
Виды ковки
Ковка — это один из видов обработки металла, позволяющий изменять форму и размер заготовки. Ковку подразделяют на два вида:
Виды ковки
Далее я расскажу о каждом из ее видов.
О горячей ковке
Смысл горячей ковки заключается в том, что перед обработкой заготовка подвергается нагреву до определенной температуры. Это повышает пластичность металла, и таким образом увеличивает возможности мастера.
Горячая ковка подразумевает обработку разогретой до высокой температуры детали
Достоинства:
- Высокая пластичность заготовки. Благодаря этому упрощается работа. Кроме того, мягкий металл позволяет без особого труда изменять форму и размеры заготовки;
- Универсальность. Данный метод позволяет использовать любые заготовки. Это значительно расширяет возможности мастера.
Нагрев заготовок осуществляется в кузнечном горне
Недостатки:
- Дополнительные затраты. Для разогрева заготовок до ковочной температуры необходимо обустроить кузнечный горн. Кроме того, требуются дополнительные затраты на топливо;
- Требовательность к температурным режимам. Чтобы заниматься горячей ковкой нужны определенные знания, позволяющие определять температуру «на глаз». Подробней об этом я расскажу ниже.
О холодной ковке
Для холодной ковки не требуется горн, так как обработка заключается в изгибании холодных заготовок, их прессовании и сварке.
Холодная ковка выполняется на специальном оборудовании и не требует нагрева обрабатываемых деталей
Достоинства. Холодная ковка обладает следующими достоинствами:
- Доступность. Обустроить мастерскую для холодной ковки гораздо проще, так как не нужна печь. К тому же для этого требуется меньше затрат;
- Безопасность. Отсутствие высоких температур положительно сказывается на общей безопасности.
Недостатки. У этого вида ковки тоже имеются минусы:
- Холодная ковка предоставляет меньше возможностей. Многие операции, которые можно выполнить горячей ковкой, для холодной обработки недоступны;
- Невозможность исправления брака. Холодная обработка осуществляется с использованием заготовок-полуфабрикатов. В результате ошибку, как правило, нельзя исправить;
Для холодной ковки используются пруты квадратного и круглого сечения
Ограниченность заготовок. Холодным способом можно изготавливать определенный набор деталей, который зависит от вашего оборудования. Причем для этих целей используются пруты квадратного или круглого сечения.
Диаметр и размеры сечения заготовок, с которыми можно работать, так же зависят от используемого оборудования.
Подбор кованых изделий под стиль интерьера
Изделия для разных стилей:
- Прованс. Стены, мебель лучше украшать цветочными конструкциями, отдельными ветвями из металла.
- Скандинавский стиль. В геометрии должны отсутствовать сглаженные углы, плавные изгибы. Все декоративные элементы должны быть строгими, состоящими из прямых линий, соединяемых под острыми углами.
- Рококо. Линии должны быть утонченными, постепенно переходить к массивным предметам.
- Восточный стиль. Включает витиеватые переплетающиеся линии, листья, ветви. Не должно быть острых углов, большого количества прямых линий.
- Лофт. В оформлении должна преобладать резкость. Нужно делать больше острых углов, предметов, украшений грубой формы.
Также внимание нужно уделять цветовой гамме. Например, для скандинавского стиля и лофт подойдут темные оттенки, натуральный металлический цвет
Дизайн в стиле рококо (Фото: Instagram / n_hramcova)
Дизайн в стиле рококо (Фото: Instagram / n_hramcova)
Приспособление «Фонарик»
Используется для изготовления из квадратного или круглого прутка элементов в форме «корзинки» или «фонарика».

Устройство и принцип работы
Приспособление делается на базе стандартного торсионного станка. В закрепленные тиски зажимается обрезок трубы с наваренной на торец гайкой большого диаметра, в которой по торцам просверлены отверстия по размеру заготовок.
Затем в противоположных, крутящихся тисках закрепляется такая же деталь. В отверстия соосных гаек вставляются детали заготовок.
Между гайками устанавливается металлический вал. Его диаметр должен быть меньше внутреннего диаметра гаек. После путем вращения одного края заготовок изготавливается фигура необходимой формы.
Кованые элементы и детали своими руками
Сегодня существуют цеха или мастерские, предлагающие изделия художественной ковки собственного производства. Спрос на эту продукцию стабилен, несмотря на завышенную стоимость кованых изделий.
При желании и определенном опыте работы с металлом многое из ассортимента профессионалов художественной ковки можно выполнить и своими руками. Вовсе не обязательно вооружаться горном и кувалдой или приобретать специальный станок. Даже для изготовления сложных элементов или изделий достаточно верстака, тисков, сварочного аппарата и молотка. Материалом для самодеятельного творчества послужит круглый пруток, профильная труба с небольшим сечением, неширокая полоса стали или листовой металл.
