
Зависимость от рода напряжения
Если варить на переменном токе, дуга тухнет и разгорается при прохождении синусоидой нуля. На высокочастотном напряжении это изменение визуально незаметно. Род тока обуславливает дуговое постоянство. На аппарате с постоянным показателем возможности по сварке расширены, поскольку можно поменять направление перемещения электронов и дуговую плотность. Это повлияет на соединительное усилие.

На генераторах переменного напряжения кабель подключается в любой конфигурации. Следует учитывать тип тока при подборе электродов. На коробке или в инструкции к расходникам указаны рекомендуемые параметры. Практичнее работать с универсальными элементами, рассчитанными на возможность изменения полюсов.
Электроды для сварки инвертором
Принято считать, что есть специальный вид электродов, которые используются для сварки инверторными автоматами. Но это не так, для варки инверторами можно использовать полный перечень в номенклатуре электродов, но среди них есть те, которые рекомендованы к сварке высокочастотными инвекционными токами.
Выбор качественных и правильных расходных материалов – это залог успешного проведения сварочных работ. Самым первым параметром, по которому выбираются электроды – это их диаметр.
Нормативные документы содержат полную информацию в каталогах, где указан диаметр электрода для каждой марки стали.
Сваркой принято называть получение жесткого неразъемного соединения между двумя металлическими поверхностями.Читайте подробнее о сварке металлов.
Сварочные аппараты любого вида, инверторные или полуавтоматы – качественное оборудование, но рано или поздно наступает момент для его ремонта и удаления возникших неисправностей. Читайте подробнее о ремонте сварочных аппаратов.
Стоит знать, что толщина шлаковой обмазки электрода не входит в расчетные параметры диаметра самого стержня электрода. Диаметр обмазки – параметр, который индивидуален для каждого вида электродов.
Все электроды маркируются одной из четырех букв, которые обозначают толщину обмазочного покрытия из шлака или силикатов:
- “М”, это значит, – 1,2 мм. – толщина обмазки для электродов с такой маркировкой. Кроме того буква “М” означает то, что электрод покрыт оксидами;
- “С” – толщина покрытия составляет 1,4 мм. Средняя толщина обсыпочного покрытия;
- “Д” – толщина составляет 1,6 мм;
- “ОС” – электроды с особо толстой обсыпочной частью, которая составляет 1,8 мм.
Необходимо отметить, что электроды иностранного производства маркируются аналогично, но в некоторых случая диаметр внутреннего стержня с обмазкой учитываются суммарно.
Как правильно научиться варить металл электросваркой?
Сварка металлов является одной из важнейших операций при изготовлении и эксплуатации металлических конструкций. Изготовление сложных металлических деталей, узорных изделий, изделий из высоколегированных сталей – это удел профессионалов, которые хорошо знают, как правильно варить металл электросваркой. Ведь именно электросварка является самым распространенным видом, имеющим много преимуществ.
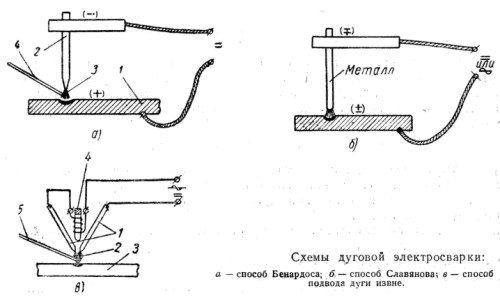
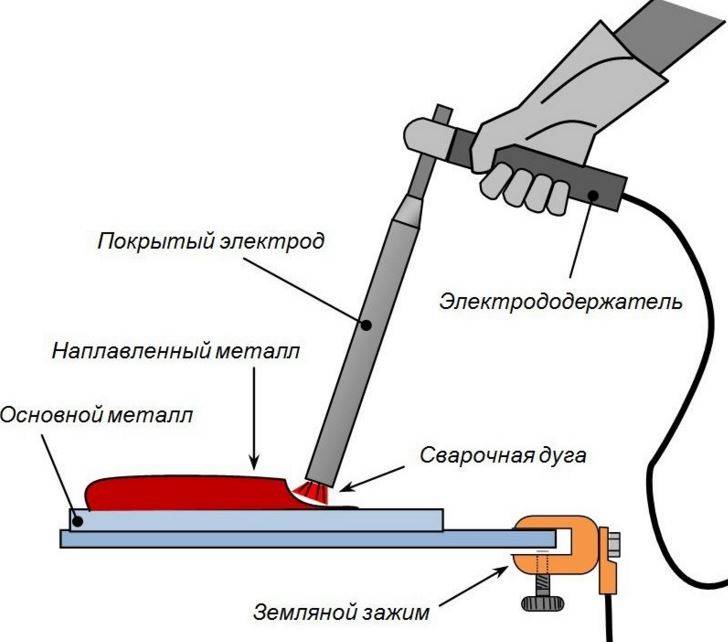
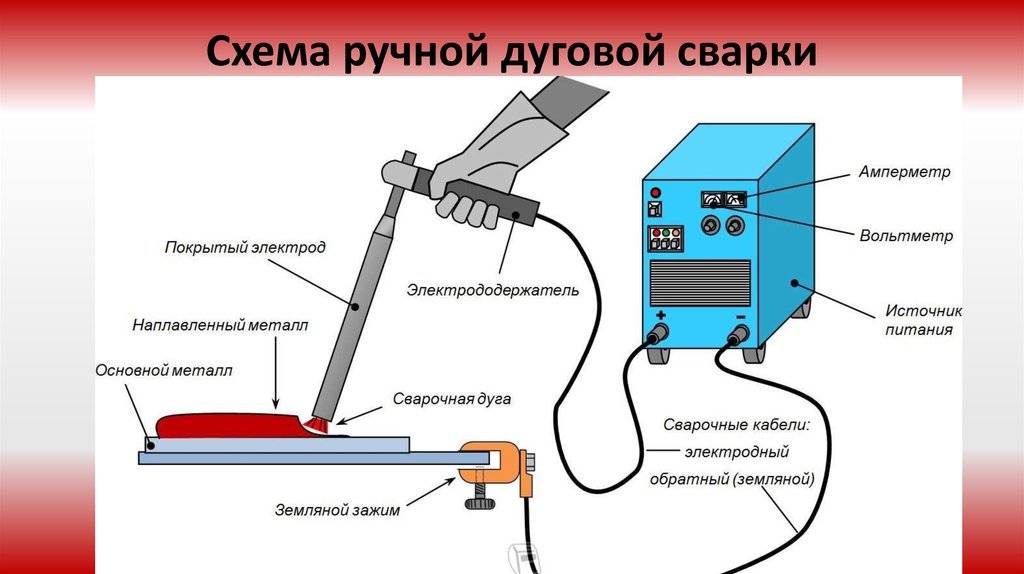
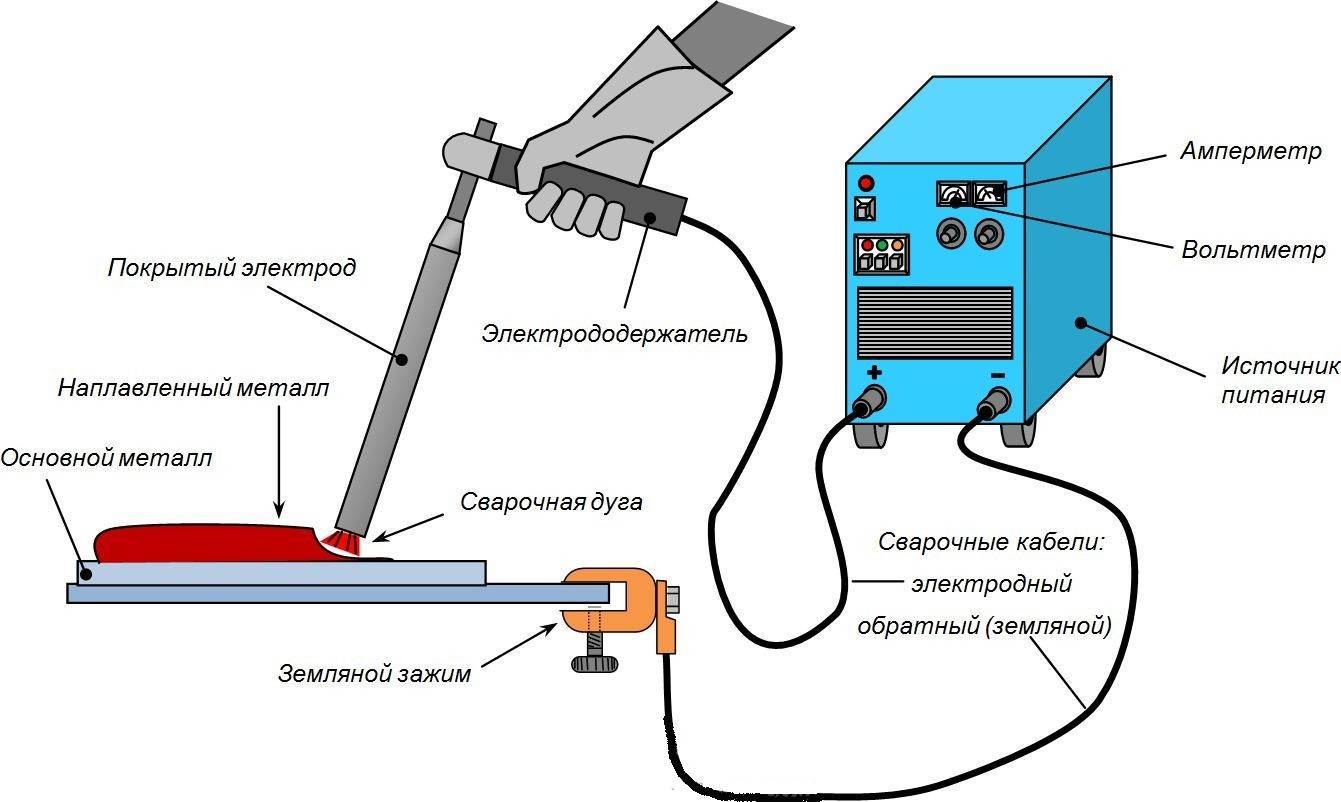
Схемы дуговой электросварки.
