
Чистка

Процедуру очищения жала паяльника проводят с помощью потирания о мягкую пористую, либо волокнистую подкладку. Лучшим вариантом станет выбор натурального войлока. Альтернативой станет использование базальтового картона. Качественной считается двухступенчатая чистка. Первая ступень касается использования губки-путанки из металлической ленты. Вторая ступень очистки заключается в применении войлока.
В конце инструмент выключают. Важным считается этап, когда мастер горячее жало вводит в твердую канифоль. Необходимо дождаться момента, пока она перестанет пускать пузыри. После этого жало мастер вынимает, придерживая концом вниз. Таким образом, излишки канифоли стекут. После того, как инструмент полностью остыл, его можно отложить на хранение.
↑ Начинаем паять
Подготовка к пайке
При самом первом подключении паяльника к сети, он будет обязательно дымить. В этот момент происходит выгорание заводской смазки. После того как выделение дыма прекратится, паяльник надо выключить и дать ему остыть. Затем перед тем как паять, нужно выполнить заточку жала.
Жало паяльника изготовлено в виде стержня цилиндрической формы. Материалом служит медный сплав. Фиксация осуществляется прижимным винтом. В большинстве случаев жало идет без заточки, и поэтому его следует подготовить. Изменить форму можно с помощью молотка, напильника или наждачной бумаги.
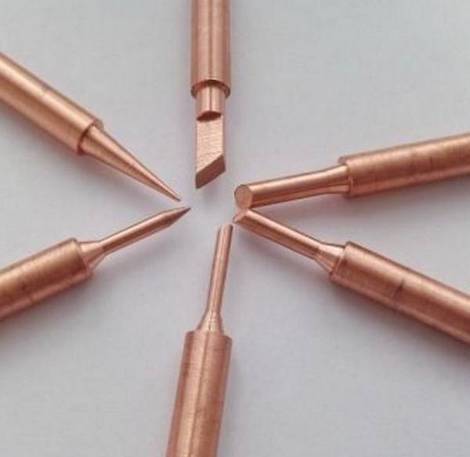
ля каждого типа работ необходима своя конфигурация кончика:
- Форма плоская или в виде лопатки придается путем сплющивания. Плоская угловая заточка может потребоваться для соединения массивных деталей.
- Заточка в форме острого конуса или пирамидки требуется для того чтобы припаять мелкие детали.
- Менее острый конус нужен для спаивания толстых проводников и больших деталей.
При отсутствии защитного покрытия жало инструмента необходимо подвергнуть лужению. На поверхность рабочей части наносится тонкий слой олова. Эта процедура выполняется во время первого включения, когда уже нет выделения дыма. После того как инструмент готов – учимся паять.
Особенности пайки электрических проводов с одной жилой
Перед тем как правильно паять паяльником с канифолью и оловом провода, определяют их толщину, чтобы не ошибиться в мощности электрического инструмента. Потом выполняют операции последовательно. Однако на проводимые действия оказывает влияние тип и электроизоляция проводки. При этом последовательность операций не зависит от толщины проводов. Если они имеют большой диаметр, тогда процесс пайки выполняется точно так же, как и соединение тонкой проводки при помощи паяльника. Единственное отличие – толстые провода может не получиться прогреть до нужной температуры при использовании того же инструмента, что и для проводки с меньшим поперечным сечением. В данной ситуации достаточно будет использовать паяльник помощнее.
В этом видео рассказывается о пайке электропроводных скруток:
Важно!
В правилах эксплуатации электроустановок, а также в ГОСТах сказано, что паять провода из меди запрещено, если из них созданы заземляющие линии. Иначе места соединений могут сильно разогреться, когда произойдет аварийная ситуация. Их нагрев приведет к тому, что припой просто стечет. Чтобы соединить провода заземляющих электролиний, применяют специально разработанные для этого зажимы.
Если необходимо спаять медные одножильные электропровода, у которых отсутствует изоляция, выполняют следующие действия:
Удаляют окислы.
Эту операцию обязательно выполняют, перед тем как правильно паять паяльником с кислотой и оловом или с другим флюсом. Данное действие осуществляют при использовании простого острого ножа, напильника или наждачки. Для этого еще можно использовать кусачки. Через их губки необходимо поворачивая протянуть концы или другие участки соединяемых электропроводов. Такое действие позволяет удалить окислы с их поверхности. При этом кусачки не нужно сильно сжимать. Иначе очищаемый провод будет перекушен.