Мебель
В качестве мебели для самостоятельного изготовления можно рассмотреть садовые или дачные столики и стулья, декоративные полочки на стены. Кованые элементы могут украсить интерьер кухни, спальни, прихожей или садовую беседку, а намеченные для отправки в утиль старую табуретку или торшер можно укрепить коваными полосками и представить в качестве антиквариата.









Беседка
Беседка, заветная мечта дачников и владельцев собственного участка, необязательно должна быть деревянной или кирпичной. Можно сделать и металлическую конструкцию из профиля. Ее несложно превратить в легкую и изящную композицию с помощью собственноручно изготовленных кованых деталей — витой из стального круга ажурной арки на входе, завитушек по периметру беседки или замысловатой подвески для светильника.
Ворота
Кованые ворота и входная калитка, пожалуй, самые востребованные на сегодня изделия из ассортимента художественной ковки, в которых практичность сочетается с художественным вкусом. Между тем многие владельцы частных домов из экономических соображений обходятся приобретенной или самостоятельно изготовленной из стандартного металлопроката и металлопрофиля входной группой.
Любую металлоконструкцию можно перевести в разряд нестандартных или сделать такой изначально с помощью простейших самостоятельно изготовленных кованых элементов. В качестве заготовки используются уже упомянутые стальные прутки, профили или полосы. Из них можно выполнить различные витые узоры и вензеля, листья и бутоны, строгие или произвольные геометрические фигуры.
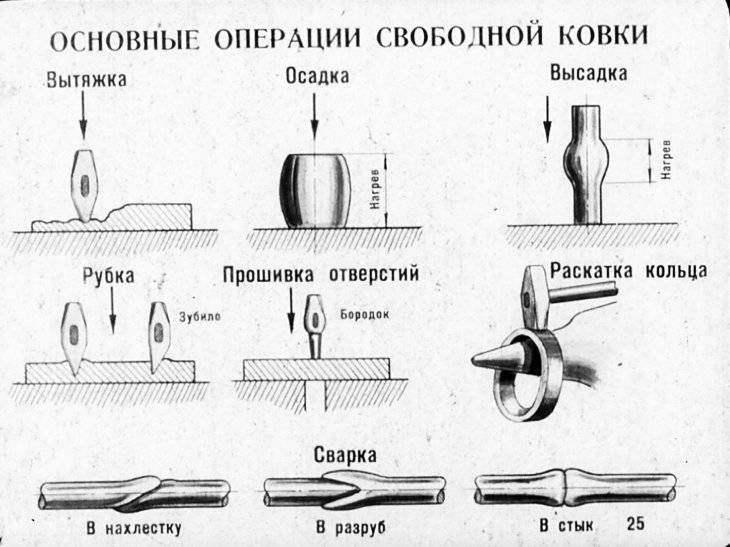
Основные приемы художественной ковки
Для каждого из видов ковки металлов и сплавов существуют свои технологии и приемы обработки. Художественная ковка с учетом специфики использует в своем арсенале практически все основные приемы кузнечного мастерства, с помощью которых в металле можно выразить любой творческий замысел.
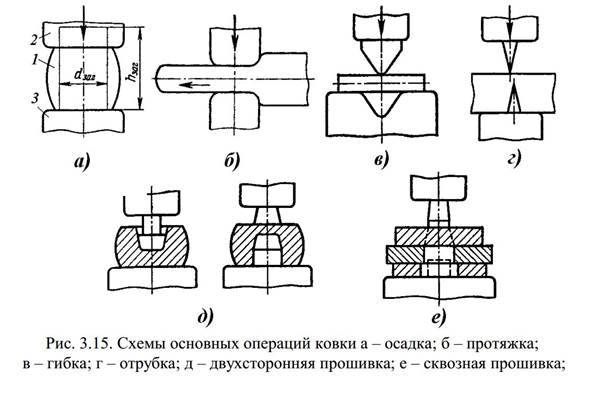
Высадка
Целью операции является уменьшение длины заготовки с одновременным увеличением поперечного сечения. При горячей ручной ковке нагретую деталь ставят вертикально на наковальню и отбивают молотом по верхнему концу. Нагревая отдельные места и удерживая деталь щипцами, на ней можно выполнить утолщенные узлы, изгибы, объемные или плоские элементы задуманного украшения.
Протяжка
Протяжка представляет собой операцию, противоположную высадке, и применяется для удлинения заготовки. Направление удара при протяжке — поперек оси детали с ее проворотом или продвижением по длине.
В зависимости от формы заготовки (плоской, круглой, пустотелой, кольцевой) и применяемой оснастки техника протяжки включает в себя множество приемов. Отдельные приемы протяжки могут называться своими терминами — разгонка, расплющивание или раскатка.
Округление
Операция применяется при горячих методах ковки и заключается в закруглении граней профильных заготовок. Первоначально углы заготовки расковывают, доводя ее до восьмигранного сечения. Окончательное округление выполняют с помощью специальных обжимок или вырезных молотков.