В жизни часто возникает необходимость соединения или ремонта простых металлических деталей – труб, профилей, полосы, простых конструкций. Познакомившись с тем, как правильно варить металл электросваркой, любой человек способен произвести все работы своими силами.
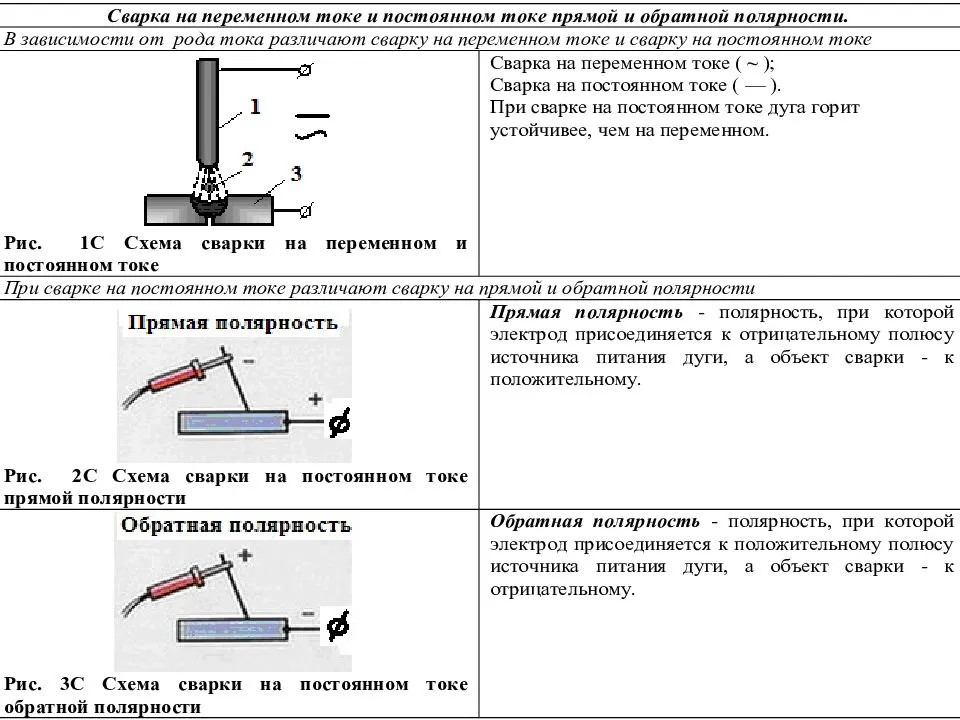
Как влияет на сварку прямая и обратная полярность
Само понятие полярности, применительно к сварочной аппаратуре, означает тот или иной вариант подключения, связанный с текущими процессами и необходимостью решения конкретной задачи. Для того чтобы изменить полярность, достаточно всего лишь поменять местами клеммы подключения. Ток изменит свое направление и физические процессы, а сама сварка в каждом случае будут протекать по-разному.
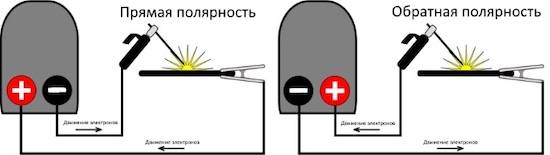
Существует два вида полярности, настраиваемые перед выполнением работы:
- Прямая полярность. Устанавливается на аппаратуре перед началом соединения толстых заготовок с глубокими швами. В данном случае электрод подключается к минусу, а свариваемый металл – к плюсовой клемме. Благодаря прямой полярности, в процессе сварки возникают так называемые анодные и катодные пятна. Более горячее анодное пятно появляется со стороны заготовки. За счет этого основной металл расплавляется на большую глубину, позволяя сваривать чугунные, алюминиевые и другие заготовки из сложных металлов.
- Обратная полярность. При таком подключении плюс соединяется с электродом, а минус – с металлической заготовкой. Анодное пятно с повышенной температурой возникает уже на противоположной стороне, то есть, на электроде. Металл остается относительно холодным, а электрод разогревается. Этот способ соединения позволяет сваривать тонкостенные заготовки.
В соответствии с конкретными задачами, сварщиком настраивается прямая и обратная полярность при сварке инвертором. Некоторые молодые специалисты не знают всех особенностей настройки, поэтому у них иногда возникают сложности с прогревом и проплавлением заготовок из разных материалов. Рекомендуется сначала изучать техническую документацию инверторной сварки и проверять теорию практическими действиями.
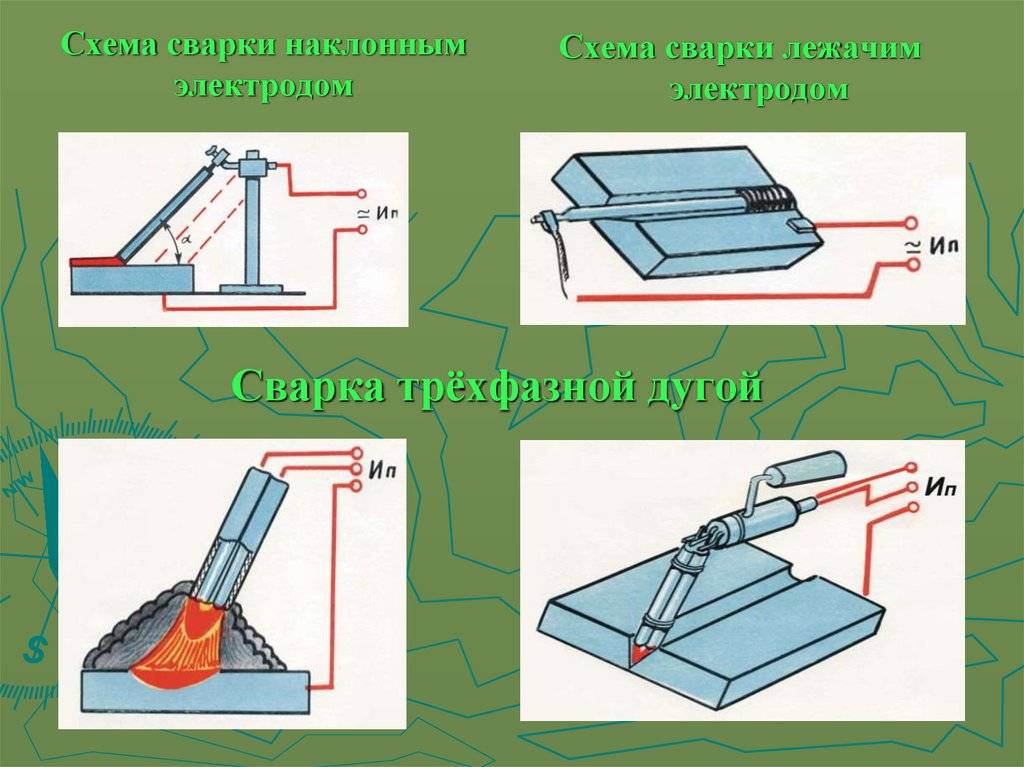
Для апробации сварки лежачим электродом использовались:
- 2 пластины из Стали 20 толщиной 3 мм, без разделки кромок;
- электрод УОНИ 13/55 ?3 мм;
- пластины выставили с зазором 1 мм и сверху положили электрод.
Сразу оговорюсь, что делать специальный электрододержатель мы не стали, поэтому чтобы заставить электрод лежать пришлось задействовать фантазию и молоток.


После чего был включен источник питания.
Режимы сварки: Iсв=90-100А, постоянный ток, обратная полярность. Дугу зажигали другим электродом “чиркая” оголенным концом о торец лежачего электрода и свариваемой детали.