В данном видео показано, как выполняется пайка многожильных электропроводов:
Наносят флюс.
Сначала провода необходимо нагреть. Потом их прижимают, например, к канифоли. Этот расходный материал должен покрыть всю их поверхность. Если в наличии имеется флюс в жидком состоянии, тогда для его нанесения используют кисточку.
Проводят лужение.
Вначале разогретым наконечником паяльника подцепляют небольшое количество припоя. При этом его не нужно брать очень мало. На конце наконечника паяльника высота подцепленного припоя должна составлять примерно 1 мм. Далее, жалом электрического инструмента прикасаются к подготовленному участку электропровода, чтобы его нагреть. После этого при правильно выполненных действиях припой самостоятельно должен растечься по поверхности электрической жилы. При этом не совершают вспомогательных мажущих движений. Электропровод просто нагревают уже горячим наконечником паяльника.
На заметку!
Когда необходимо выполнить лужение на значительном участке провода, тогда жалом с припоем касаются его поверхности в нескольких точках.
Этот видеоматериал будет полезен начинающим мастерам, которые хотят узнать все основные тонкости пайки:
Соединяют электропровода.
Без этого действия не обойтись, перед тем как спаять провода паяльником. Причем их соединяют не торцами, а размещают параллельно впритык друг к другу. При этом длина данного участка должна составлять минимум 15 диаметров спаиваемых проводов. Только соединение такого размера будет прочным. При возможности лучше выполнить скрутку двух проводов.
- Повторно наносят флюс.
- Выполняют пайку.
Эта операция проводится аналогично лужению. Другими словами, подцепляют небольшое количество припоя наконечником паяльника, а потом жалом греют два соединяемых электропровода. Во время процесса обязательно следят, чтобы провода не двигались. Они не должны смещаться до тех пор, пока припой полностью не остынет.
На заметку!
Когда необходимо присоединить электропровод к клемме или какому-нибудь контакту, осуществляют такие же действия, как и при пайке двух одинарных жил. Если невозможно клемму или контакт окунуть в канифоль, тогда используют один из жидких флюсов.
Еще один видеоурок, который поможет узнать, что нужно для паяльника и какой за ним требуется уход:
Меры безопасности при пайке
Паять правильно- это значит, в том числе, и паять безопасно. Два основных фактора опасности при паяльных работах – это высокая температура и вредные для здоровья газы, выделяющиеся при плавлении паяльной прволокия и кипении флюса. Исходя из этого, меры безопасности должны быть следующими:
- Перед началом работы следует осмотреть оборудование на предмет отсутствия механических повреждений, целостности кабеля питания и вилки, надежности крепления жала.
- Рабочее место должно хорошо вентилироваться, лучше всего – быть оборудованным вытяжной вентиляцией.
- Рабочее место недопустимо захламлять, в рабочей зоне должны быть только те предметы, которые будут паяться прямо сейчас.
- Каждый раз, выпуская электропаяльник из рук, кладите его на специальную массивную подставку, исключающую опрокидывание.
- Следует остерегаться брызг припоя и флюса, для чего надо обязательно использовать защитные очки или прозрачный щиток.
- Для фиксации деталей следует применять только инвентарные приспособления: пинцеты, зажимы, устройство «третья рука».
В случае, если брызги попали на кожу, необходимо промыть пораженное место струей холодной чистой воды и нанести антисептическую заживляющую мазь. При попадании брызг в глаза или на другие слизистые оболочки, а также в случае сильных ожогов следует немедленно обратиться к врачу. При работе следует соблюдать и общие меры электробезопасности, а при использовании газовой паяльной горелки – дополнительные меры пожарной безопасности.
Как качественно паять паяльником?
Лучший способ научиться делать что либо – практиковаться. Паяние не исключение. Есть ряд упражнений, помогающих освоить этот, безусловно, сложный, но полезный инструмент.
Следует взять голый или изолированный провод (чтобы попрактиковаться в снятии изоляции) и разрезать его
на 12 одинаковых кусков.
