
Как записать песню в Adobe Audition
Как научиться паять. Именно такой, небольшой специальный урок, не относящийся напрямую к основной тематике, решил подготовить для тех, кому не только придётся паять шнуры, гнёзда, штекера, но и вообще, что угодно. Итак, начнём…
Что нам понадобится для пайки?
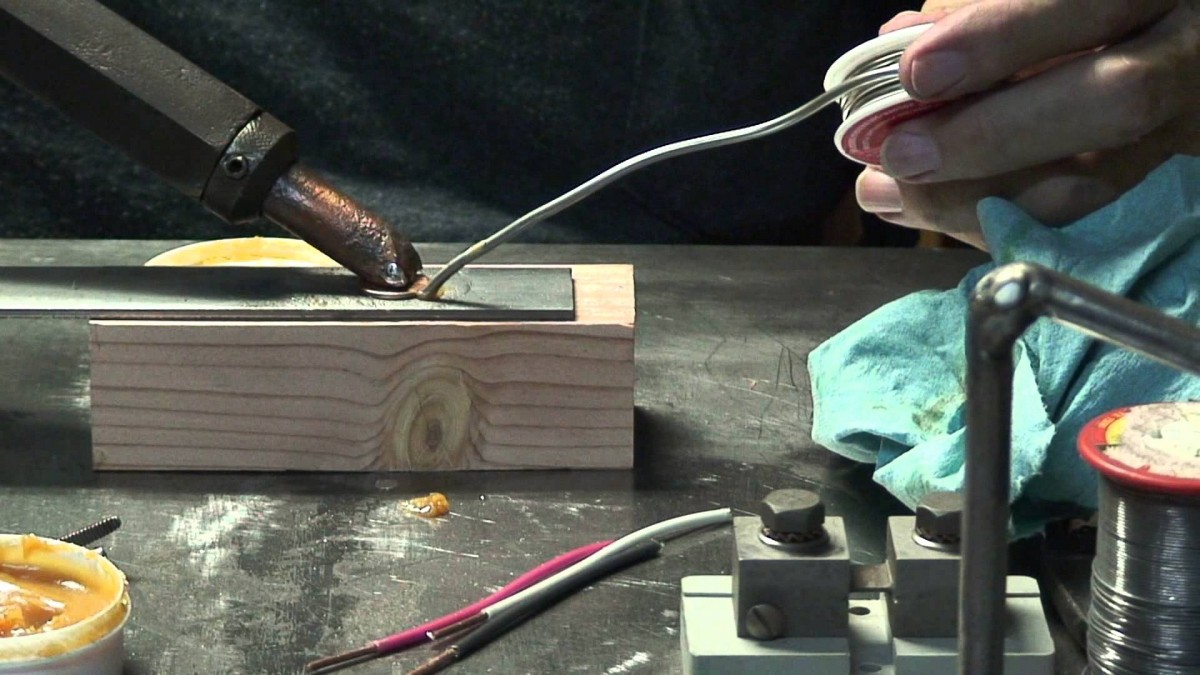
Конечно же паяльник (в идеале – паяльная станция), оловянный припой, канифоль, в идеале — проволочный припой, который представляет из себя намотанную на катушку, длинную, тонкую оловянную трубку, похожую на проволоку, в полости которой находится канифоль. Т.е. при пайке, в этом случае, нам не нужно, как по-старинке, опускать жало паяльника, то в канифоль, то в припой, а все это происходит одновременно в одной точке. Об этом подробнее чуть ниже…
Приобрести все необходимые компоненты можно в ближайшем магазине радиотоваров.
Если у Вас не паяльная станция, которая изначально готова к пайке сразу же после включения, а обычный паяльник, то перед работой (особенно если он новый) его нужно специальным образом подготовить — залудить, иначе паять не будет. Что это такое «залудить», сейчас разберём.
Процесс правильного лужения жала паяльника для качественной работы
28.04.2018
Все сталкивались с проблемой при пайке. Причиной может быть новый, только что купленный прибор или, наоборот, старый, использовавшийся долгое время. В обоих случаях можно легко исправить ситуацию. Соблюдая правила ухода и эксплуатации электроприбора, вы сможете избежать многих проблем и неприятностей при работе.
В большинстве паяльников при изготовлении используют жала из меди или стальной стержень. Прежде чем приступить к работе паяльником, жалу нужно будет придать нужную форму и правильно обработать.
