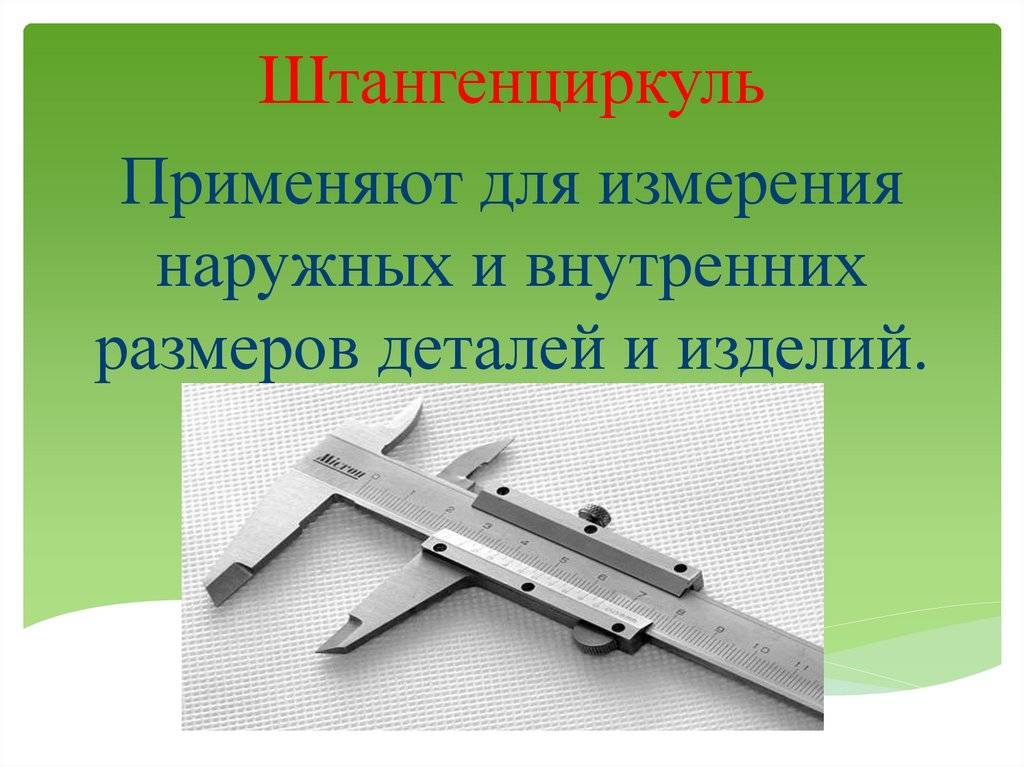
Штангенциркуль представляет собой измерительный прибор универсального типа, который нужен для точных измерений внутренних и наружных размеров, а еще измерения для глубины отверстий.
Самыми популярными областями применения этого прибора является ремонт автомобилей, строительство и починка оборудования, а также обработка изделий из металла и древесины.
Область применения практически не имеет ограничений – прибор можно применять для определения размеров с невероятной точностью и в быту, и даже в аэрокосмический отрасли.
Возможности использования
Они ограничиваются только размером шкалы и требованиями точности.
Устройство достаточно просто, причем основным элементом является неподвижная штанга с губками и шкалой для внутренних и наружных размеров, к которой прикреплены фиксирующие и подвижные элементы.
В некоторых моделях есть подвижная шкала в верхней части с дюймовой измерительной системой.
История создания
История штангенциркуля довольно интересная. Первые такие приборы были сделаны из древесины и использовались уже в начале 17 века. А вот штангенциркули из металла появились в 18 веке с большой шкалой делений.