Чтобы они получились не слишком мелкими, оптимальная длина –
30-40 сантиметров
(до разрезки).
После нарезки следует взять паяльник и составить из этих заготовок куб, пользуясь только паяльником и плоскогубцами. Это позволит вам почувствовать инструмент и приловчится к сего использованию. Потом готовый остывший куб следует взять в ладонь и сжать в кулак. Работа удовлетворительна, если спайки останутся целыми. Это можно практиковать для поддержания навыков на высоком уровне, даже если вы – опытный специалист, и уверены в себе.
Второй способ тренировки работы с паяльником требует тонкой проволоки и зачищенного кабеля. Его нужно обмотать вокруг проволоки, а потом аккуратно спаять, пользуясь паяльником и плоскогубцами. Следует практиковаться, пока не получится паять качественно провода с первого раза. После этого стоит приступать к нормальной ответственной работе.
Регулярная практика позволит очень быстро достичь значительного прогресса в пайке
Уже в скором времени вы сможете самостоятельно починить радио, проводку (соблюдая правила осторожности) или другую домашнюю технику. Но до этого стоит доверить это дело специалистам, чтобы не рисковать дорогими предметами.
Используемое оборудование
Для того чтобы качественно отремонтировать изделия, нужно подготовить материалы, оборудование и изучить технологию. Чтобы паять нержавейку в мастерской на дому, потребуется:
- электропаяльник мощностью 100 Вт (портативная пропановая горелка);
- флюс;
- обезжириватель (растворитель);
- абразивная бумага, проволочная щетка, надфиль;
- оловянный припой;
- ветошь;
- средства защиты: перчатки, респиратор, защитные очки или прозрачный щиток.

Портативная пропановая горелка
Кроме того, для первичного прогрева массивных заготовок может понадобиться более мощный паяльник. Ортофосфорная кислота обеспечивает высококачественную очистку поверхности и быструю свёртываемость.










Аксессуары необходимые для пайки и распайки
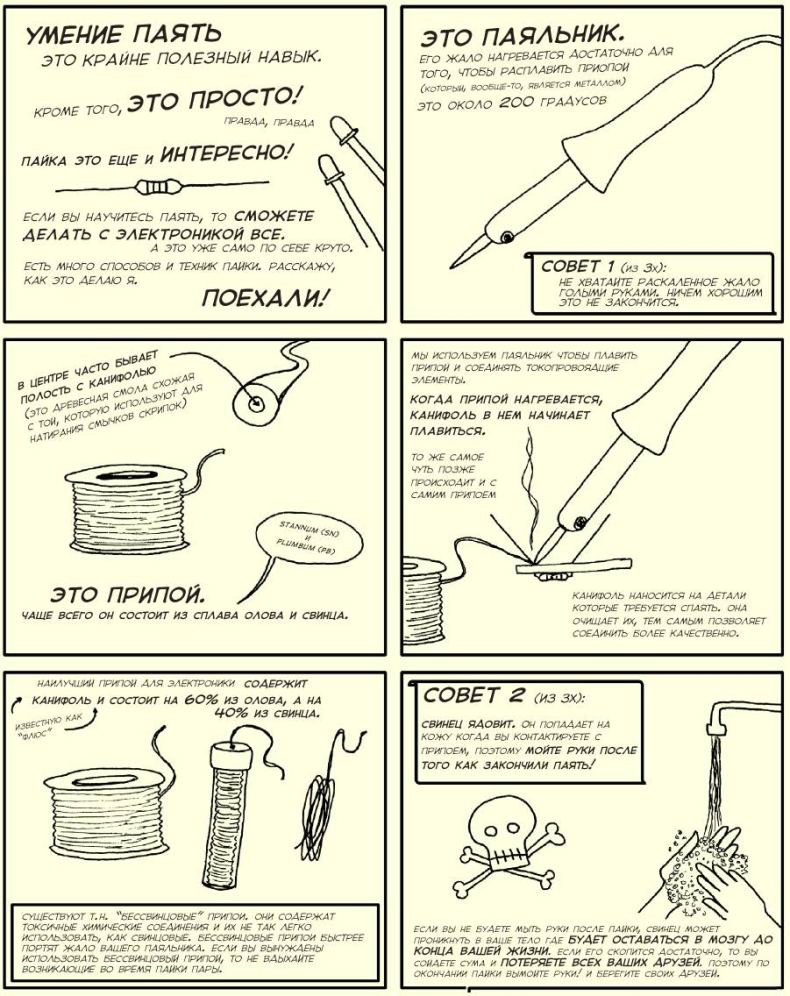
Паяльник — инструмент, используемый для пайки. Паяльник состоит из ручки и жала, нагревающего припой. Наконечник очень горячий, будьте осторожны чтобы не обжечься и не поджечь случайно окружающие предметы!