Залуживание поможет настроить прибор для качественной и продуктивной работы. Многие производят обработку обычным напильником либо в процессе ковки.
Это позволяет сделать жало паяльника прочнее и избежать быстрого износа при пайке.Особенности инструментов
Для этого в процессе использования своевременно очищайте место крепления и периодически вытаскивайте съёмный стержень. Для начала работы новое жало нужно облудить и придать ему нужную форму. Для того чтобы залудить жало, нужно покрыть его припоем. Для этого нужно хорошо нагреть наконечник и расплавить жалом канифоль.
После этого часть, которой производится пайка, покрывается проволочным припоем. Лужение позволяет продлить срок службы стержня.
Лужение и заточка
- Заточить жало паяльника напильником под углом в 45 градусов. Должна получиться форма клина. Но можно придать форму, нужную для пайки конкретных изделий.
- Край должен быть тонким и немного тупым.
- Если жало паяльника не лудится, паяльник с медным жалом желательно почистить шкуркой, чтобы снять окисленный слой патины.
- Можно придать жалу форму лопатки методом ковки.
- Очистить мелким напильником.
- После заточки стержень нужно установить и сразу же залудить, иначе он снова окислится.
Паяльника с медным жалом
- Включаем прибор и ждем, пока стержень нагреется до оранжевого цвета. Главное — не перегреть, чтобы стержень не обгорел.
- Прислоняем к канифоли, при этом будет много дыма. Распределяем канифоль по всей поверхности.
- Покрываем поверхность жала припоем. Для лучшего покрытия потрите его об деревянную поверхность. Если припой покрыл не всю рабочую поверхность, повторяем действия еще раз.
После продолжительной работы инструментом заточку и лужение необходимо будет повторять.
При перегреве на стержне могут образоваться окалины. Чтобы их очистить, стержень вытаскивают и обрабатывают мелкой шкуркой. Покрывают стержень графитом, потерев его грифелем простого карандаша.
Очистить нагревательный элемент от окалины можно, слегка постучав по нему. После полной очистки стержень устанавливается на место.Работая, старайтесь не перегревать острие, иначе потребуется снова восстанавливать его.
Припой не будет держаться и нужно будет опять залудить и обжечь наконечник. Помните правила работы с паяльником и способы его залуживания.
Необгораемого наконечника
Существует рабочая часть, которая покрыта необгораемым составом. Эти жала нужно обрабатывать очень аккуратно. Хорошо подойдет мокрая ткань или губка для мытья посуды.
Почему нельзя использовать напильник? Потому что при агрессивном воздействии снимется необгораемый состав, и острие будет дымиться, а олово липнуть. Без механического воздействия срок службы будет дольше.
Чтобы облудить острие такого паяльника, нужно в расплавленную канифоль опустить кусок припоя, затем, когда припой начнет плавиться, нужно медленно начать тереть острием стержня о деревянный брусочек.
После чего протереть его влажной тканью, удалив с него окислы, а затем поводить разогретым паяльником по припою. После лужения остается протереть тканью жальце — и можно приступать к работе.
Лужение позволяет защитить поверхность металла от коррозии. Если новый стержень не лудится, нужно очистить его от загрязнений и смазки. Для этого разогреваем стержень и наносим на него пасту флюса, после закипания и распределения по поверхности остатки загрязнений и флюса удаляются мыльной водой или бензином.
Как правильно залудить жало паяльника, руководство для пайки
Добрый день начинающие радиолюбители и радиотехники. Сегодня, в этой статье, я расскажу вам, про очень полезную и необходимую вещь, для качественной и надёжной пайки, радиодеталей и электронных схем.
Как правильно залудить жало паяльника, этот навык, пригодиться всем, без этого, просто невозможно грамотно и надёжно выполнять качественный монтаж радиоэлементов.
Для чего нужно лудить паяльник?
Во время монтажа и пайки, необходимо к ножке микросхемы или другого радиоэлемента, добавить некоторое количество олова. Бывают случаи, из-за плохо залуженного жала паяльника, олово ни как не хочет браться. Иногда оно берется в очень малом количестве, или просто берется маленькими шариками или кашей. Поэтому, нужно правильно залудить жало паяльников.