Процесс зажигания дуги и сам процесс сварки можно увидеть на видео ниже.
На фото ниже представлен сварной шов со шлаком, и после удаления шлака.



Пластины толщиной 3 мм полностью проплавились и корень шва сформировался удовлетворительно.

Но поскольку мы прекратили процесс сварки на половине электрода, нас немного смутило чрезмерное проплавление в конце корня шва (в народе “сопля”). Это означает, что в процессе сварки необходимо регулировать величину сварочного тока т.к. электрод и металл нагревается в процессе сварки и происходит вытекание металла.



Но вопреки всем скептическим мыслям:
- Сварка лежачим электродом произведена;
- Горение сварочной дуги было стабильно;
- Сварной шов сформировался;
- Усиление шва и провар были удовлетворительные.
Мы не остановились на достигнутом и решили идти дальше…
Основное отличие в подключении
В случае прямой полярности сварочный кабель подключается к положительной клемме аппарата, так что носители электрических зарядов поступают к нему через обрабатываемое изделие. Отрицательный же полюс притока зарядов образуется в районе основного инструмента сварщика – держателя с электродом.

Описанное различие прямой и обратной полярности подключения к инверторам оказывает существенное влияние на температурный режим в зоне сварки.
Так, прямое подсоединение увеличивает температуру на анодном полюсе дугового разряда (знак «+») в сравнении с катодным контактом (знак «-»). Этим эффектом и обуславливается возможная сфера применения прямой полярности при проведении сварочных работ.
Прямая направленность тока обеспечивает выделение значительных количеств тепловой энергии со стороны заготовки. Вследствие этого прямую полярность можно применяться для резки крупногабаритных металлических конструкций и массивных стальных изделий с толстыми стенками.

Вот почему обратная полярность используется в тех случаях, когда нужно свести к минимуму риски выбраковки заготовок, а также при проведении ювелирно выверенных, точных работ.
Обратную полярность применяют также при сварке тонколистовых материалов и сталей различной степени легирования, чувствительных к перегреву. Наибольшее распространение получило использование тока обратного включения при работе под флюсом, а также в среде инертных газов.
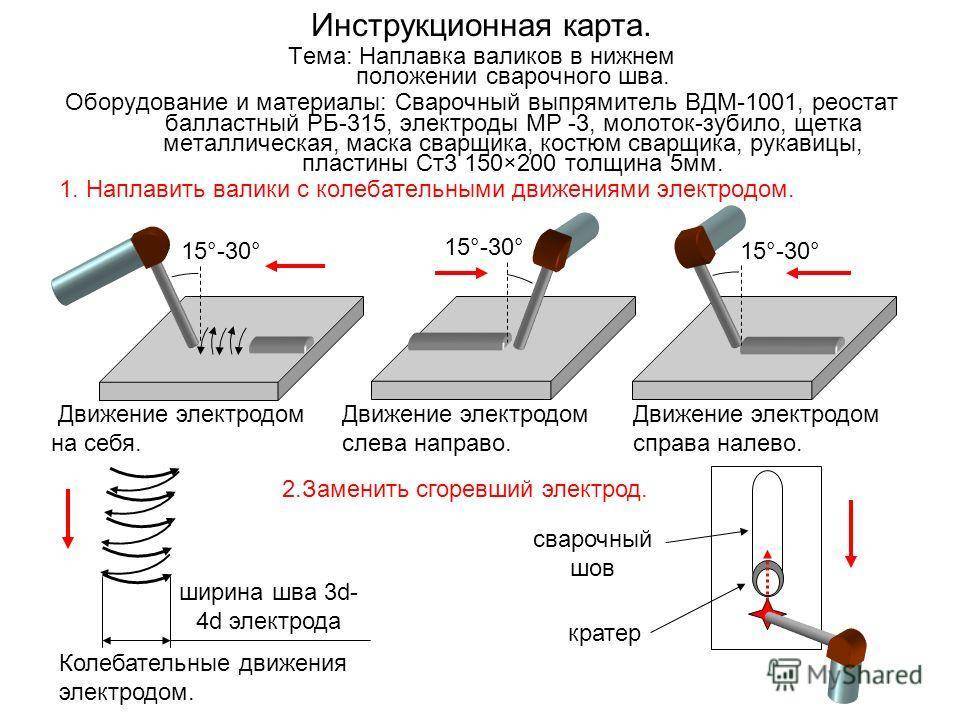
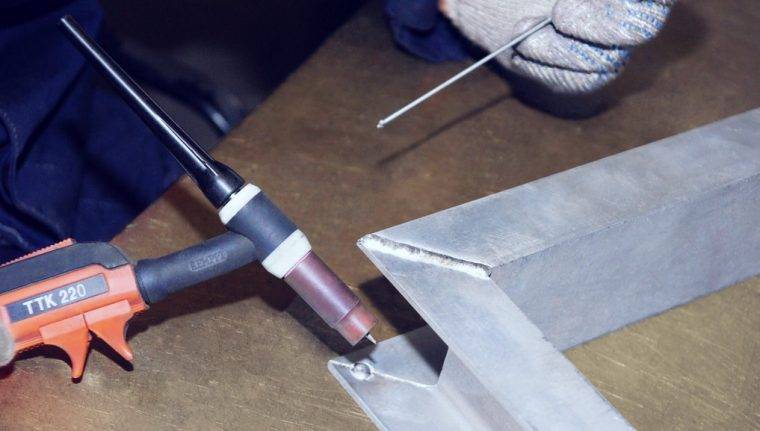
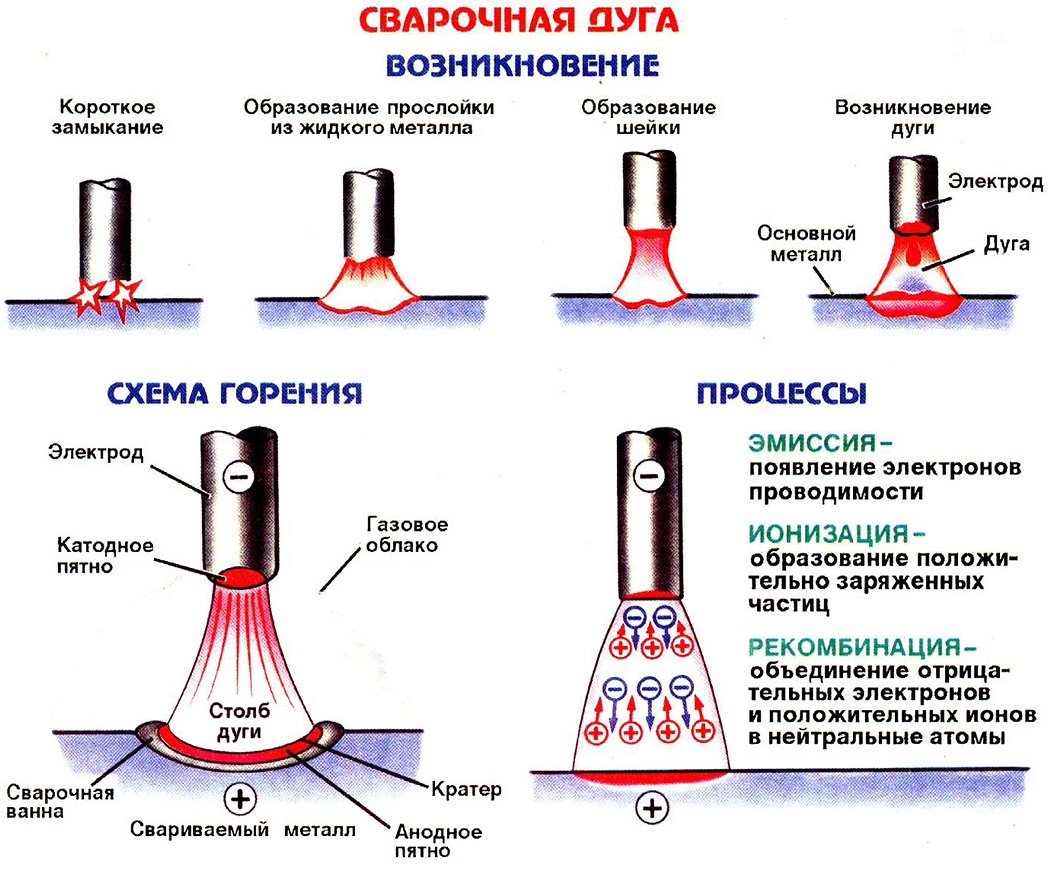
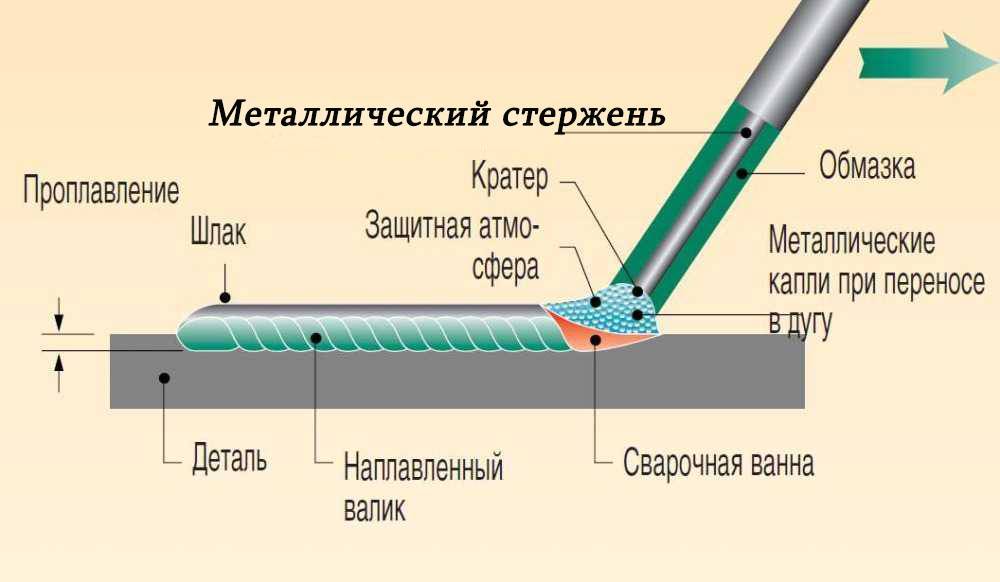
Образование дуги
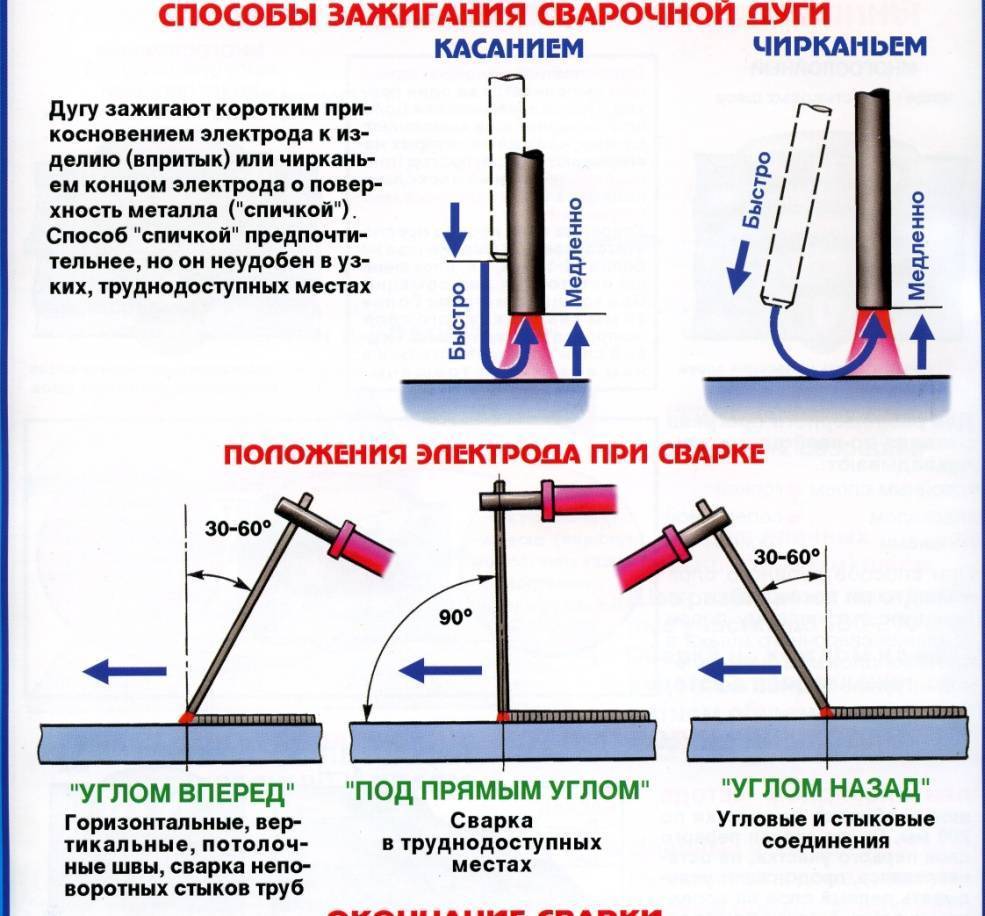
Процесс сварки начинается с формирования дуги между электродом и поверхностью заготовки. Для этого держатель устанавливается под углом 60º к поверхности заготовки и слегка проводится по ней до появления искр. Если произойдет залипание электрода, он высвобождается легким наклоном из стороны в сторону. После появления искр электрод приподнимается над поверхностью на высоту до 5 мм.