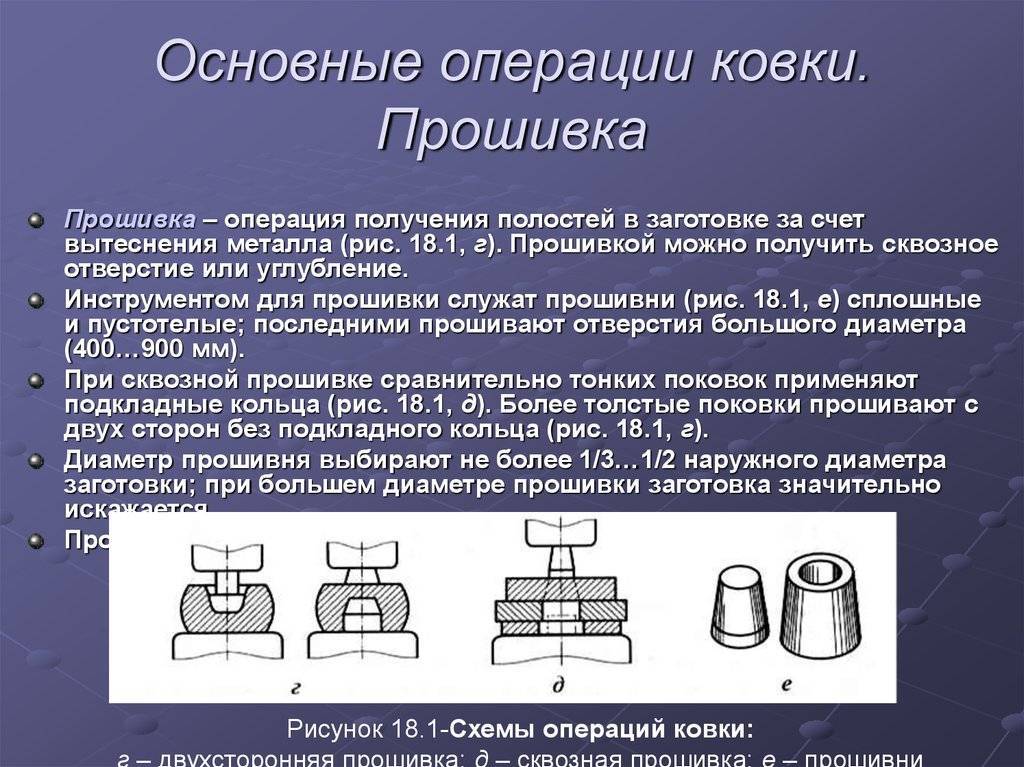
Продевание
Продевание различных элементов друг через друга — распространенный прием, активно применяющийся в художественной ковке. Продевание проводится двумя способами — сборкой по принципу цепных звеньев или прошивкой отверстия в одном из элементов. В этом случае для операции используют зубила нужной формы и размера.
Оформление уступов
Уступы различной формы в технике художественной ковки выполняют как с декоративной, так и с технологической целью, чтобы закрепить детали между собой. Выполняют уступы, используя острые ребра наковальни или специальную подкладную оснастку.
Гибка
Гибка — распространенная технология, активно применяющаяся в художественной ковке. Для гибки разработаны специальные станки и приспособления, позволяющие мастерам работать по собственным шаблонам.
Протяжка
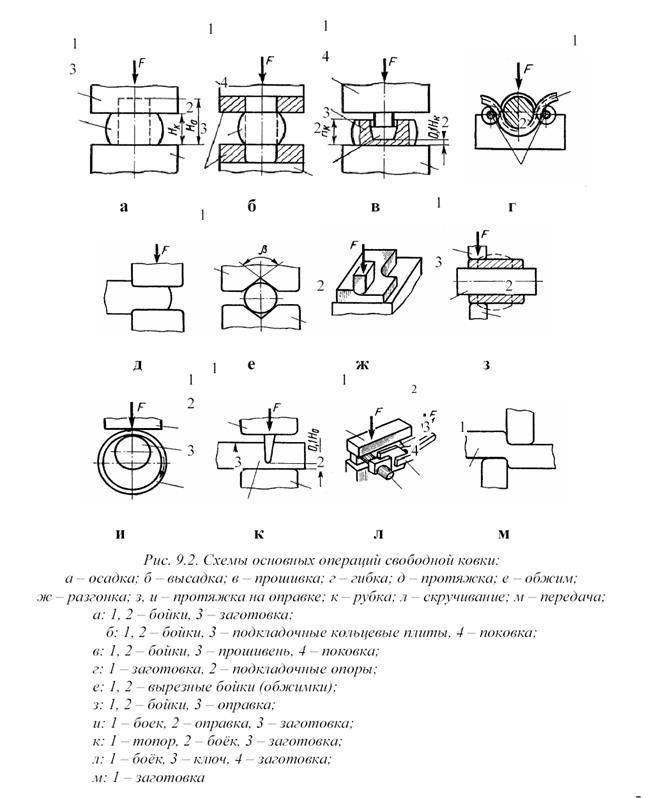
Протяжка – операция ковки, предназначенная для удлинения заготовки или ее части за счет уменьшения площади поперечного сечения (рис. 8). Протяжку осуществляют путем хода бойка молота или пресса перпендикулярно к оси заготовки (обжимами) с ее подачей вдоль оси.