Нормального контакта ножки радиодетали с платой, без залужённого и прогретого паяльника, у вас не получится. Этих бед и неудобств, необходимо избегать и бороться с ними, сейчас я вам расскажу, как это сделать, последовательно, объясняю доступным языком и иллюстрирую всё это фотографиями.
Подготовка паяльника к лужению и работе
Допустим, у вас имеется паяльник, он либо новый только с магазина, либо ваш рабочий, но с пятнами перегрева и раковинами от температуры на жале. Вследствие этого, пайка электроники становиться не качественной и неудобной.
Для начала лужения паяльника, жало необходимо почистить или поправить с помощью специальных средств. Можно использовать напильник, только желательно мелкий, наждачную бумагу и надфиль из набора.
При отсутствии перечисленного инструмента, можно использовать любой абразивный предмет, хоть кирпич.
Снимаем окислы и гарь, если паяльник новый, стачиваем все заусенцы и сразу придаём форму жалу, которое нам необходимо или будет удобно. В конце процедуры, у вас должно получиться, чистое, гладкое и немного блестящее жала паяльника. Сейчас вы узнаете, как правильно залудить жало паяльника.
Приступаем к лужению жала паяльника
Для следующих действий, нам будет необходимо, сам паяльник, розетка для его подключения к сети 220 вольт 50 Герц, деревянная дощечка, припой и канифоль.

Включаем паяльник в сеть и ждём, когда паяльник начнёт нагреваться, это станет понятным, когда появится характерный запах гари, и сразу макаем его в канифоль и оставляем нагреваться.
Как только канифоль на жале паяльника начинает закипать, добавляем к нему кусочек олова или припоя. Как только кусочек припоя начал расплавляться, немедленно начинаем тереть его об деревянный брусок.
Продолжаем это трения до получения положительного результата. Когда по всей поверхности жала, его рабочей части, ту которую мы зачищали, не образуется тонкая плёнка припоя.
Возможно, это может не получиться с первого раза, повторите попытку, и всё получится.
Как правильно залудить жало нового паяльника
Если паяльник только куплен, с ним требуется провести те же самые действия, что с рабочим. Но предварительно, его необходимо как следует прогреть, чтобы спираль и сама рабочая часть паяльника обгорели от масла и прочего ненужного напыления.









После прогревания, следует дать ему остыть, и приступить к лужению паяльника.
Рекомендации по использованию паяльника
Со временем, паяльник часто перегревается, и на нём образуются раковины. Со временем она съедают медное жало. После этого его приходится заново, правильно лудить.
Чтобы избежать сей неприятности, всегда после работы, очищайте паяльник от остатков олова, канифоли и прочего материала, которого вы могли коснуться во время работы. Просто смахните остатки, сложенным листком, это продлит его жизнь.
Выполняя эту не хитрую процедуру, ванн не придется, часто лудить жало паяльника.
Ошибка №3 Работа без очков.
При пайке не
забывайте, что вы имеете дело с расплавленным металлом. И если капелька олова,
упавшая на руку, мало кого может напугать, то вот отпружинившая раскаленная
ножка с радиодетали, случайно попавшая в глаз, приводит к печальным
последствиям.
Особенно
опасна пайка на весу или под потолком. В этом случае провода могут отскочить со
своего места и олово “пульнет” вам в глаз.
Поэтому
старайтесь в подобных случаях всегда одевать и использовать защитные очки. А
еще не забывайте про органы дыхания.
Хотя бы элементарное проветривание помещения или маленький USB вентилятор-карлсон на рабочем столе, никогда не будут лишними.
Пайка паяльником
Для того чтобы начать пайку, необходимо подготовить рабочее место и необходимый инструмент. Независимо от вида предполагаемых работ, к рабочему месту предъявляются следующие требования:
- Наличие хорошего освещения позволит не только с комфортом работать, но и заметить небольшие огрехи в спаянных деталях, что затруднительно при недостатке света;
- Отсутствие легковоспламеняющихся предметов;
- Свободное рабочее пространство, на котором можно легко разместить спаиваемую деталь;
- Наличие вентиляции сделает работу не только комфортнее, но и безопаснее, вдыхание расплавленной канифоли отрицательно сказывается на дыхательной системе;
- Увеличительное стекло дает возможность работать даже с маленькими деталями и тонкими проводами;
- Простая подставка решает проблему с размещением нагретого паяльника.