В промежутке между электродом и поверхностью заготовки должна образоваться электрическая дуга. Минимальная длина дуги 3 мм, но рекомендуется обеспечить оптимальную длину дуги, равную 5 мм. Если стабильная дуга не образуется, следует увеличить силу сварочного тока. Дуга должна поддерживаться все время сварки с заданным размером. Увеличение длины дуги не допустимо, так как в увеличенном зазоре могут развиться окислительные процессы или реакция азотирования, происходит разбрызгивание расплавленных металлических капель, может возникнуть пористость в сварном шве. В процессе сварки длина электрода уменьшается, но необходимо длину дуги сохранять неизменной, плавно приближая остаток к поверхности.
Пошаговый процесс создания сварочного соединения
Когда все настройки выставлены правильно можно начинать сварку инвертором. Предварительно следует надеть защитную одежду из плотной ткани. Края куртки должны находиться поверх брюк, равно как и края штанин поверх ботинок. Это не даст горячим окалинам залететь в эти места и причинить ожоги. Маску для новичка лучше выбрать хамелеон, чтобы яснее видеть свои действия до розжига дуги. На руки одеваются перчатки из прочной ткани.
Пошаговый процесс создания сварочного соединения выглядит так:
Кончиком электрода постукивают о черновую поверхность. Это может быть квадрат металла или пластина 100х100 мм, прикрепленная к массе. Такой прогрев запускает движение электронов в присадочном металле и улучшает чувствительность к следующим возгораниям.
Две стороны необходимо прихватить между собой, чтобы при сварке они не разъехались. Прихватки ставят минимум в двух местах для стыкового положения и добавляют еще две с обратной стороны при тавровом или угловом.
После этого дуга переносится на начало шва. Достаточно лишь слегка прикоснуться к металлу.
Дуга горит очень ярко, поэтому первое время лучше тренироваться на черновых деталях, чтобы привыкнуть к свету. Это позволит рассматривать ее не как одно белое пятно, а различать происходящие в ней процессы.
При удержании дуги на месте начнет образовываться лужица металла. Ее называют сварочной ванной. Она создается за счет плавления основной стали и присадочного железа. Ширина ванны определяет границы будущего шва.
Кроме расплавленной стали в ванне будет жидкий шлак. Его пары создают изолированную среду для защиты шва от воздействия воздуха
Начинающему сварщику при работе с инвертором важно научиться отличать жидкий металл от жидкого шлака. Первый имеет белый цвет, а второй — красный
Если принять шлак за железо, то можно оставить много мест не проваренными.
Хотя шлак защищает жидкую сталь от газовых включений, своими наплывами он изрядно мешает, поэтому сварщику необходимо кончиком электрода периодически отгонять затекающий шлак в сторону. Это образует разводы на поверхности, которые легко отбить после застывания.
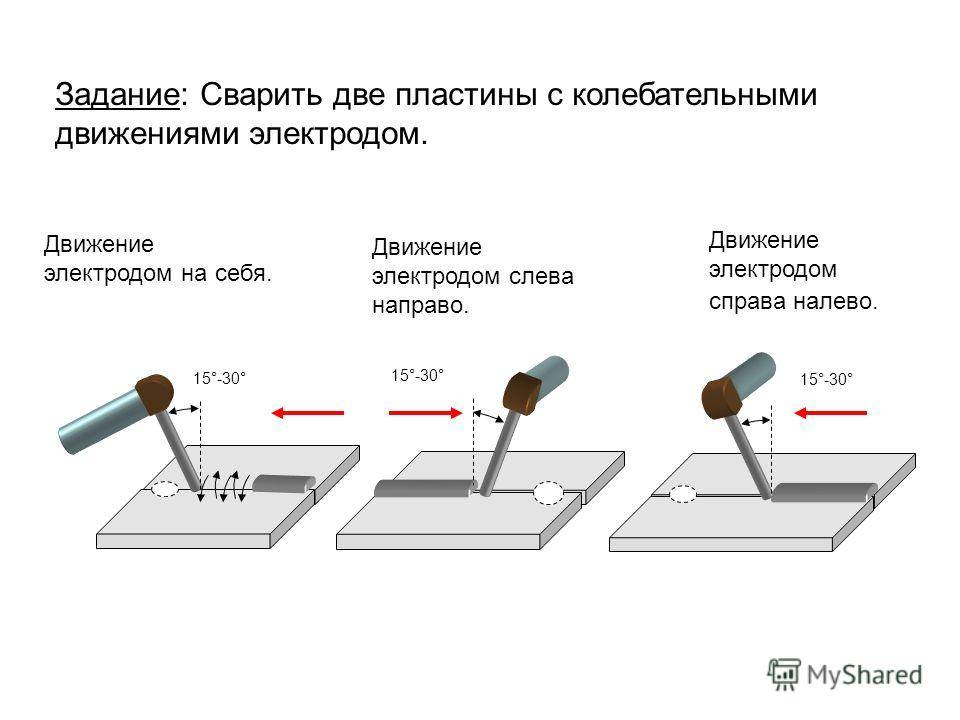
Ведется шов различными движениями кончика присадочного элемента, что требует более детального рассмотрения и описано ниже.