Паяльник
Припой чаще всего делается на основе олова и свинца, который плавится при 185 С. Но в последнее время из-за ограничительных бессвинцовых стандартов по защите окружающей среды, используется сплав на основе олова с примесью серебра, меди, висмута или сурьмы, что привело к значительному повышению температуры плавления до 220 C, и поэтому стало труднее паять его «обычным» паяльником. К счастью, оловянные и свинцовые припои все еще есть в продаже.
Припой
Канифоль — это легко плавящаяся смола, благодаря которой легче паять, потому что олово лучше растекается по поверхностям. Канифоль хорошо растворяется в спирте, например в салициловом спирте — можно использовать его и растворить смолу, а затем аккуратно нанести кистью на плату, которую будете паять, и тем самым значительно облегчите работу.
Канифоль
Всасывающее устройство для олова (также известное как оловоотсос или экстрактор) — используется для отсасывания излишков расплавленного припоя. Это простой шприц-инструмент, состоящий из поршня, пружины и приемника для отсасываемого припоя. Он имеет сменный всасывающий наконечник с одной стороны, ручку с другой и кнопку разблокировки сбоку.
Оловоотсос
Оплетка для паяния — это плетеные медные провода, которые при наложении на горячее олово на распаянных элементах убирают на себя излишки.
Оплетка паяльная
Плоскогубцы — ими срезаются ножки спаянных элементов (можно использовать обычные косметические кусачки, но они довольно быстро повреждаются).
Кусачки: а) обычные; b) косметические
Прочие принадлежности для пайки:
Флюс — упрощает пайку за счет удаления примесей с паяемой поверхности, облегчает плавление, увеличивает текучесть олова. Флюс, в отличие от канифоли, не оставляет коричневых следов, но остатки флюса необходимо удалить (например, ацетоном), поскольку они могут вызвать коррозию.
Флюс паяльный
Пинцет — облегчает удержание небольшого припаиваемого элемента, так как если держать рукой, то можно обжечься.
Пинцет
Очиститель — для очистки горячего кончика паяльника от остатков олова и других загрязнений.
Очиститель жала
Далее представлены фото различных видов универсальной монтажной платы — односторонней и двусторонней:
Универсальные платы: а) односторонние — точки пайки только с одной стороны; b) двусторонние — точки пайки с двух сторон
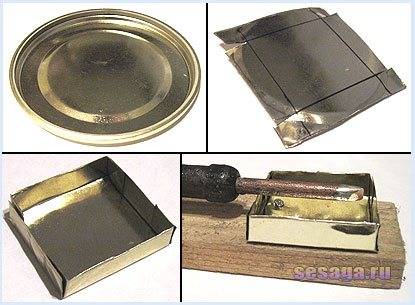
Самодельная подставка для паяльника.
Еще, что Вам нужно, а без этого никуда, так это подставка для паяльника
. Ее можно купить там же в магазине, а можно сделать самому. Достаточно взять небольшой деревянный брусок и металлическую крышку, применяемую в домашнем консервировании. В нее Вы будете складывать остатки припоя и флюса, а так же в ней облуживать выводы деталей и жало паяльника.
Из крышки желательно сделать прямоугольную ванночку. Только будьте осторожны, когда будете резать крышку, края у нее острые как лезвие, все работы производите в рукавицах.
И так. Из крышки ножницами вырезаете прямоугольник, маркером делаете разметку, как на картинке, и плоскогубцами загибаете края. По окончании, края ванночки обязательно обрабатываем напильником и прибиваем ее двумя маленькими гвоздями к бруску. Все. Ваша подставка готова.
Совет!