Выбор паяльника
Основой качественной пайки является прогревание металлических деталей до температуры спаивания, соответственно, для каждого вида работ рекомендуется использовать паяльники разных мощностей:
- Для пайки радиодеталей и микросхем лучше всего использовать паяльник мощностью не более 60 Ватт, в противном случае можно перегреть деталь или просто расплавить ее;
- Детали толщиной до 1 мм будут лучше прогреваться при использовании инструмента мощностью 80−100 Ватт;
- Детали со стенкой до 2 мм требуют больших мощностей и определенного опыта в работе, поэтому в данной статье пайка таких деталей рассматриваться не будет.
Что еще нужно для пайки
Помимо самого паяльника для пайки необходимо следующее:
- припой;
- канифоль;
- паяльные кислоты или флюсы.
Припой является связующим материалом между спаиваемыми деталями, и работать без него не получится никак. Сейчас в магазинах продаются специально подготовленные припои в виде скрученных в спираль проволочек различного диаметра, от которых удобно «отщипывать» нагретым жалом необходимый кусочек, но можно и по старинке использовать в качестве припоя кусочек олова, но работать будет не так удобно.
Канифоль используется для подготовки поверхности к нанесению припоя. Припой с канифолью распределяется равномерно, при отсутствии последней скатывается в капли, а к некоторым поверхностям вообще не пристает.
Паяльная кислота, или флюс необходима для подготовки контактов к спаиванию. Новичку следует знать, что флюс для каждого спаиваемого материала отличается, и нельзя применять кислоту для пайки алюминия на медном проводе, иначе припой просто не ляжет.
Процесс пайки проводов
После лужения материалы полностью готовы к пайке. Они будут обеспечивать движение тока без препятствий. Процесс пайки деталей состоит из следующих основных этапов:
- Стержень нужно подвести к месту соединения, припой обволакивает части элементов.
- Канифоль обеспечивает процесс пайки, поэтому нужно опускать в нее паяльник несколько раз и только потом подносить стержень к месту соединения.
- Пайка завершается после того, как все детали оказываются в припое.
- Когда блеск припоя немного ослабевает, металл считается застывшим.
В домашних условиях часто бывает нужно паять цветные металлы, например, золото, серебро, латунь, свинец и т.д. При работе с ними обычно не возникает никаких проблем. Паять медь или сталь будет гораздо сложнее, так как эти металлы плохо поддаются лужению. Отдельные виды металлов, в число которых входит алюминий, в домашних условиях паять нельзя. Мы рассмотрели последовательность спайки деталей, но паяльник также может использоваться и для разъединения. В этом случае главный момент – правильное лужение паяльника.
http://www.parnikiteplicy.ru/www.youtube.com/watch?v=8ZgbSBbnw78
Для разъединения элементов выполняются те же действия, только в обратной последовательности. Место их соединения хорошо разогревается при помощи паяльника до оптимальной температуры, несколько раз опускается в канифоль и прикладывается к соединению. К припою прикладывают острие несколько раз, пока не расплавится полностью. Затем уже детали разъединяются и обрабатываются растворителем при помощи кисточки – это позволяет убрать с них канифоль.
Несколько полезных советов
Полезные советы помогут значительно облегчить процедуру пайки деталей и лужения стержня паяльника
Самое важное – подготовить рабочее место так, чтобы поблизости была безопасная розетка и источники освещения. Материалы для лужения нужно расположить таким образом, чтобы было удобно выполнять всю последовательность действий
Качество пайки напрямую зависит от качества лужения стержня
Поэтому важно уделять этой процедуре достаточно внимания. Но при этом существуют способы ускорить лужение
Для этого можно заменить канифоль на паяльную пасту либо специальный химический состав – флюс. Приобрести их можно в специализированных магазинах.
Припой не прилипает к металлу
Пайка нержавейки – это довольно трудоемкий процесс, но вместе с тем больших сложностей здесь нет. Сплавы, содержащие до 25 % никеля и хрома, сплавляются друг с другом довольно просто. Более того, эти сплавы могут создавать прочные соединения с остальными металлами, исключение составляют только магниевые и алюминиевые сплавы.