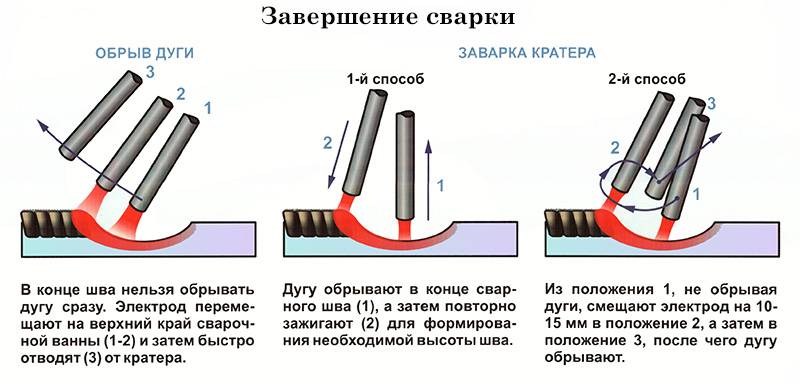
На завершающей стадии нужно выполнить «замок» — так называется окончание шва. Если просто убрать электрод, то в конце образуется кратер, который так и застынет. При запуске воды он даст течь. С него начнется трещина при нажиме. Завершается шов отводом кончика на цельный металл (в сторону) или заходом на уже созданное соединение.
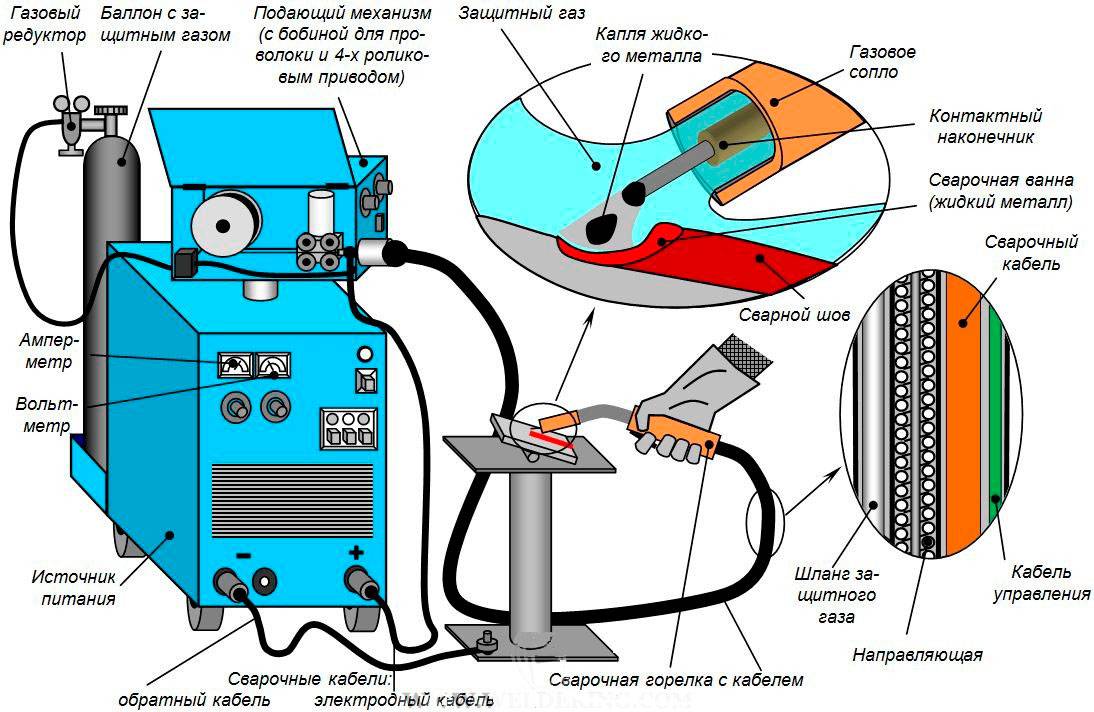
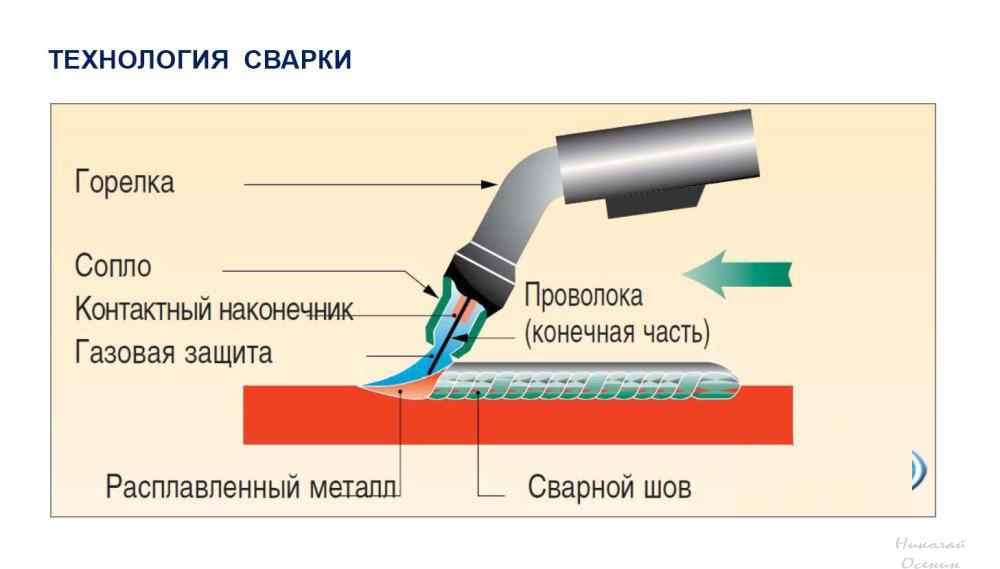
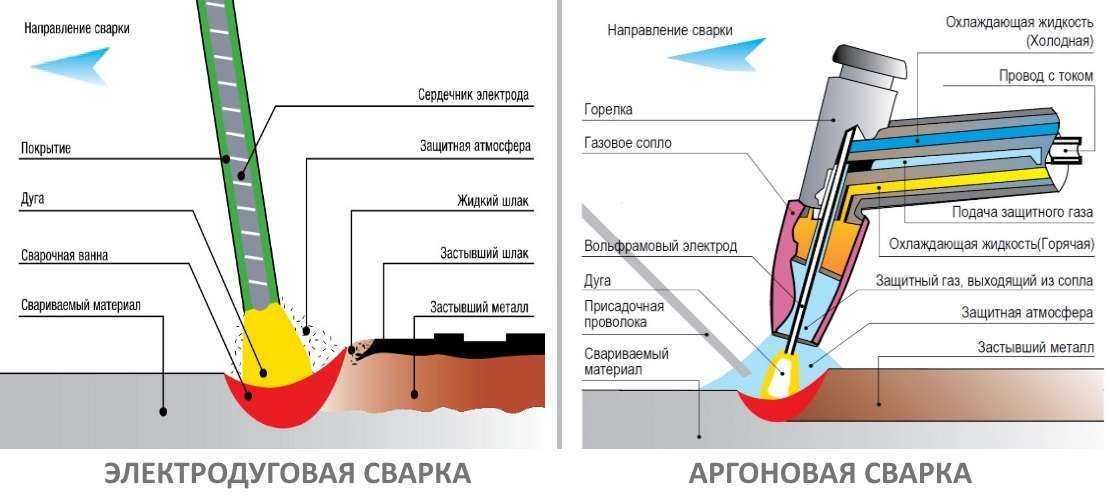
Процесс сварки алюминия полуавтоматом
Полуавтоматическое сварочное оборудование в стандартных условиях применяется для сварки алюминия, нержавейки, черных металлов. Соединение изделий осуществляется в инертном газе, в качестве обычно выступает аргон, углекислый газ, реже гелий, смеси данных газов.
Постоянный ток для сварки алюминия – это источник питания. К алюминиевому образцу подсоединяется минусовая клемма. Основным рабочим элементом является сварочная горелка, которая имеет конструктивные особенности. Она подает на сварочный участок проволоку с газом (флюсом).