Возьмите изоленту, и примотайте провод паяльника к ручке как изображено на фото. Это Вас избавит от всяких неожиданностей. Поверьте!!!

Теперь можно включать паяльник. Если Вы находитесь в помещении, то открываете окно, включаете паяльник в розетку и выставляете его на свежий воздух, минут на 30-40. По истечении этого времени, изделие готово к употреблению.
Дополнительно полезно иметь
Кроме обязательных предметов, имеются дополнительные, без которых можно обойтись, но их использование упрощает процесс пайки:
- Изопропиловый или этиловый спирт. Используются для обезжиривания места пайки и удаления остатков канифоли.
- Гибкий зажим “третья рука”. При работе в одной руке у мастера находится паяльник, в другой припаиваемая деталь или провод, а в зажиме можно закрепить плату или другой проводник.
- Пинцет. Используется для удержания небольших деталей, которые из-за нагрева или размеров нельзя взять голой рукой.
- Специальная губка для чистки жала. Используется для удаления с конца жала лишнего припоя и нагара, перед работой её необходимо намочить водой. Специальные губки достаточно дорогие, но допускается использовать более дешёвую замену – целлюлозные (не поролоновые) губки для мытья посуды.
Чем заменить флюс
Независимо от того, какой флюс используется, готовую пайку нужно обязательно протирать тряпочкой, смоченной в спирте-ректификате или ацетоне, а также прочищать жесткой щеточкой или кисточкой, смоченной растворителем, для удаления остатков флюса и грязи. В некоторых исключительных случаях вместо канифоли можно пользоваться ее заменителями:
Сейчас выпускается большое количество разнообразных, так называемых «безотмывочных», флюсов, как жидких, так и в виде полужидкого геля. Особенность их такова, что они не содержат компонентов, вызывающих окисление и коррозию соединяемых деталей, не проводят электрический ток и не требуют промывки платы после пайки. Хотя все равно лучше после завершения пайки удалять с припаянных деталей все остатки флюса.
Для нанесения жидкого флюса можно воспользоваться кисточкой, ватной палочкой или просто спичкой, но удобнее пользоваться так называемым «флюсапликатором». Можно попробовать купить фирменный флюсапликатор стоимостью примерно 20—30$. Так же удобно пользоваться флюсом в виде геля или пасты. Для его нанесения можно воспользоваться одноразовым шприцем, только из-за его густоты иголку шприцевую придется взять потолще.
Обработка флюсом или лужение
Чтобы компоненты были правильно и надежно спаяны, а соединение обладало минимальным сопротивлением электрическому току, необходимо добиться полного разрушения оксидных пленок на поверхности. Для этого служат две операции: лужение и обработка флюсом.
Лужение
Чтобы залудить провод, понадобится:
- Канифоль.
- Кусочек паяльной проволоки.
- Прогретый электропаяльник.
Конец проводка прижимается жалом к канифоли и во время прогрева проворачивается несколько раз. До образования лужицы расплавленной канифоли.
На жало следует набрать немного припоя, проводок вынимают из канифоли и проводят по нему жалом. Он покрывается тонким слоем олова.
Обработка флюсом
Операция требует меньшей ловкости – нужно всего лишь смазать кончик проводка флюсом с помощью кисточки или загнутой в петельку проволочки
Однако достаточно важно правильно выбрать флюс. Для разных материалов рекомендованы свои составы флюса:
- Для спайки меди и алюминия применяют ЛТИ-120 на основе буры.
- Для меди с медью — ПОС-60, ПОС-50, ПОС-40.
- Для алюминия с алюминием – Ц12, П-250А, ЦА-15.
Флюсы на основе кислоты нельзя применять для работы с печатными платами. Для этого подойдут флюсы на основе воды или спирта.
Конструктивной
Этот вид сталей характеризуется наличием хрома, применяемого в качестве легирующей добавки. Благодаря хрому сталь приобретает необходимые механические характеристики. Однако наличие этого легирующего компонента существенно затрудняет процесс пайки, так как на поверхности конструкционных сталей образуется довольно прочная и с трудом разрушаемая плёнка окисла.








Припаять сталь с добавкой хрома можно, применяя активный флюс, содержащий кислоты. Кроме этого, для получения качественного результата, используются специальные приспособления, создающие защитную атмосферу в зоне осуществления пайки.