Но нужно обратить внимание на то, что некоторые никелированные сплавы при нагреве до температуры 500-700 градусов. Могут образовывать карбиды, их уровень выделения зависит от продолжительности пайки, поэтому время процедуры нужно сокращать
Образующиеся карбиды значительно снижают коррозийную устойчивость нержавеющей стали. Для того чтобы минимизировать выделение карбидов добавляют титан или по завершении пайки проводят дополнительную термообработку. Под действием раскаленного припоя (тиноля) наклепанный нержавеющий материал может растрескиваться, поэтому пайка происходит после отжига, без использования нагрузок во время пайки.
Выбор припоя для нержавейки полностью зависит от таких характеристик: состава стали, условий пайки. Нужно заметить, что изделия, которые сделаны в коррозийных условиях, нужно паять с помощью серебряных тинолей, где в составе находится в небольшом количестве никель. Медь, серебряно марганцовые, а также хромоникелевые припои используются во время печной пайки в сухих условиях.
В роли флюса для обработки нержавейки сегодня чаще всего используют буру. Она наносится на соединение в форме порошка или пасты. Когда бура расплавляется, остальной металл постепенно нагревается до образования ярко-красного каления (850 градусов). При достижении этой температуры, в соединение вводится припой.










Удаление прилипшего к нержавеющей поверхности материала по завершении пайки делают с помощью промывки спаянного изделия в воде, или с помощью песочной обдувки. Соляная или азотная кислота, которые можно использовать при чистке, очень нежелательны на этом этапе работы с нержавеющей сталью, так как они вместе с припоем разъедают основной металл.
Пайка нержавейки в домашних условиях
Пожалуй, все знают, что домашний мастер постоянно сталкивается с бытовыми сложностями, которые ему необходимо устранять самостоятельно. Но нередко случается и так, что нужно сделать работу, связанную с обработкой нержавеющей стали своими руками. Поэтому для этого потребуются определенные навыки, умения и знания. Также нужно будет обзавестись некоторыми материалами и инструментами. Вот перечень всего необходимого:
- Паяльная кислота;
- Электропаяльник на 100 Ватт;
- Оловянный припой для соединения металлов;
- Напильник или наждачная бумага;
- Трубка;
- Металлический трос.
Теперь, когда с инструментом для пайки определились, нужно узнать этапы выполнения действий:
- Для обработки нержавейки, нужно изначально позаботиться о наличии флюса и электропаяльника мощностью 100 Ватт. Нужно знать, что мощней выбирать паяльник для обработки нержавеющей стали нет смысла. Флюсом служит обычная паяльная кислота. Также не забывайте про то, чтобы под рукой всегда был оловянно-свинцовый припой.
- Когда все необходимые инструменты и материалы готовы для пайки, можно начинать работу. Сперва необходимо зачистить место соединения нержавеющей стали: выполнить это можно при помощи наждачки или напильника. По завершении очистки рабочих участков необходимо нанести паяльную кислоту с последующей обработкой. Если обработка не получается (припой не прилипает к поверхности нержавейки), то нужно повторно произвести манипуляции с паяльной кислотой тщательно разогретую поверхность, затем выполнить обработку заново.
- В случае, когда вы сделали вторую попытку, и она не завершилась успехом, и припой опять отстает, то рабочую поверхность нержавейки требуется почистить специальной щеткой, которую можно сделать своими: потребуется кусок трубы сечением 5 мм, куда разместите тонкие жилы, вытянутые из металлического троса. Теперь, нанесите на место пайки кислоту, а после подведите одновременно сюда щетку и паяльник. Затем начните работать двумя инструментами. Нужно отметить, что этот процесс очень хорошо помогает при удалении оксидной пленки с поверхности нержавейки.
- Когда детали получилось отлудить, начинайте пайку нержавеющей стали, используя в работе паяльник и флюс.
Расчёт обмотки
Ремонт паяльника в большинстве случае сводится к процедуре, позволяющей перемотать сгоревшую обмотку из нихрома
При её замене важно правильно подобрать толщину и диаметр нихромовой проволоки, а также количество витков в спирали, определяющее выделяемую тепловую мощность
Для определения исходного показателя (сопротивления обмотки) используются специальные таблицы.