Настройка оборудования перед началом работ:
- Первоначально нужно выбрать силу тока.
- Далее установить оптимальную скорость подачи проволоки: нужно установить одну из шестеренок, которые входят в комплектацию полуавтомата без газа.
- После этого устройство нужно опробовать непосредственно в деле. Если параметры полуавтомата были настроены правильно, сварочная дуга должна работать устойчиво с достаточной мощностью.
Возможные ошибки, которые не дают зажечь дугу
Таблица характеристик элктрода.
Бывает, что зажечь дугу становится очень сложно. Это зависит не только от того, какое положение инструмента во время работы вы примите, есть и другие причины.
Причины, по которым не получается зажечь дугу:
- Плохой контакт «массы». Надо проверить правильно ли вы ее установили.
- Наличие на металле краски не дает возможности зажечь дугу. Если слой краски небольшой, то его можно пробить путем резкого удара. После образования дуги будет создаваться высокая температура, краска начнет выгорать и уже не будет помехой. Лучше очистить от краски место шва, так вам будет работать намного проще.
Технология
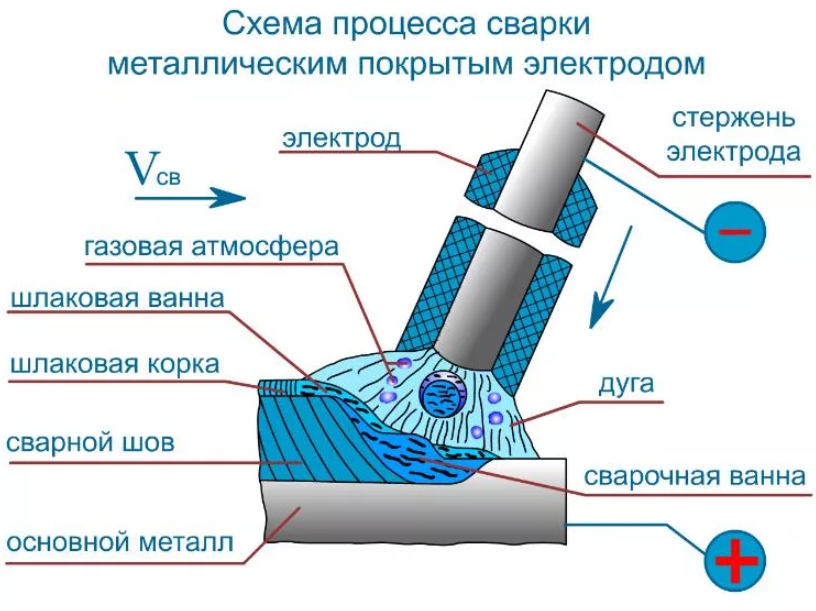
Суть сварки электродом заключается в том, что на металл происходит воздействие высокой температуры. Между электродом и металлической поверхностью возникает дуга, происходит плавление и образование сварного шва. Однако, получить качественный, прочный и красивый сварной шов можно только изучив все тонкости того, как правильно варить сваркой электродами и типы швов, а так же, как правильно вести электрод при сварке металла.
Сварка одиночными электродами состоит из следующих этапов:
- Выбор электрода.
- Установка тока необходимой величины.
- Поджог дуги.
- Определение с расположением электрода.
- Выбор, как вести электрод при сварке.
- Формирование шва.
- Контроль зазора.
- Выявление дефектов и их ликвидация.
Повышенную трудность представляет собой сварка тонкого металла. Она заключается в опасности появления прожогов. Этот дефект относится к категории недопустимых, поскольку значительно снижает прочность конструкции. Чтобы уменьшить температуру свариваемого материала, следует величину тока сделать минимальной. Сварку надо вести с обратной полярностью. Шов следует делать прерывистым.
Сильное коробление шва предотвратит перемещение электрода в разные зоны, чтобы дать возможность небольшого остывания на предыдущем участке. Если металл не просто тонкий, а очень тонкий, то придется прибегать к непопулярному методу — периодическому прерыванию дуги. При окончании процесса сварки следует заварить кратер.
После окончания формирования шва необходимо выявить наличие дефектов. Наружные изъяны можно определить внешним осмотром. Применение лупы с большим увеличением поможет найти микродефекты. Для определения внутренних дефектов существует контроль с применением специальных приборов. Имеется возможность обратиться в лаборатории, специализирующиеся на контроле сварных соединений, в которых работают профессиональные сотрудники, и имеется оборудование, проходящее обязательную поверку.


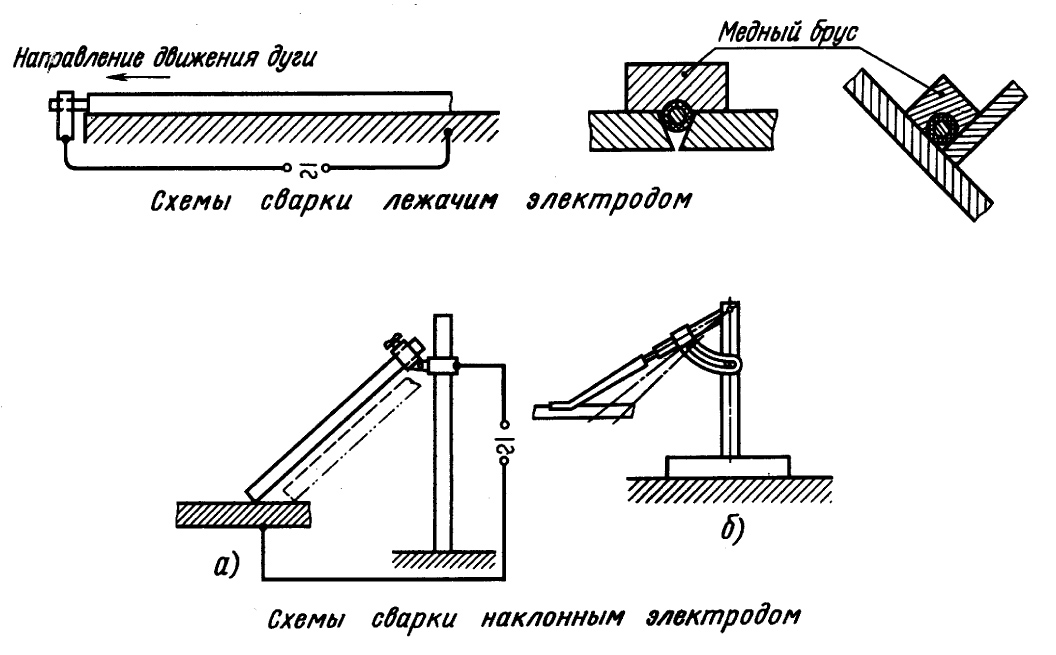
Описание патента на изобретение SU66582A1
Электросварка лежачим электродом с толстым покрытием имеет следующие недостатки: 1) невозможность сварки криволинейных ШВрв, так 1как при изгибании электродов их обмазка разрушается; 2) при заполнении длинных швов требуется многократная смена электродов; 3) «еобходимо наличие опещиального производства толстопокрытых электродов.
Для устранения перечисленных недостатков предлагается i способ сварки лежачим электродом, отличающийся от известных тем, что ток к электроду подводят в нескольких отдельных точках по его длине. Для этого электрод может иметь .несколько расположенных в нескольких местах по длине электрода проволочных отводов, присоединенных к общему подводящему ток кабелю или шине. Изоляция электрода от изделия может быть осуществлена разными методами, в частности, флЮСом йа жидком стекле, покрывающим нижнюю поверхность его. причем может быть применена злсыпка электрода гранулированным флюсом.
Сущность изобретения поясняется прилагаемым чертежом, на фиг. 1-4
которого показаны различные варианты осуществления предлагаемого способа.
Электрод из голой проволоки изготовляется по длине и конфигурации в соответствии со щвом.
В варианте по фиг. 1 яа яоверхiUOCTb щва IB качестве изолятора « ионизатора дуги накладывается пропитанная раствором поташа лолоса 2 асбеста толщиной 1.5 – 3 мм. поверх которой укладывается электрод 3. Для подвода тока и прижимания электрода к свариваемой поверхности служит металлическая щина 6, между которой и электродом 3 проложены на равном расстоянии кусочки 5-5 проволоки. Сварочные кабели 4-4 соединяются с предметом / и шиной 6. Для получения качественной сварки на электрод 3 насыпается толстый слой гранулированного флюса. Для сварки и наплавки щ,ироким валиком (фиг. 2) электроду 7 придается волнистая форМ1а. В этом случае подвод тока к электроду осуществляется посре дст1вом положенной вдоль электрода проволоки и шины, показавной на фиг. 1, или же поставленной на ребро тонкой металлической пластины 8,
Для сварки и наплавки тел вращения (фиг. 3) -подвод тока к электроду 3 и прижимание его к предмету 9 осуществляется лиедными роликами 10, соединенными со сварочным кабелем 4. Синхронизация скоростей плавления электрода 3 и вращения предмета 9 осуществн ляется носредство-м фотоэлемента и реле управления приводом вращения предмета 9.