Первые настоящие устройства с нониусом (вспомогательной шкалой, которая нужна для более точного определения числа долей делений на основной шкале) появилась в Лондоне лишь в конце 18 века. Примерно с середины 19 века стали выпускать штангенциркули в промышленных объемах и устанавливать на них дополнительную шкалу, чтобы повышать точность измерений. Штангенциркули почти не изменились, а вот отличаются они друг от друга методом и временем изготовления.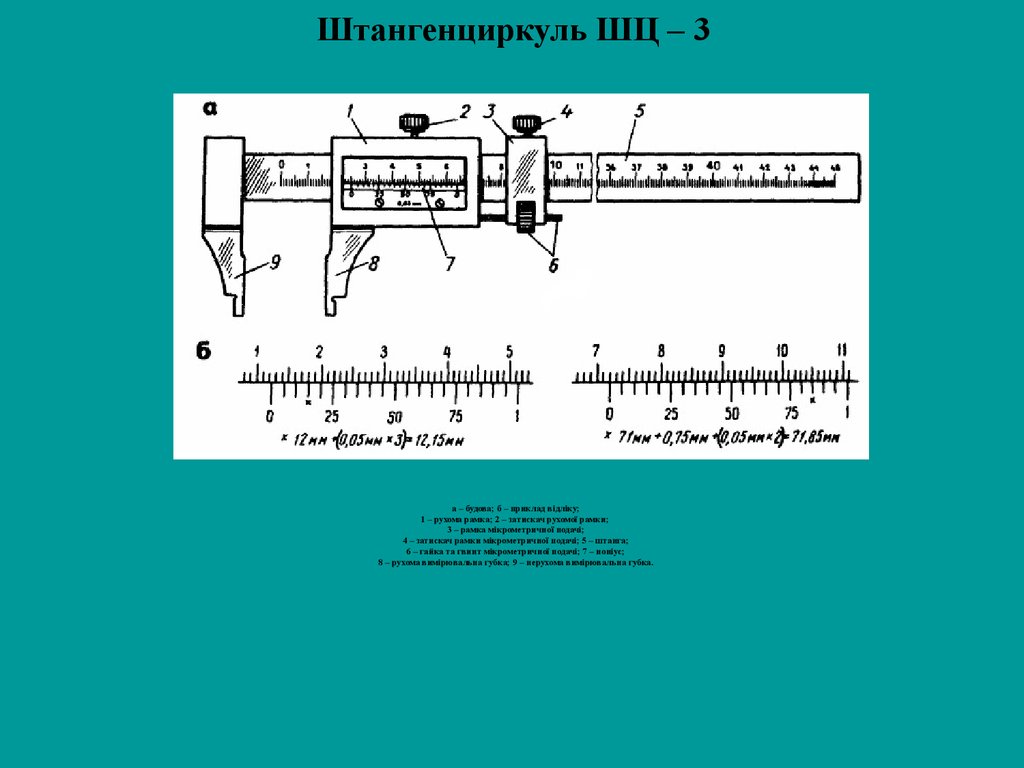
Такой древний измерительный прибор, в котором конструкция за все время не потерпела практически никаких измерений за все это время, стала эталоном технического совершенства и заслуживает максимального почтения перед тем, кто его придумал. Вряд ли вы сможете даже примерно подсчитать, какое количество таких инструментов сейчас кем-то используется.
Разновидность устройства, которая оснащена дополнительно глубиномером называется на профессиональном сленге «колумбус», или ласково «колумбик». Название произошло от производителя измерительного инструмента, который поставлялся массово под этой маркой в бывший СССР.
Его говорить про авиационную промышленность, то такие приборы называли «маузерами», и лишь по причине того, что штангенциркули высокого качества поставляла в СССР фирма «Маузер».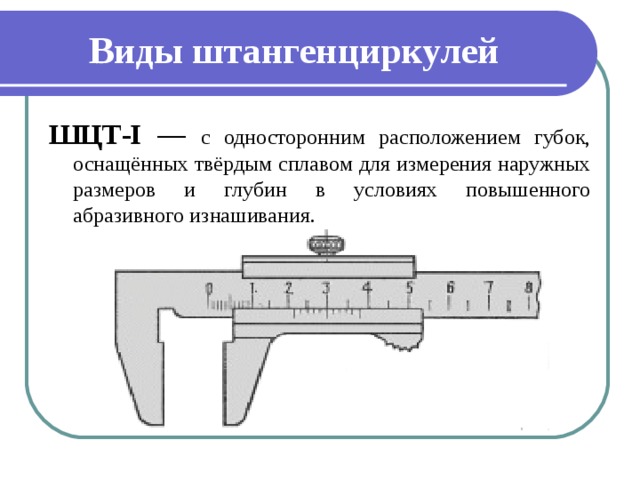 Отметим тот факт, что современные штангенциркули является лишь усовершенствованными аналогами самого первого инструмента по новым технологиям.