| Таблица для определения сопротивления нихромовой спирали в зависимости от мощности и питающего напряжения электрических приборов , Ом | |||||
| Напряжение питания паяльника, В | |||||
| 12 | 24 | 36 | 127 | 220 | |
| 12 | 12 | 48,0 | 108 | 1344 | 4033 |
| 24 | 6,0 | 24,0 | 54 | 672 | 2016 |
| 36 | 4,0 | 16,0 | 36 | 448 | 1344 |
| 42 | 3,4 | 13,7 | 31 | 384 | 1152 |
| 60 | 2,4 | 9,6 | 22 | 269 | 806 |
| 75 | 1.9 | 7.7 | 17 | 215 | 645 |
| 100 | 1,4 | 5,7 | 13 | 161 | 484 |
| 150 | 0,96 | 3,84 | 8,6 | 107 | 332 |
| 200 | 0,72 | 2,88 | 6,5 | 80,6 | 242 |
| 300 | 0,48 | 1,92 | 4,3 | 53,8 | 161 |
| 400 | 0,36 | 1,44 | 3,2 | 40,3 | 121 |
| 500 | 0,29 | 1,15 | 2,6 | 32,3 | 96,8 |
| 700 | 0,21 | 0,83 | 1,85 | 23,0 | 69,1 |
| 900 | 0,16 | 0,64 | 1,44 | 17,9 | 53,8 |
| 1000 | 0,14 | 0,57 | 1,30 | 16,1 | 48,4 |
| 1500 | 0,10 | 0,38 | 0,86 | 10,8 | 32,3 |
| 2000 | 0,07 | 0,29 | 0,65 | 8,06 | 24,2 |
| 2500 | 0,06 | 0,23 | 0,52 | 6,45 | 19,4 |
| 3000 | 0,05 | 0,19 | 0,43 | 5,38 | 16,1 |
| Таблица зависимости погонного сопротивления (одного метра) проволоки из нихрома от диаметра | ||||||||||
| Диаметр нихромового провода, мм | 0,05 | 0,07 | 0,08 | 0,1 | 0,2 | 0,3 | 0,4 | 0,5 | 0,60 | 0,7 |
| Погонное сопротивление, Ом/м при 20°С | 550 | 280 | 208 | 137 | 34,6 | 15,7 | 8,75 | 5,60 | 3,93 | 2,89 |
| Диаметр нихромового провода, мм | 0,8 | 0,9 | 1,0 | 1,2 | 1,3 | 1,5 | 2,0 | 2,2 | 2,5 | 3,0 |
| Погонное сопротивление, Ом/м при 20°С | 2,20 | 1,70 | 1,40 | 0,97 | 0,8 | 0,62 | 0,35 | 0,31 | 0,22 | 0,16 |
По этим таблицам можно будет проверить правильность расчёта обмотки, чтобы в дальнейшем выполнить ремонт.
При фиксированном напряжении питания U и измеренном с помощью тестера сопротивлении нагревательного прибора R потребляемая им мощность P вычисляется по формуле P=(UхU)/R.
Подготовка нового паяльника
Подготовка паяльника к работе заключается в том, чтобы прокалить его исполнительную часть (жало) до такого состояния, при котором оно сможет полноценно выполнять свои функции.

Дело в том, что у любого паяльного инструмента, только что принесённого из магазина, на жало имеются следы окислов меди (они образуются после длительного контакта с воздухом). Естественно, что этот налёт ухудшает контакт с рабочими составами (припоем и флюсом).
Для достижения этого необходимо предпринять следующие шаги:
- Во-первых, следует тщательно прокалить жало до состояния, пока металл не приобретёт красновато-оранжевый оттенок. С этого момента оно будет обгорать, то есть начинается процесс термического выжигания остатков окислов, сопровождающийся характерным резким запахом.
- Во-вторых, по истечении определённого времени, когда на поверхности жала появится характерный для меди нагар, следует соскрести его любым острым металлическим предметом.
- В-третьих, очищенное от нагара жало паяльника должно пройти ещё одну операцию, называемую лужением. Для того чтобы качественно залудить наконечники любого типа следует научиться отличать варианты их исполнения.
Как залудить жало современного паяльника
Производители сердечников заявляют, что их изделия лудить не обязательно. Это частично справедливо для тех стержней, которыми работают методом подачи припоя проволокой или пастой в рабочую зону. Жало прогревает соединение с нанесенным на него флюсом, отплавляет от проволоки капельку сплава, которая, растекаясь по горячему, образует прочное соединение.