Процесс сварки осуществляется следующим: образом.
Дуга зажигается с конца электрода 3 или в нескольких участках. Зажигание дуги производится касанием электрода 3 и предмета / металлическим или угольным стержнем1.
Путь тока в электроде 3 равен: 1) расстоянию между контактами в точках касания -проволок 5-5 (фиг. 1). 2) отрезку между точками касания прямолинейного провода 8 с электродом 7 (фиг. 2) и 3) расстоянию между роликом 10 и концом электрода 5 (фиг. 3).
Контакты 5-5 по мере подхода к ним дуги расплавляются (выгорают).
Возможность применения длинных электродов при сварке по предлагаемому способу обусловлена последовательным выгоранием (или отключением) но мере нлавления электрода 5 контактов 5, благодаря чему при неоГраниченной длине электрода наибольшая плотность тока устанавливается на коротком отрезке электрода – между дугой и ближайшим к ней проволочном контактом 5.
При проверке предлагаемого способа оказалось более целесообразным зам1енить изолирующую асбестовую прокладку покрытием прилегающей к предмету стороны электрода гракулированным флюсом (фиг. 4). С этой целью одна сторона электрода или поверхность щва смачивается жидкили стеклом и посыпается гранулированным флюсом 11. Для повыщения качества сварки лежачий электрод покрьюается толстым слоем: 12 гранулированного флюса.
П р е д М е т изобретения
1.Способ сварки лежачим электродом, о т л и ч а ю щ И и с я тем, что ток к электроду подводят в нескольких отдельных точках по длине электрода.
2.3; ектрод для осущ.ест1Блейия способа по и. 1, отличающийс я тем, что он HMteeT несколько расположенных в нескольких местах по длине электрода проволочных 01ТВОДОВ. присоединенных к общему подводящему ток кабелю или шнкс, с той целью, чтобы при сгорании электрОДа происходило гюо-геред 1ое расплавление этих отводов и отключение их от общего питающего фидера.
3.Фо1;ма выполнения электрода по п. 2, отличающаяся тем, что нижняя поверхность его покрыта гранулированным флюсОМ на жидком стекле.
4.Прием выполнения способа по п. I. от л и чающийся тем, что сварку ведут под слоем гранулированного флю-са. которым засыпается электрод.
855
n1;
C-H ZrrZT-l-Z-T-.. . :.. j –„
if-;;
2
5 S 3 V
.-:,-.-лгтл;;; „ ., , cL
,/
, 4

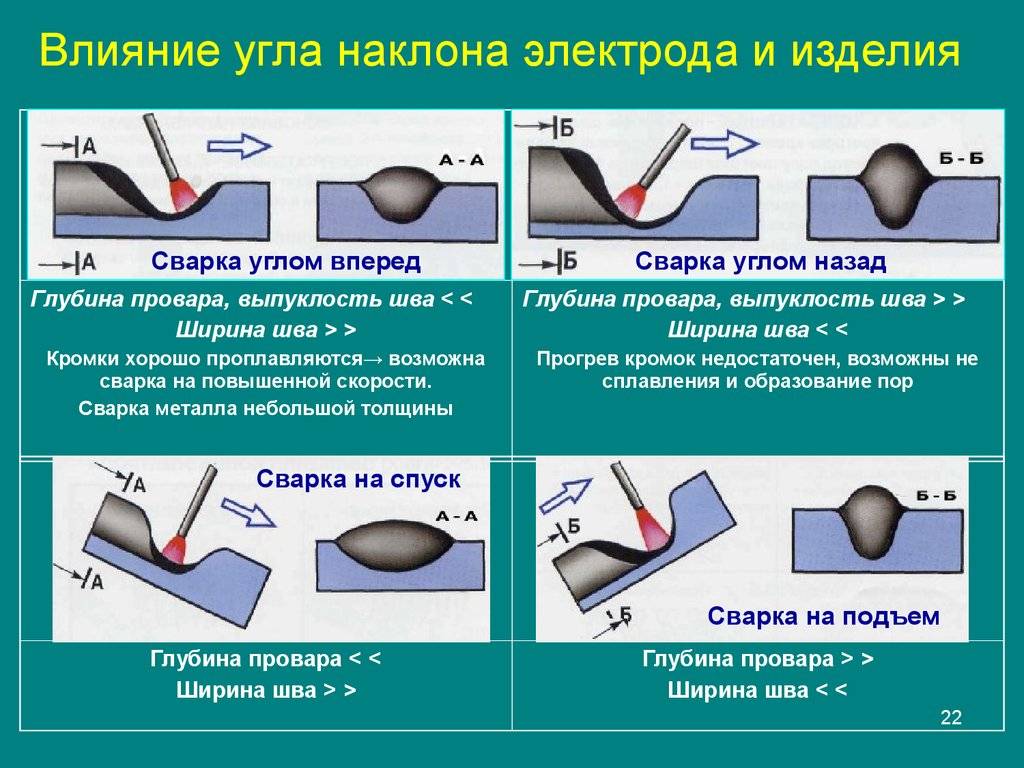
Влияние скорости подачи электродов
Скорость подачи электродов для сварки должна обеспечивать необходимое количество подаваемого расплавленного материала. Его недостаточное количество может привести к подрезу. Данный фактор очень важен как в прямой так и в обратной полярности при сварке.
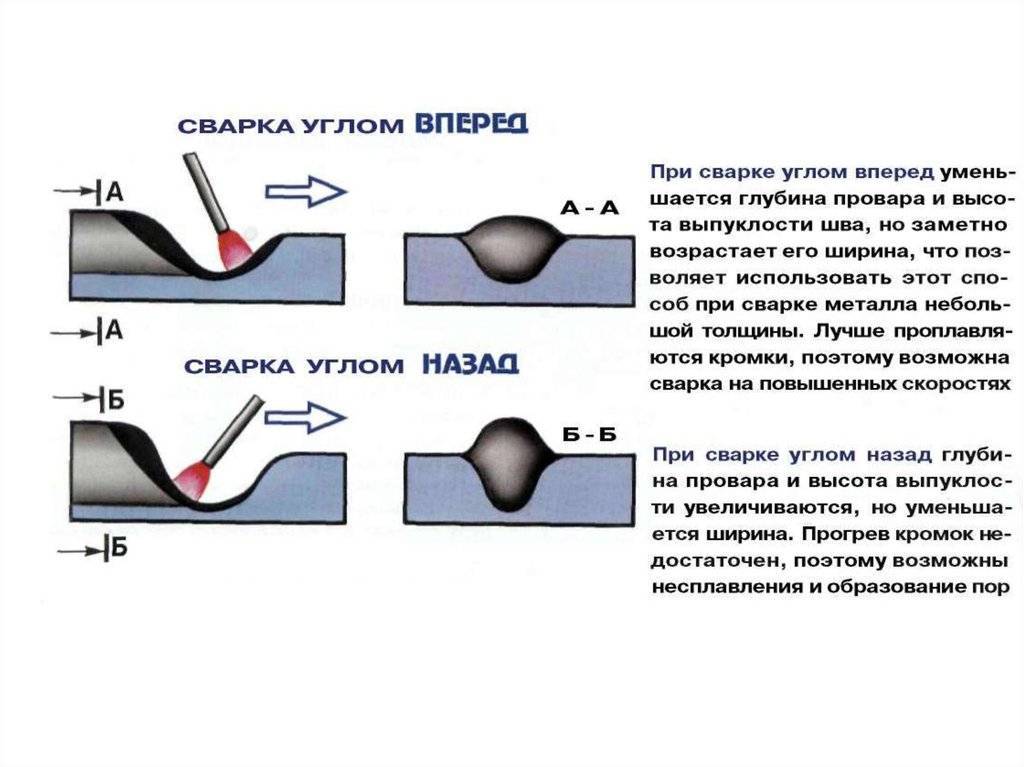
Во время электродуговой сварки из-за быстрого перемещения стержня вдоль соединения, мощности дуги может не хватить, чтобы прогреть металл. В результате формируется неглубокий шов, лежащий сверху металла. Кромки при этом остаются не проплавленными.
Медленное продвижение электрода приводит к перегреву. В таком случае возможно прожигание поверхности и деформация тонкого металла.
Современные сварочные аппараты обладают широким спектром разнообразных функций и возможностей. Тем не менее на данный момент до сих пор большая часть качественно выполненной работы определяется именно мастерством человека.