Кроме этого, стальную поверхность, подготовленную для пайки, покрывают слоем порошка, содержащего металлические компоненты. Этот защитный слой предотвращает окисление стальной поверхности и выгорание легирующих элементов в процессе нагревания.
Что лучше
Канифоль наносится на рабочую поверхность с жала паяльника, а флюс наносится на нее специально. При предварительной подготовке поверхности (зачистке от пленки), можно добиться повышения качества пайки. Благодаря этому пайка посредством использования флюса, является технологичнее и качественнее, чем канифоли.
В то же время, пайка канифолью осуществляется в несколько раз легче, чем флюсом. Специалисты не рекомендуют использовать при пайке кислоты: они не испаряются полностью, что со временем приводит к разрушению поверхности.
Что лучше выбрать для пайки, канифоль или флюс? Дать однозначный ответ на вопрос сложно: все зависит от разновидности и размера рабочей поверхности. Для пайки маленьких деталей либо плат, лучше применять жидкий флюс. Канифоль в виде камня идеально подойдет при необходимости лужения деталей (участков) большого размера: радиатор автомобиля. В остальных случаях рекомендуется применять растворенную канифоль. При ее самостоятельном приготовлении, можно выбрать необходимую густоту канифоли.
При выборе между канифолью и флюсом, нужно учитывать ряд критериев: размер, материал, назначение площади для пайки.
Как паять медь

Обработанный проводник
Для этого можно применять любой способ, так как этот материал не прихотлив, обладает низким коэффициентом окисления и температурным режимом плавки.
Как припаять металл разного состава? Если нужно состыковать латунный и медный элементы, то их допускается паять путем нагрева открытым огнем, для чего используются газовая горелка и пруток.
Важно! При нагревании к паяному элементу нельзя прикасаться открытыми участками тела, так как общая температура детали будет высокой, для удержания используем дистанционную струбцину или толстые перчатки. Таким образом, прежде чем заменить паяльник на горелку и использовать перечисленные методы обработки металлов, необходимо тщательно разобраться в вопросе, как правильно паять паяльником с использованием кислоты, учесть особенности материалов и другие показатели
Таким образом, прежде чем заменить паяльник на горелку и использовать перечисленные методы обработки металлов, необходимо тщательно разобраться в вопросе, как правильно паять паяльником с использованием кислоты, учесть особенности материалов и другие показатели.
Флюсы и припои — как правильно подобрать
По описанным выше причинам правильный выбор флюса и припоя — это практически половина успеха в паяльном деле. К счастью, имеются вполне универсальные марки, подходящие для большинства задач. Отрасль применения почти всех флюсов и припоев вполне доходчиво указывается на этикетках, но некоторые аспекты их применения всё же нужно знать.
Начнём с флюсов. Их применяют для протравливания деталей, снятия и растворения оксидной плёнки с дальнейшей защитой металла от коррозии. Пока поверхность покрыта флюсом, можно быть уверенным в её чистоте, как и в том, что расплавленное олово будет хорошо её смачивать и растекаться.
Флюсы различают по типу металлов и сплавов соединяемых деталей. В основном это смеси металлических солей, кислот и щелочей, активно вступающих в реакцию при нагреве паяльником. Ну а поскольку оксидных форм и загрязнений существует достаточно много, коктейль должен специально подбираться под конкретный тип металлов и сплавов.

Активный флюс для пайки
Условно флюсы для пайки делятся на два типа. Активные флюсы создаются на основе неорганических кислот, в основном хлорной и соляной. Недостаток их в необходимости смывки сразу по завершении пайки, иначе остатки кислот вызывают довольно сильное корродирование соединения и сами по себе обладают достаточно высокой проводимостью, способной вызвать замыкание. Зато активными флюсами можно паять практически что угодно.
Второй тип флюсов создаётся, преимущественно, на основе канифоли, которая может использоваться и в чистом виде. Жидкий флюс гораздо удобнее в нанесении, в него также входят спирт и/или глицерин, полностью испаряющиеся при нагреве. Канифольные флюсы наименее эффективны при пайке стали, однако для цветных металлов и сплавов используют преимущественно их или другие соединения органической химии. Канифоль также требует смывки, ибо в долгосрочной перспективе она способствует корродированию и может становиться проводимой, набирая влагу из воздуха.