При протяжке различают переходы и проходы. Переход состоит из обжатия и подачи. Смежные переходы на длине протягиваемой заготовки составляют проход. Протяжка может быть одно-, двухпроходной и т.д., но по исполнению всегда многопереходная. Для выравнивания деформации в объеме заготовки применяют протяжку: с кантовкой заготовки после прохода на всю длину протяжки; протяжку с кантовкой в обе стороны; протяжку по винтовой линии. Последний способ более трудоемок, и его применяют в основном для ковки труднодеформируемых материалов, например инструментальных сталей.
К основным характеристикам протяжки относят относительное обжатие и относительное уширение.
Относительное обжатие – степень деформации по высоте заготовки (рис. 8)
(9.2)

ис. 8. Схема протяжки: 1 – протягиваемая заготовка; 2, 3 – бойки
Относительное уширение – степень деформации по ширине заготовки:
(9.3)
Допустимая величина обжатия зависит от пластических свойств деформируемого металла. Малыми подачами обычно пользуются для повышения интенсивности протяжки, уменьшения уширения или увеличения максимальных обжатий. От протяжки с большими подачами возрастает неравномерность деформации, она сопровождается значительным уширением, требует повышенных энергозатрат и приводит к уменьшению относительного обжатия.
В зависимости от массы, длины протягиваемой заготовки и способа ее удержания в производстве применяют различные способы протяжки. Последнюю начинают с конца заготовки или с ее середины. При протяжке короткой заготовки ковку осуществляют с дальнего ее конца от кузнеца. Этот способ протяжки называют «на себя». Если протяжку ведут от середины или с ближнего торца заготовки к ее дальнему торцу, то этот способ протяжки именуют «от себя».
При протяжке круглых заготовок (протяжке «на круг») плоскими бойками круглые заготовки вначале превращают в квадратные со стороной квадрата, равной 0,6…0,7 диаметра исходной заготовки, затем сбивают углы и придают заготовке примерную форму тела вращения. Высоколегированные стали, склонные к трещинообразованию, проковывают на пластину, а затем перековывают на требуемый профиль, например круг.
Ковку с круга на круг проводят в вырезных бойках. При этом используют комбинированные бойки: верхний – плоский, нижний – вырезной (фасонный). За счет того, что уширение в таких бойках ограничено, интенсивность вытяжки заготовки увеличивается на 20…40 %.
При протяжке заготовок прямоугольного сечения для предотвращения изгиба осаживаемой зоны заготовки в вертикальном направлении отношение высоты сечения заготовки к его ширине не должно превышать 2…2,5.
2.1. Протяжка на оправке
Эта операция является частным случаем, разновидностью операции протяжки. Протяжку на оправке применяют для увеличения длины прошитой или просверленной заготовки за счет уменьшения ее наружного диаметра и толщины стенки заготовки. Внутренний диаметр заготовки при этом изменяется незначительно. Конструкция оправки показана на рис. 9.
Рабочую часть оправки выполняют конусной с уклоном 5…12 мм на 1 м длины с буртом в зоне большего основания конуса. Бурт является упором для металла заготовки при ее обработке, а также облегчает удаление оправки из полости заготовки после завершения операции. Иногда для облегчения съема обработанной заготовки с оправки между буртом и торцем заготовки помещают кольцо, называемое муфтой. Применяют оправки сплошные и с осевым сквозным отверстием, служащим для охлаждения оправки проточной водой. Материал оправок – стали 35, 40, 40ХН, 5ХГМ и др.
При протяжке кольцевой заготовки оправку вставляют с небольшим зазором в отверстие нагретой до ковочных температур заготовки и удерживают при ковке с одного или двух концов на цепях крана.
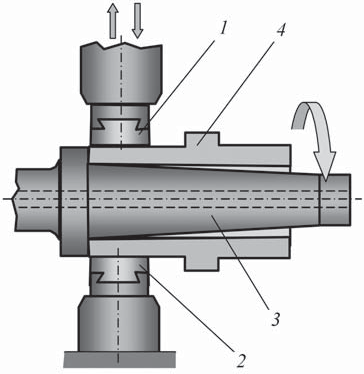
Рис. 9. Схема протяжки пустотелой заготовки на конической оправке: 1, 2 – бойки; 3 – оправка; 4 – обрабатываемая заготовка







Протяжку на оправке применяют для изготовления сосудов высокого давления, корпусов химических реакторов, котлов и других ответственных деталей различных устройств.
Способы ковки
- Ручная;
- Штамповка;
- Ковка на молотах.