Отметим тот факт, что современные штангенциркули является лишь усовершенствованными аналогами самого первого инструмента по новым технологиям.
Интересно, что нониус изобрел португальский математик Педро Нуниш.
В тот момент математик работал над тем, чтобы создать навигационный прибор, но принцип, который был при этом выбран, был основан на то, что глаз человека куда более точно способен определить совпадение делений на шкалах, чем относительное положение одного деления на два других. Это и легло в основу нониуса, который был назван в его честь.
Малоизвестные факты
Интересные факты о штангенциркуле уже описаны ранее, но мы рассмотрим еще несколько:
Рейтинг
( 92 оценки, среднее 4.22 из 5 )
13
22 323.
Олег Сомов/ автор статьи
Опытный строитель с более чем 10 летнем стажем Каркасных и Фахверковых домов из клеенного бруса, делюсь опытом с читателями моего сайта, жмите звездочку и делитесь с друзьями, если было полезно!
Как правильно пользоваться штангенциркулем
Штангенциркуль – высокоточный инструмент, используемый для измерения наружных и внутренних линейных размеров, глубин отверстий и пазов, разметки. Свое название этот универсальный прибор получил от линейки-штанги, которая служит основой его конструкции.
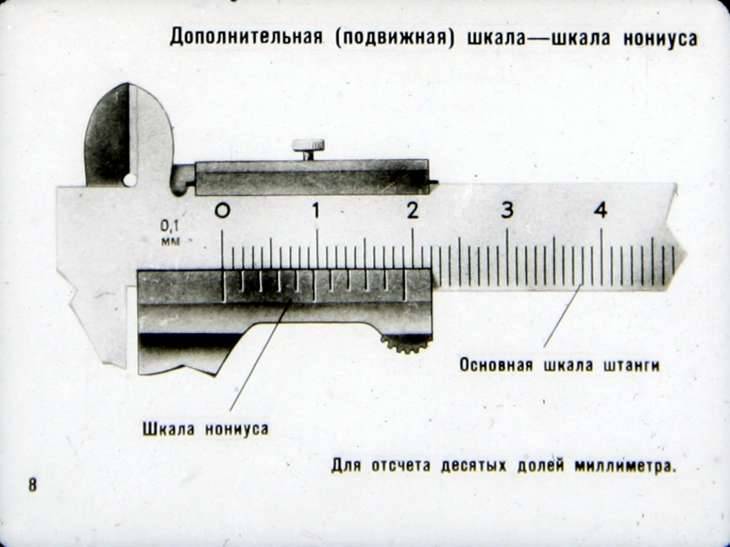
Определение показаний по нониусу
Для определения показаний штангенциркуля необходимо сложить значения его основной и вспомогательной шкалы.
- Количество целых миллиметров отсчитывается по шкале штанги слева направо. Указателем служит нулевой штрих нониуса.
- Для отсчета долей миллиметра необходимо найти тот штрих нониуса, который наиболее точно совпадает с одним из штрихов основной шкалы. После этого нужно умножить порядковый номер найденного штриха нониуса (не считая нулевого) на цену деления его шкалы.
Результат измерения равен сумме двух величин: числа целых миллиметров и долей мм. Если нулевой штрих нониуса точно совпал с одним из штрихов основной шкалы, полученный размер выражается целым числом.









На рисунке выше представлены показания штангенциркуля ШЦ-1. В первом случае они составляют: 3 + 0,3 = 3,3 мм, а во втором — 36 + 0,8 = 36,8 мм.
Нониус с ценой деления 0,05 мм
Шкала прибора с ценой деления 0,05 мм представлена ниже. Для примера приведены два различных показания. Первое составляет 6 мм + 0,45 мм = 6,45 мм, второе — 1 мм + 0,65 мм = 1,65 мм.
Аналогично первому примеру необходимо найти штрихи нониуса и штанги, которые точно совпадают друг с другом. На рисунке они выделены зеленым и черным цветом соответственно.
Устройство механического штангенциркуля
Устройство двустороннего штангенциркуля с глубиномером представлено на рисунке. Пределы измерений этого инструмента составляют 0—150 мм. С его помощью можно измерять как наружные, так и внутренние размеры, глубину отверстий с точностью до 0,05 мм.
Основные элементы
- Штанга.
- Рамка.