Жидкая и твёрдая канифоль
С припоями всё несколько проще. В основном для пайки используются свинцово-оловянные припои марки ПОС. Цифра после маркировки означает содержание олова в припое. Чем его больше, тем выше механическая прочность и электропроводность соединения и при этом ниже температура плавления припоя. Свинец используется для нормализации процесса застывания, без него олово может растрескаться или покрыться иглами.

Припой ПОС-61 с канифолью внутри
Существуют специальные типы припоев, прежде всего — бессвинцовые (БП) и прочие нетоксичные, в них свинец заменён индием или цинком. Температура плавления у БП выше, чем у обычных, но соединение прочнее и более устойчиво к коррозии. Есть также легкоплавкие припои, растекающиеся уже при 90–110 ºС. К таким относятся сплавы Вуда и Розе, используют их для пайки компонентов, чувствительных к перегреву. Специальные припои находят главное применение при пайке радиоаппаратуры.

Сплав Розе
Припой
Без этого сплава нормально паять не получится. Поэтому, приобретая в магазине электропаяльник, не забудьте затариться и припоем.
В данном сплаве содержится 60% олова и 40% свинца. Плавится при температуре порядка 180-220 град.
Обратите внимание: лучше всего приобретать проволочный припой, который намотан на катушку. Работать с ним намного удобнее.

Толщина проволоки
Для пайки мелких радиодеталей предпочтительно использовать тонкую проволоку. Чем меньше будет диаметр — тем проще дозировать.
На рабочем месте всегда должны быть катушки с разной толщиной проволоки. Для пайки в домашних условиях обычно за глаза хватает припоя толщиной 0,3—0,6 мм.

Если нужно паять массивные детали, то тут разумно использовать припой потолще. Толщины 1—1,5 мм будет вполне достаточно.
Какой припой покупать
Даже если вы убежденный патриот, лучше все-таки отдать предпочтение зарубежным производителям. Отечественные продукты пока очень слабенькие в плане качества.
Знаете пословицу: «Скупой платит дважды»? Не повторяйте ошибок прошлого. Лучше один раз переплатить за качественный продукт, чем потом вспоминать словарный запас слесаря-сантехника, когда ничего не будет получаться.
Тем более что одной катушки вам должно хватить минимум на 6—12 месяцев.
Совет для новичков
Кроме стандартного припоя, рекомендуем приобрести сплав Розе. Это тот же припой, но с очень малой температурой плавления (в районе 100 град.). Этот сплав может пригодиться при демонтаже деталей с печатной платы.
Секреты пайки с канифолью
Никакой сложности в паяльных работах нет, но, как и в любом виде работ необходимо освоить азы и провести ряд тренировочных паек.
Если вам не доводилось раньше работать паяльником, то попробуйте спайку медных проволок с применением обыкновенного припоя и использованием канифоли.
Свободный доступ к деталям со всех сторон, возможность достаточно плотно совместить их – хорошие условия для выработки навыков пайки, а использование канифоли отдельно обучит дозировать требуемое ее количество.
- Чистота контактов для лужения перед пайкой должна быть обеспечена должным образом, это цена крепкой пайки. После чистки соединяемых поверхностей с помощью ножа, пройдитесь по ним наждачной бумагой. Цель – сделать металлические поверхности деталей более яркими, а, значит, очищенными от окислителей меди;
- Готовьте столько поверхности, сколько вам потребуется для пайки с канифолью. Если первый раз получилось залудить большую поверхность, чем требуется, переделайте, взяв новые проводки;
- Если не хватило припоя или флюса, оставьте пайку застывать. Когда вы пытаетесь растереть горячий состав по поверхности, вы нарушаете пайку, из-за чего возникнут трещины. Лучше дождаться полного остывания и паять оставшиеся поверхности, используя новый состав.
Мы рассмотрели, как правильно нужно работать паяльником, для чего можно и нужно использовать флюсы и канифоль, выделили несколько моментов, помогающих научится лучше паять и показали видео инструкцию по работе с паяльником.