Ковку осуществляют с использованием ручных или механизированных инструментов. Это может быть или кувалда, или пресс, работающий от разного вида приводов, например, пневматического.
Эта операция позволяет получать детали, имеющие различные габариты, вес и формы.
Применение ковки повышает механические параметры стали, улучшает его внутреннюю структуру. Именно поэтому, особо ответственные детали обрабатывают методом ковки. Например, шатуны, устанавливаемые на двигателях внутреннего сгорания.
Ковку разделяют на две большие группы – ручную и машинную. Для первой применяют ручной ударный инструмент или специально изготовленное кузнечно-прессовое оборудование. Для машинной обработки применяют прессы и молоты. Тяжелые и габаритные детали обрабатывают на прессах, более мелкие детали обрабатывают на механических молотах.
Ручная ковка должна осуществляться только в специально оборудованной мастерской. Кроме нагревательного горна, мастерская должна быть оснащена системой вентиляции и наковальней. Она представляет собой значительный кусок металла, на которой могут быть смонтированы технологические приспособления, например, рог или матрица, для получения калиброванных деталей. Для производства наковальни применяют сталь 45Л.
С помощью наковальни ковку заготовок выполняют своими руками и придают им нужные формы и размеры. Наличие плоской поверхности на наковальне позволяет обрабатывать плоские детали.
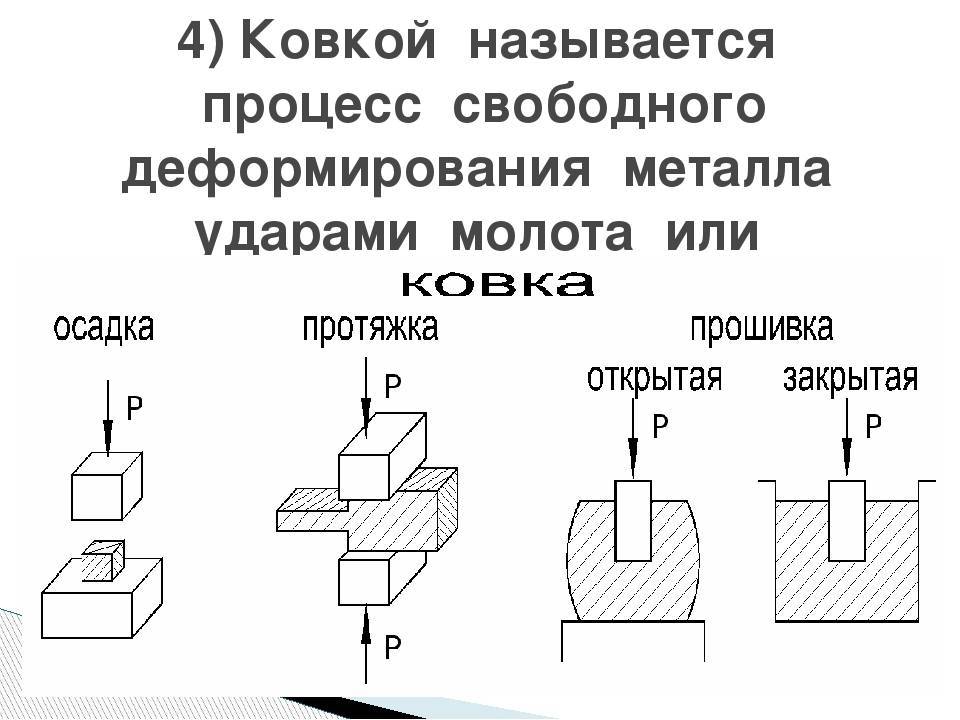
Обработку металла при помощи ударов разделяют на свободную ковку и обработку в штампах.
Суть свободной ковки заключается в заключение заготовки между молотом (прессом) и основанием. Получение требуемой формы и размеров осуществляет оператор станка, используя для этого вспомогательного инструмента.
Во время штамповки металл получает форму и размеры в пределах инструмента, применяемого для обработки. Для выпуска детали, требуется новый штамп. Штамповка – это промежуточная технологическая операция, после которой полученные полуфабрикаты отправлены на дополнительную обработку, например сварку или сверление.
Особенности кузнечной обработки стали
При изготовлении кованых изделий чаще всего использую сталь, как наиболее прочный материал, который без особых проблем можно обработать таким способом. Но при этом соблюдаются некоторые технологические особенности материала.
- Стальная заготовка должна нагреваться равномерно со всех сторон.
- Обязательно при ковке стали нужно соблюдать температурные рамки, которые зависят от твердости материала. Легированные инструментальные марки металла нельзя перегревать свыше 1000 градусов, мягкие — более 1300. Недостаточный нагрев также не способствует нормальной кузнечной обработке: во-первых, это затрудняет ковку стали, а во-вторых, в структуре изделия могут образовываться трещины и разрывы.
- Обязательно перед нагревом заготовки до температуры ковки металл предварительно нужно разогреть до показателя в 300 градусов.