Никель также окисляется на воздухе, хотя и медленнее, чем медь. Слой окиси ухудшает теплопередачу, снижая эффективность прогревания пайки, поэтому рабочую сторону лучше залудить. Сделать это нужно без повреждения покрытия. Для этого используется мокрый хлопчатобумажный лоскут, банка с твердой канифолью и ПОС. Правила того, как облудить паяльник новый:
- Рабочая поверхность обезжиривается.
- Включается питание.
- Нагревшийся сердечник очищается мокрой тряпкой и сразу втыкается в канифоль.
- Добавленный в банку кусочек припоя растирается, не вынимая стержня из флюса.
- Через короткое время кончик покроется ровным слоем олова.
Будет интересно Как паять алюминий в домашний условиях
Чаще всего для жала используется коническая форма. Достаточно лудить 3-5 мм острия конуса.
 Как залудить жало современного паяльника
Как залудить жало современного паяльника
Очистка в процессе работы
Правильно облудить паяльник важно не только во время подготовки к работе. Спустя какое-то время пайки может случиться так, что материал снова не будет липнуть к основанию
Это происходит через минут 15. Под слоем лужения обгорает медь. Существует несколько способов как правильно залудить паяльник во время работы.
Бруском дерева
Брусок дерева неотёсанный всегда должен находиться под рукой у мастера. Используют хвойные породы, поскольку такая древесина имеет природную канифоль. На древесину наливаю флюс и ложат немного припоя. Как только на жале появляется окалина, натирают его о дерево. Во время этого процесса основание очищается и облуживается.
Губка из металла
Способ моментального лужения основания паяльника. Заводские паяльные установки оснащены подобным устройством в виде губки из стали в контейнере.
Мастеру удобно пользоваться подобным методом, но его можно улучшить. Низ губки измазывают флюсом — паяльным салом. При неглубоком погружении жала оно будет просто очищаться. А если на основание нанести припой и макнуть его глубоко, до основания губки, то очистка будет совмещена с лужением.
Метод оптимален для современных наконечников с керамическим или никелевым напылением. Даже паяльники с тонким жалом из меди можно так очищать и залуживать. Повреждения устройству сложно нанести даже при сильном нажатии.
Пошаговая методика пайки радиодеталей на плату
Обычно радиодетали и заводские печатные платы имеют выводы и токоведущие дорожки, которые покрыты оловом. Их можно паять без предварительного облуживания. Платы лудят только при их самостоятельном изготовлении.
Процедура пайки включает такие шаги как:
- Пинцетом отгибают выводы под требуемым углом, затем их вставляют в отверстия платы.
- Фиксируют деталь пинцетом.
- Набирают припой на жало, погружают его в канифоль, приставляют к точке соединения вывода с платой так, как это показано на рисунке 7. После нагрева поверхностей припой перетекает на дорожки платы, вывод элемента, контакты микросхем, равномерно распределяясь по ним под действием сил поверхностного натяжения.
- Деталь удерживают в нужном положении пинцетом до застывания припоя.
- После завершения пайки следует обязательно промыть плату спиртом и/или ацетоном.
- Дополнительно контролируют отсутствие короткого замыкания компонентов платы, вызываемых каплями припоя.
Рисунок 7. Пайка выводов радиодеталей на печатной плате Губки пинцета для лучшей фиксации целесообразно заточить или использовать специальный инструмент по типу показанного на рисунке 8.
Избыток выводов удаляют бокорезами.
Рис. 8. Вариант исполнения паечного пинцета
На повторно используемых платах установочные отверстия очищают от остатков припоя деревянной зубочисткой.
При работе целесообразно соблюдать следующие правила:
- жало ориентируют параллельно плоскости платы;
- из-за опасности перегрева радиодеталей, а также отслаивания токоведущих дорожек из-за перегрева платы паяют не более 2 секунд;
- перед набором припоя жало следует очистить от окислов.
Как залудить паяльник с медным жалом
В большинстве жало паяльника делают из меди. Однако медь окисляется на воздухе. При высокой температуре процесс окисления значительно увеличивается. Плёнка окислов меди обладает плохой теплопроводностью, и припой плохо прилипает к окиси меди, что затрудняет процесс пайки.

Перед тем как залудить жало паяльника, нужно механическим способом снять окись меди. После снятия окиси меди тут же начинают процесс лужения жала паяльника, не дожидаясь окисления меди. Также, если у вас новый паяльник нужно заточить жало стержня под ваши нужды.