Полезные советы
Схемы для подключения
Принципы работы устройств
Главные понятия
Счетчики от Энергомера
Меры предосторожности
Лампы накаливания
Видеоинструкции для мастера
Проверка мультиметром
Последовательность действий при пайке железа
Пайка железа оловом заключается в следующих действиях:
- Сначала зона спаивания деталей очищается от загрязнений. Для зачистки можно использовать куски мелкозернистой наждачной бумаги;
- Затем посредством кисточки на поверхность металла наносится флюс;
- Далее зона пайки нагревается паяльником, после чего подносится олово и осуществляется лужение;
- После лужения происходит непосредственное спаивание деталей;
- Зона пайки в местах стыка очищается бензином.
Следует знать, что если производится пайка оцинковки, то нельзя использовать припои с большим содержанием сурьмы. Всё дело в том, что сурьма способна вступать в реакцию с цинком, а это существенно ухудшает прочность полученного соединения.









Для пайки оцинковки лучше всего использовать флюсы на основе хлористого цинка и борной кислоты. Ну а если изделия перепаиваются, то есть, если они имеют лужение уже с завода, то для их последующего спаивания можно использовать обычную канифоль.
Источник
Выбор припоя
Лёгкоплавкие припои применяют в обычных условиях, не требующих особой прочности соединяемых элементов. С их помощью можно собирать электронные схемы или паять малогабаритные ювелирные изделия.
В ходе этих операций детали сплавляются жидким оловом, в котором в качестве добавки присутствует свинец.
Правда, в последние время распространяются бессвинцовые припои. При выборе типа нагревательного инструмента в этом случае предпочтение отдаётся электрическим паяльникам с рабочими мощностями от 25-ти до нескольких сот ватт.
При необходимости паять изделия из тугоплавких металлов, эксплуатируемых в экстремальных с точки зрении температуры и деформации условиях, потребуются так называемые «твёрдые» припои. Этот тип паяльных составов приготавливается на основе чистой меди с добавками цинка или другого химически активного металла. Тугоплавкие медно-цинковые припои рекомендуются к применению при необходимости сочленения деталей, работающих в условиях высоких статических нагрузок.
С их помощью можно паять изделия из латуни и других медных сплавов, в которых содержание меди не превышает 68-ми процентов. Для соединения стальных заготовок и деталей в качестве припоя чаще всего берётся чистая медь или отдельные виды латуни.
Подводя итого, отметим, что для того, чтобы научиться правильно паять различные по структуре металлические детали недостаточно одного лишь желания. Овладеть в совершенстве известными приёмами правильной пайки можно лишь после того, как будут изучены все сопутствующие этому процессу вопросы.
К числу последних следует отнести выбор нагревательного инструмента, грамотный подход к подбору расходных материалов, а также строгое соблюдение установленного порядка проведения паяльных процедур.
Подготовка к пайке
Перед тем, как начать паяльные работы, следует подготовить спаиваемые поверхности. С кабелей удаляют изоляцию, с контактных площадок – загрязнения и лаковое покрытие, если оно имеется.
Далее нужно правильно удалить окисную пленку с поверхности металла. Для этого пользуются следующими способами:
- Механический – зачистка «бархатным» надфилем или мелкозернистой наждачной бумагой.
- Химический – обработка лака слабым раствором кислоты.
- Комбинированный.
Если требуется паять паяльником приводок или вывод электронного компонента к площадке на печатной плате, очистку проводят крайне осторожно, чтобы не повредить соседние участки. Правильно паять – это значит, прежде всего, тщательно готовиться к операции
Технология пайки паяльником
Профессионалы, занимающиеся паяльными работами весь рабочий день, применяют паяльные станции – достаточно сложный агрегат, позволяющий тонко настраивать режимы процесса. Домашний мастер обходится парой электропаяльников разной мощности.
Технологический процесс состоит из следующих основных операций:
- Подготовка поверхностей.
- Обработка поверхностей флюсом или лужение.
- Нагрев соединяемых предметов.
- Внесение припоя в рабочую зону.
- Прекращение нагрева и затвердевание.
- Проверка качества соединения.
Перечень операций выглядит коротким и простым, но в каждой из них скрываются свои подводные камни.