До изобретения сварочных аппаратов кузнечным способом проводили и соединение металлических частей. Это делалось за счет сильного разогрева крепящихся концов заготовки и их последующего сдавливания ударами молота. Кузнечные сварные соединения использовались практически для любого доступного металла: меди, бронзы, серебра и железа.
Несмотря на развитие современных технологий, ковка металла остается одним из основных технологических приемов получения различных изделий. Кузнечным способом изготавливают различную продукцию. Усовершенствование такой обработки привело к массовому производству путем штампования по стандартной форме.
Значительно упростило изготовление кованых изделий появление машин, способных обрабатывать большие по весу и габаритам заготовки.
Пример работы в промышленных условиях можно посмотреть в предоставленном видео:
Несмотря на упадок и появление машинной штамповки, кузнечное дело не теряет своей популярности. Особенно пользуются спросом изделия художественной ковки.
А что Вы думаете по поводу материала этой статьи? Если у Вас есть опыт кузнечных работ и изготовления вещей путем ковки поделитесь им в блоке обсуждения к этой статье.
Ковка. Определение, общие понятие, описание процесса ковки, исторические факты о ковке.
История художественной ковки
История художественной ковки начинается сразу в нескольких точках древнего мира — в Китае и Месопотамии, в Египте и в Европе, в зоне проживания кельтских племен. Именно там были впервые обнаружены кованые изделия, обладавшие, кроме утилитарного, еще и художественным значением.

История художественной ковки
Древние мастера украшали свою продукцию изображениями и орнаментами. Художественная ковка была отмечена во всех отраслях хозяйства — украшали оружие и домашнюю утварь, решетки и ограды, части механизмов и предметы культа. После расцвета искусства художественной ковки в античном мире средневековые мастера во многом утратили достижения времен Римской империи. Узоры стали намного проще, практически исчезли крученые прутки. Эпоха Возрождения стала возрождением и для искусства художественной ковки. Вновь открывались античные секреты, разрабатывались новые методы и художественные приемы. Особенно славились итальянские мастера из княжеств в регионах Милана и Турина, создававшие великолепные доспехи и оружие.
Кованые изделия
Кованое кресло-качалка
Начало широкого применения энергии воды и пара для механизации работы кузнечных горнов и молотов привело к началу технической революции — кованые изделия стало возможно выпускать массово. Однако художественная ковка не потеряла своего особого положения и продолжает цениться и в наши дни именно за свою уникальность
Основные моменты ковки
Ковка своими руками требует от человека внимательности и осторожности. При работе с металлами нужно использовать защитную экипировку. Две основные технологии ковки — холодная и горячая
Две основные технологии ковки — холодная и горячая.
Особенности ковки
Холодный способ ковки
Холодная ковка металла в домашних условиях подразумевает под собой простой технологический процесс, состоящий из нескольких этапов:
- В первую очередь, мастер должен создать эскиз будущего изделия.
- С помощью специальных приспособлений, которые описаны выше, и ручных инструментов человеку нужно создать узоры, присутствующие на эскизе.
- Последним этапом является сборка деталей в одну конструкцию. На рабочем столе располагаются готовые узоры. Мастеру нужно соединить их с помощью сварочного аппарата вместе.
Достаточно научиться работать со сваркой, чтобы успешно создать изделие холодным методом. После сборки конструкции сварочные швы зачищаются и покрываются защитным составом. Изделие можно покрасить в любой цвет.
Горячий способ ковки
Процесс обработки металлических заготовок горячим методом более сложный и трудоемкий. Этапы:
- В первую очередь, создаётся эскиз.
- Заготовки нагреваются в горне. Температура выбирается в зависимости от используемого вида материала. Можно разогревать всю поверхности или нагревать выборочные участки, которые будут обрабатываться.
- Осадка. Выполняется ударами молота.
- При помощи молота увеличивается длина заготовки.
- Фасонными молотками можно выполнить изгибы раскалённой заготовки.
Если нужно скрутить две нагретых детали, используется твистер. При проведении горячей обработки нужно знать, как температура воздействует на визуальные изменения металлической поверхности. Кузнецы не использующие термометры на глаз определяют примерную температуру. Для точной работы желательно купить промышленный пирометр.






Ковка металла считается популярным методом обработки металлических заготовок. В зависимости от методики, ею может заниматься человек без опыта в любом свободном помещении. Новичкам желательно сначала обучиться холодной ковке.