- Губки для наружных измерений.
- Губки для внутренних измерений.
- Линейка глубиномера.
- Стопорный винт для фиксации рамки.
- Шкала нониуса. Служит для отсчета долей миллиметров.
- Шкала штанги.
Губки для внутренних измерений 4 имеют ножевидную форму. Благодаря этому размер отверстия определяется по шкале без дополнительных вычислений. Если губки штангенциркуля ступенчатые, как в устройстве ШЦ-2, то при измерении пазов и отверстий к полученным показаниям необходимо прибавлять их суммарную толщину.
Величина отсчета по нониусу у различных моделей инструмента может отличаться. Так, например, у ШЦ-1 она составляет 0,1 мм, у ШЦ-II 0,05 или 0,1 мм, а точность приборов с величиной отсчета по нониусу 0,02 мм приближается к точности микрометров.
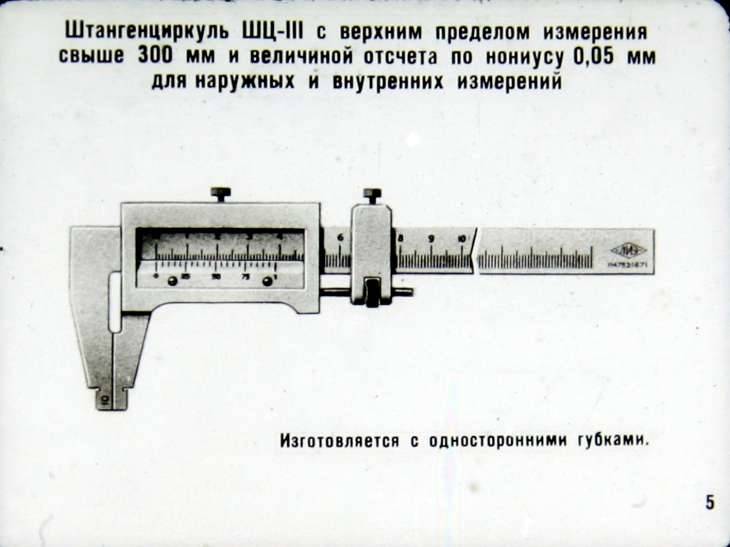
Конструктивные отличия в устройстве штангенциркулей могут быть выражены в форме подвижной рамки, пределах измерений, например: 0–125 мм, 0–500 мм, 500–1600 мм, 800–2000 мм и т.д.
Точность измерений зависит от различных факторов: величины отсчета по нониусу, навыков работы, исправного состояния инструмента.
Порядок проведения измерений, проверка исправности
Перед работой проверяют техническое состояние штангенциркуля и при необходимости настраивают его. Если прибор имеет перекошенные губки, пользоваться им нельзя. Не допускаются также забоины, коррозия и царапины на рабочих поверхностях. Необходимо, чтобы торцы штанги и линейки-глубиномера при совмещенных губках совпадали. Шкала инструмента должна быть чистой, хорошо читаемой.
Измерение
- Губки штангенциркуля плотно с небольшим усилием, без зазоров и перекосов прижимают к детали.
- Определяя величину наружного диаметра цилиндра (вала, болта и т. д.), следят за тем, чтобы плоскость рамки была перпендикулярна его оси.
- При измерении цилиндрических отверстий губки штангенциркуля располагают в диаметрально противоположных точках, которые можно найти, ориентируясь по максимальным показаниям шкалы. При этом плоскость рамки должна проходить через ось отверстия, т.е. не допускается измерение по хорде или под углом к оси.
- Чтобы измерить глубину отверстия, штангу устанавливают у его края перпендикулярно поверхности детали. Линейку глубиномера выдвигают до упора в дно при помощи подвижной рамки.
- Полученный размер фиксируют стопорным винтом и определяют показания.
Работая со штангенциркулем, следят за плавностью хода рамки. Она должна плотно, без покачивания сидеть на штанге, при этом передвигаться без рывков умеренным усилием, которое регулируется стопорным винтом.
Необходимо, чтобы при совмещенных губках нулевой штрих нониуса совпадал с нулевым штрихом штанги.
В противном случае требуется переустановка нониуса, для чего ослабляют его винты крепления к рамке, совмещают штрихи и вновь закрепляют винты.