Форма жала паяльника может быть скошена с двух сторон до толщины торца в 1 мм. Медное жало может быть также сточено под 45° или другим углом, более удобным для ваших работ. Форму жала выпиливают буквой П, для удобного демонтажа SMD резисторов или конденсаторов. Иногда жало сгибают на 135°, всё зависит от вида работ и удобства при пайке.
Некоторые паяльники снабжаются коническим, несгораемым жалом. Такое жало предназначено для пайки мелких SMD компонентов. Для пайки более крупных радиодеталей, пайки проводов и других элементов такая форма непригодна. Иногда жало покрывают слоем никеля.

Различные формы жала паяльника
Никель меньше подвержен окислению чем медь, но обладает плохой прилипаемостью припоя (адгезия), то есть плохо удерживает припой. Поэтому при пайке таким жалом припой подносят руками к месту соединения элементов. Тонкое покрытие медного жала серебром также удлиняет срок его службы.
Серебро обладает хорошей адгезией, но стоимость паяльника с таким покрытием высока, и со временем серебро растворяется в припое и оголяет медь. В процессе пайки выгорает и окисляется не только жало паяльника, но и весь стержень прочно пригорает к паяльнику.
Снять пригоревший медный стержень проблематично, но необходимо, перед тем как залудить жало паяльника. Потому что окалина на стержне имеет низкую теплопроводность и понижает температуру паяльника. Повышая температуру такого паяльника регулятором температуры, процесс окисления меди значительно увеличивается.
Снимают пригоревший стержень медленным прокручиванием плоскогубцами. Сам паяльник крепят в тисках через деревяшки. Прокручивание стержня чередуют легким постукиванием, для снятия окалины. Такой процесс может занять достаточно много времени. Сильно пригоревший стержень можно смочить водой.
В район прилегания стержня к нагревателю, заливают воду из шприца 1 — 2 кубика (подбирается опытным путем) в разогретый, но выключенный паяльник. После впрыскивания воды стержень прокручивают пассатижами. Этот процесс повторяется несколько раз, пока не снимется стержень паяльника.
После такой процедуры важно проверить сопротивление изоляции паяльника. Сопротивление изоляции проверяют мультиметром в режиме Мом, которое должно соответствовать 1-10 Мом
Замеряют сопротивление изоляции между вилкой электрического шнура корпусом и жалом паяльника. Перед тем как залудить жало паяльника мелким напильником выбирают все неровности рабочей части жала.
Включают паяльник и ждут, пока он не нагреется. В процессе нагрева медного стержня уже появилась окись меди. Поэтому рабочую поверхность горячего жала шлифуют нулевкой, вытирают влажной чистой тряпкой и сразу окунают в канифоль с припоем на деревянной дощечке.
Движениями вперед — назад залуживают жало паяльника. Залуженная рабочая поверхность стержня должна быть ровно покрыта припоем. При неравномерном покрытии рабочей области припоем, процесс лужения повторяют.
Последовательность работ при ремонте
Для устранения обрыва в проводах или вилке сначала с помощью мультметра (тестера) выявляется точное место нахождения повреждения. И лишь после этого выбирается один из возможных способов ремонта паяльника.
Так, при обнаружении обрыва в подводящем проводе или вилке, эти части проще всего целиком заменить исправным изделием. Для этого удобнее просто нарастить неповреждённую часть, припаяв к ней новый сетевой шнур.

При наращивании подводящего провода особое внимание уделяется изоляции отдельных жил. Надёжнее всего защитить каждую из них поливинилхлоридной трубкой (кембриком). В случае, когда сгорела обмотка паяльника – придётся вскрыть защитный кожух (крышку) и полностью разобрать нагревательный элемент, отсоединив его от питающих проводов
В случае, когда сгорела обмотка паяльника – придётся вскрыть защитный кожух (крышку) и полностью разобрать нагревательный элемент, отсоединив его от питающих проводов.

При перемотке спирали необходимо внимательно следить за тем, чтобы соседние витки располагались на удалении один от другого, а между рядами намотки укладывалась слюдяная прокладка.
По окончании намоточных работ к концам нихромовой проволоки припаиваются, а затем обжимаются подводящие провода, после чего защитный кожух возвращается на прежнее место. На этом ремонт может считаться законченным.