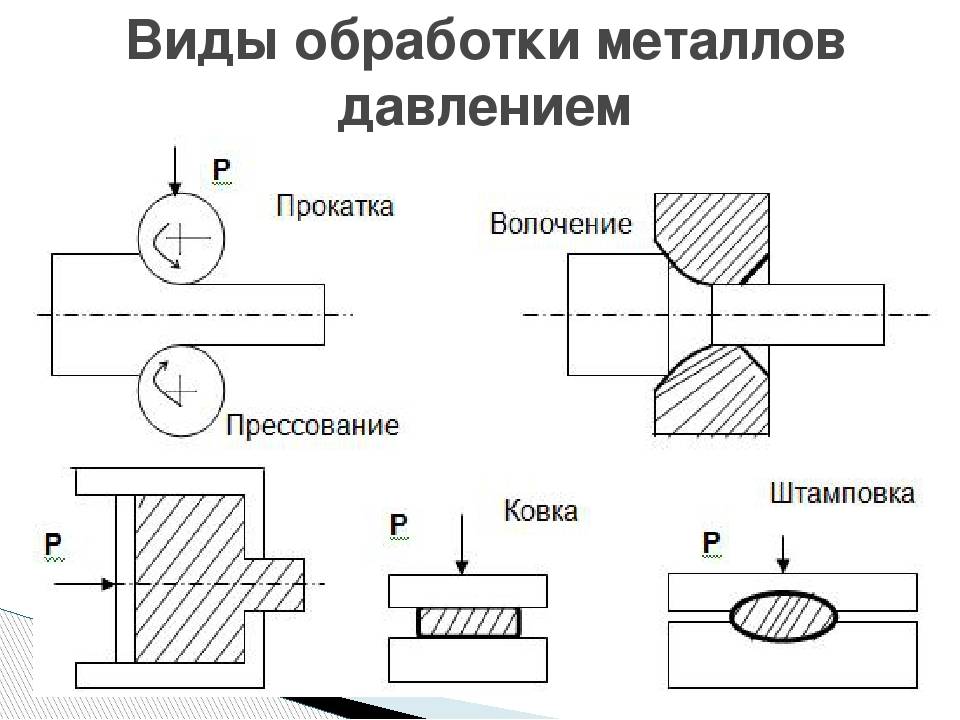
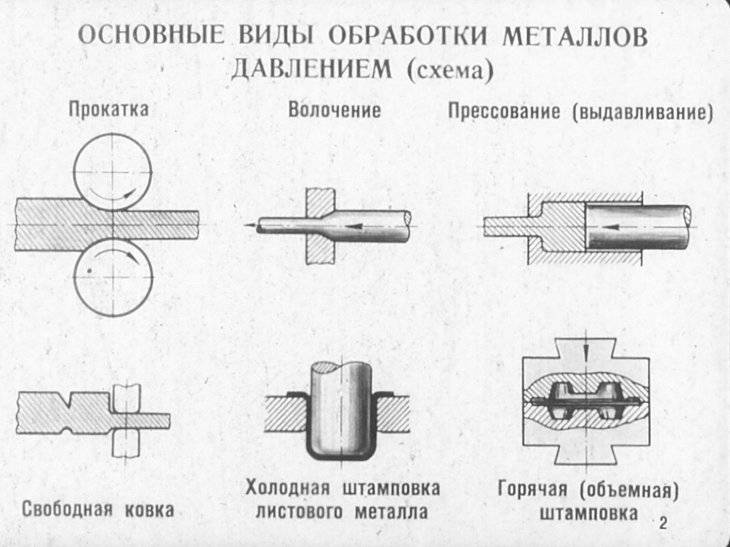
Методы получения
Изготовление поковок – довольно сложный технологический процесс. Существует два метода получения заготовок:
- Ковка. Данный способ производства поковок характеризуется предварительным нагревом металла до пластичного состояния. После этого заготовке придают нужную форму с помощью ударной нагрузки молота или пресса. Особенностью процесса является свободное положение заготовки при обработке. Поковки, полученные методом ковки, отличаются высоким припуском под обработку. Этот показатель практически в 2 раза превышает аналогичный для штампованных изделий. Гибка, вытяжка и волочение также являются разновидностями ковки.
- Штамповка. Главную роль в производственном процессе играет специальная оснастка, которая называется штампом. Матрица воздействует на заготовку с большим давлением. Ее форма полностью повторяет контуры готового изделия. Функцию силового элемента выполняет пуансон. Производственный процесс может протекать как в холодном, так и горячем режиме. Метод отличается высокой производительностью. Для обслуживания оборудования не нужны работники высокой квалификации. По сравнению с ковкой готовое изделие обладает более точными размерами и меньшей шероховатостью поверхности. Единственный недостаток штамповки заключается в высокой стоимости оборудования. Его целесообразно использовать лишь при массовом производстве.
Виды кузнечных работ
Ковку выполняют с помощью ручных или механических ударных инструментов, это может быть, кувалда или пресс, который может работать от электрического, пневматического или гидравлического привода. Ковка и штамповка обеспечивают получение деталей, которые имеют разные габаритно-весовые параметры и форму.