Подготовительный этап + выбор материалов
Лучшим вариантом будет использование электродов, которые разработаны специально для этого типа сварки – речь идет о марках ОСЗ-15Н, ОСЗ-12, а также об ОСЗ-17Н. Из универсальных пойдет электрод Э-46. Учтите, что диаметр электрода может быть выбран в зависимости от толщины деталей, которые варят и свойств материала – от 0.4 до 1 см. Сварочный ток будет возрастать с увеличением диаметра, и может колебаться в от 220 до 620 ампер. Стальная прокладка поверх медной будет играть роль груза, который препятствует скидыванию медной накладки паром от сгораемой обмазки электродов. По толщине подкладки из меди и простые накладки должны быть от 0.2 до 0.5 см.
Обратите внимание, что вместо меди можно использовать даже кирпичи со сглаженной поверхностью или любые другие материалы, которые негорючие и имеют гладкую поверхность. Штангенциркуль требуется для того, чтобы отмерят одинаковую ширину для нижнего зазоры с двух сторон свариваемой детали – размер зазора очень важен для применения неплотно прилегающих подкладок из кирпичей, чтобы электрод не начал растекаться под деталями во время расплавления. Штангенциркуль требуется для того, чтобы отмерят одинаковую ширину для нижнего зазоры с двух сторон свариваемой детали – размер зазора очень важен для применения неплотно прилегающих подкладок из кирпичей, чтобы электрод не начал растекаться под деталями во время расплавления
Штангенциркуль требуется для того, чтобы отмерят одинаковую ширину для нижнего зазоры с двух сторон свариваемой детали – размер зазора очень важен для применения неплотно прилегающих подкладок из кирпичей, чтобы электрод не начал растекаться под деталями во время расплавления.



Принцип работы тиристора
Детали регулятора подключены как параллельно, так и встречно друг другу. Они постепенно открываются импульсами тока, которые образуются транзисторами vt2 и vt1. При запуске прибора оба тиристора закрыты, С1 и С2 это конденсаторы, они будут заряжаться через резистор r7. В тот момент, как напряжение какого-либо из конденсаторов достигнет напряжения лавинной пробивки транзистора, тот открывается, и через него и идёт ток разряда, совместного с ним конденсатора. После открытия транзистора открывается соответствующий ему тиристор, он подключит нагрузку в сеть. Затем начинается противоположный по признакам полупериод переменного напряжения, что предполагает закрытие тиристора, затем следует новый цикл подзарядки конденсатора, уже в противоположной полярности. Далее открывается следующий транзистор, но снова подключит нагрузку в сеть.
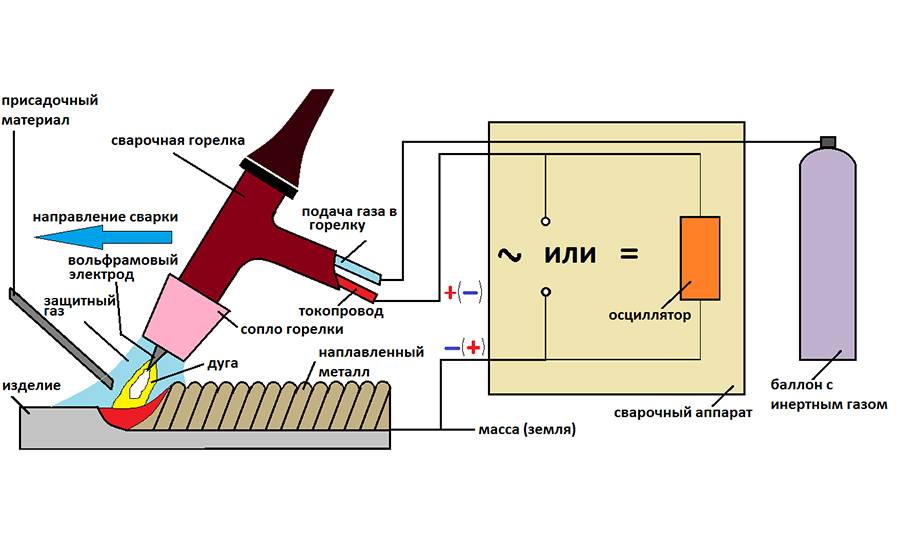
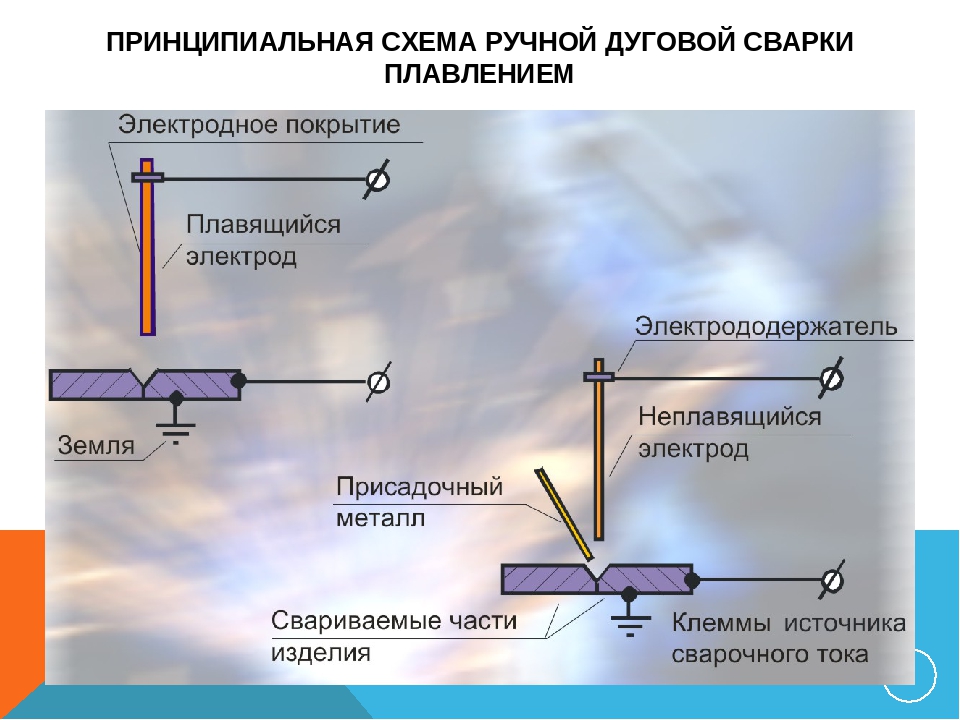
Когда были созданы неплавящиеся электроды
Идея применения неплавящихся угольных электродов для сварки металлов была впервые выдвинута российским изобретателем Н. Н. Бенардосом в 1882 г. Поскольку работы велись без подачи инертного газа в зону расплава (несмотря на появление первых патентов в 1890 г.), то качество соединения, насыщенного частицами углерода, было низким. По этой причине в начале XX столетия распространение получили плавящиеся электроды с покрытием, которое защищало сварной шов.
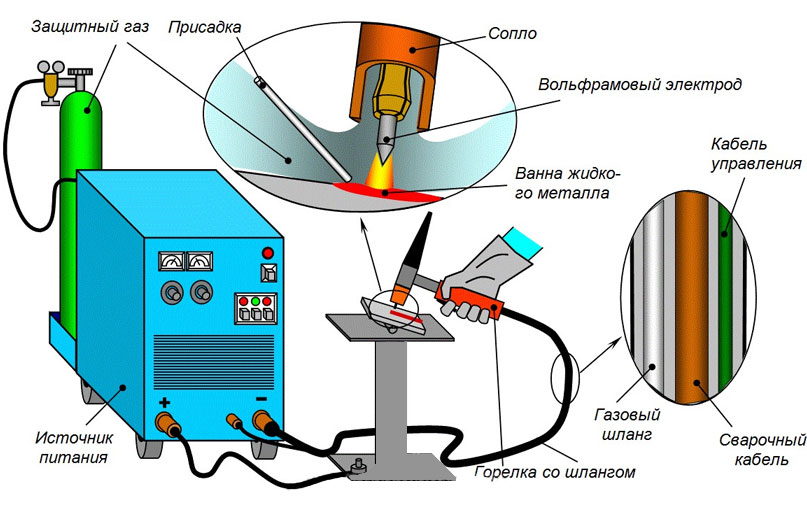
В 1920 г. появляются первые установки, позволяющие вести работы неплавящимся инструментом в среде защитного газа (технология ТИГ).
Секреты сварки электродом
Получить качественный шов можно, если усвоить несколько главных правил
При верно сварочном токе, очень важно выдерживать нужную длину дуги и правильно её перемещать. Сварочная дуга считается длиной, если её длина составляет более 5 мм. Длинной дугой можно запросто прожечь тонкий металл, поэтому это очень важно учитывать при сварке
Длинной дугой можно запросто прожечь тонкий металл, поэтому это очень важно учитывать при сварке

Также, когда сварочная дуга слишком длинная, происходит активное окисление и азотирование расплавленного металла. Сварочный шов образуется с большим количеством пор, получается «рыхлым», «слабым» и непрочным. Если же сварочная дуга будет слишком короткой, то можно получить так называемый непровар сварного шва
Вот почему очень важно правильно выдерживать нужную длину дуги при сварке инвертором