Использование ковки приводит к повышению механических параметров стали и оптимизирует его внутреннюю структуру. Именно поэтому ответственные детали, например, шатуны, производят применяя свободную ковку или штамповку. Ковку можно разделить на следующие типы – ручную и машинную. Для первой применяют ручной ударный инструмент (молот, кувалда и пр.) все работы по обработке металла выполняют на наковальне. Второй тип ковки выполняют на кузнечном оборудовании, оснащенными молотом и пр. При машинной обработке тяжелые и объемные заготовки обрабатываются под прессовым оборудованием, а менее размерные, и с меньшим весом обрабатывают на молоте. Обработку металла с помощью ударов можно разделить на свободную ковку и обработку в штампах. Свободная ковка подразумевает то, что заготовку сжимают между прессом и основанием. Формирование готовой детали происходит за счет вспомогательного инструмента, которые применяет кузнец.  При штамповке, металл приобретает форму и размеры в пределах инструментального штампа. Для изготовления отдельной детали необходимо изготавливать новый штамп. По сути, ковка и штамповка – это промежуточные технологические операции, которые приводят к получению заготовок, которые в дальнейшем будут проходить через дополнительную обработку, например, фрезеровку или сварку.
При штамповке, металл приобретает форму и размеры в пределах инструментального штампа. Для изготовления отдельной детали необходимо изготавливать новый штамп. По сути, ковка и штамповка – это промежуточные технологические операции, которые приводят к получению заготовок, которые в дальнейшем будут проходить через дополнительную обработку, например, фрезеровку или сварку.
Холодная ковка своими руками под прессом: создание заготовок для формирования изделий
На кованых ограждениях и заборах часто можно заметить не только геометрические узоры, но и цветы, бабочек, листья и прочие элементы декора. Они также выполнены путем применения техники холодной ковки, но методом вальцовки, а не штамповки.
Объемные кованые изделия своими руками делаются из листовой заготовки. Работа с прессом в домашних условиях менее распространенная, чем вальцовка. Выдавливание листов под прессом может быть как ручное (выбивное и вдавливаемое), так и автоматическое. В домашних условиях дешевле использовать ручную штамповку. Для этого мастеру необходимо сделать несколько заготовок, которые под давлением будут отпечатываться на металлическом листе.
Чертеж будущего кованого изделия существенно облегчит труд мастера.
Оборудование для ковки металла:
- Пуансон (пресс-штемпель или шплинтон) – верхняя часть пресса, она продавливает лист внутрь. Давящая сторона штампа может быть рисующей или гладкой.
- Матрица – элемент, который выполнен по форме необходимого объекта. Нанесенный рельеф под действием давления деформирует пластину, придавая ей необходимую форму.
- Рычаг пресса – ручка или реле для сближения матриц и регулировки силы пресса.
Перед началом работы необходимо создать рисунок будущего изделия. Эскизы художественной ковки переносятся на заготовку, она обрезается и стачивается по краям. В качестве верстака для прессования можно использовать обычные тиски. Удобнее всего разместить их в вертикальном положении, чтобы пластина лежала горизонтально плоскости. Таким образом, пластина будет располагаться точно между матрицами и не выскользнет во время вращения рычага.
Различные типы верстаков позволяют создавать уникальные кованые элементы.
Простую ковку металла в домашних условиях можно выполнить зубилом и молотком. В таком случае зубило выступает как пуансон, наковальня – матрицей, а молоток – рычагом. Для лучшего пропечатывания рисунка под лист можно положить пластину с насечками. Так рельеф будет более четким и красивым.
Обратите внимание! Металл, который используется при штамповке, должен быть мягче, чем пуансон и матрица. В противном случае инструменты быстро сломаются. Чтобы сделать элемент «лист», из металлической пластины толщиной 20-30 мм вырезают заготовку нужной формы
На ней карандашом по центру рисуется продольная линия. Боек зубила ставится под углом к этой прямой. После удара по ручке на пластинке отпечатывается линия, похожая на жилки у листочков
Чтобы сделать элемент «лист», из металлической пластины толщиной 20-30 мм вырезают заготовку нужной формы. На ней карандашом по центру рисуется продольная линия. Боек зубила ставится под углом к этой прямой. После удара по ручке на пластинке отпечатывается линия, похожая на жилки у листочков.
Методом холодной ковки можно создавать объемные элементы.
Сформировать необходимый объем изделия холодной ковки можно плоскогубцами. Деталь зажимается между тисками и выгибается в нужной форме. Такая работа хорошо подходит для выполнения небольшого количества элементов в целях личного использования. Процесс отбивания рисунка вручную занимает много времени, он довольно монотонный и требует большой точности.
Штампы для постоянной работы (в виде листьев, лепестков, цветов и т.д.) выгоднее приобрести, так как точное обтачивание двух одинаковых элементов – очень сложный процесс. Основные части вытачивают из болванки или отливают методом горячей ковки. Такая работа требует большого опыта и высокой точности. Пуансон и матрица должны совпадать. При сильном давлении неровности будут отпечатываться на изделии. Если несоответствие очень большое, то пресс раздавит заготовки – и придется начинать работу с нуля.





