
Принцип работы устройства
Установка плазменной резки представляет из себя своего рода гибрид электросварки и газового резака – металл плавится электричеством, а расплав выдувается потоком газа.
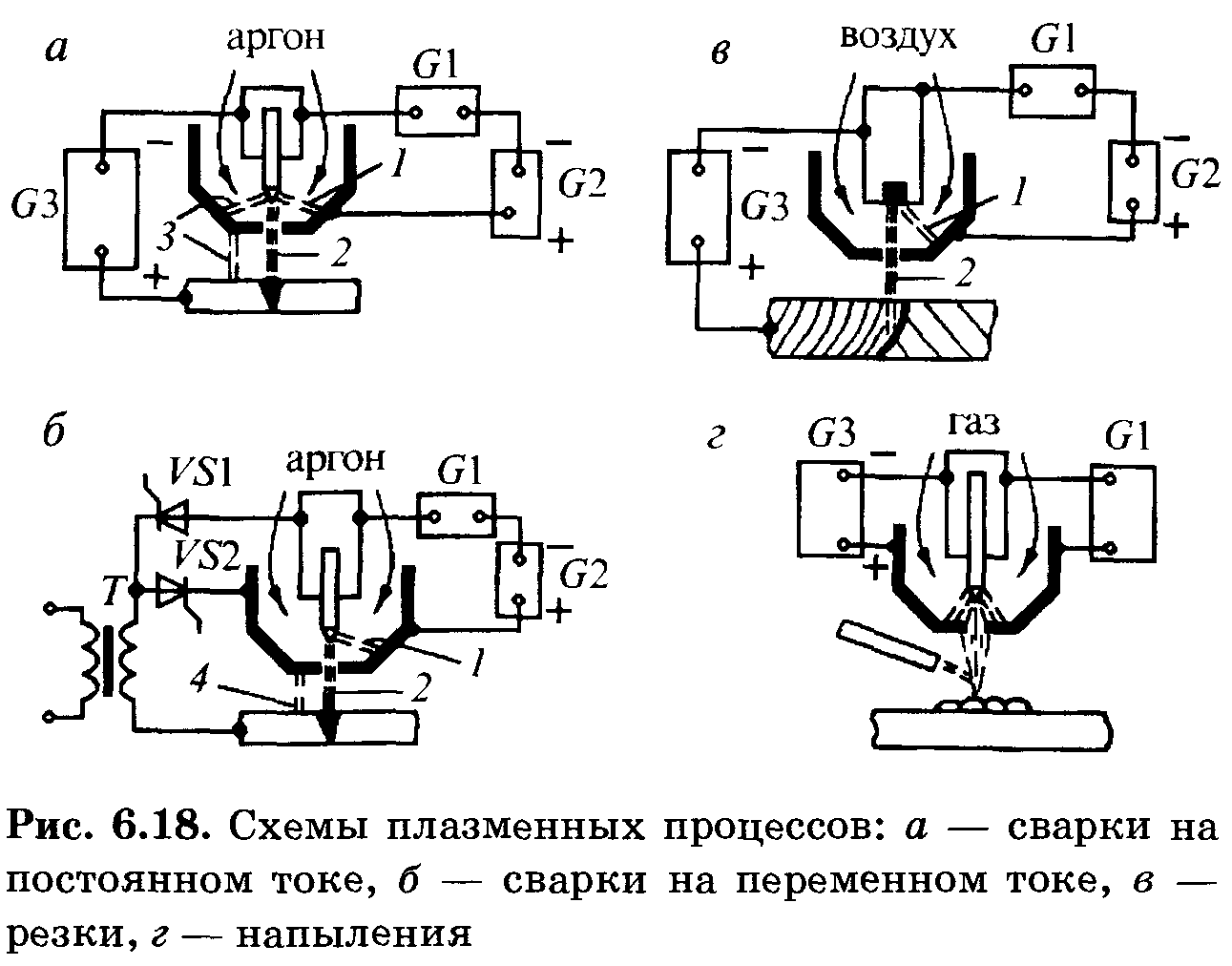
Основной частью этого аппарата является плазмотрон. Внутри него находится медный электрод со стержнем из тугоплавкого металла – бериллия, тория, циркония или гафния. На конце головки находится сопло, формирующее поток плазмы. Сопло отделено от электрода изолятором. Рез производится обратной полярностью – электрод является анодом, а сопло и разрезаемый металл катодом.
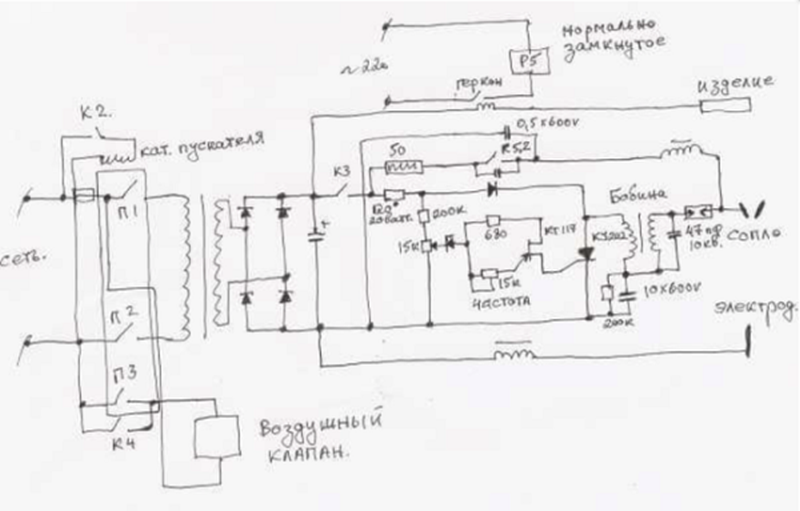
Работает установка следующим образом:
- при включении агрегата на электрод и сопло подается напряжение от сварочного трансформатора;
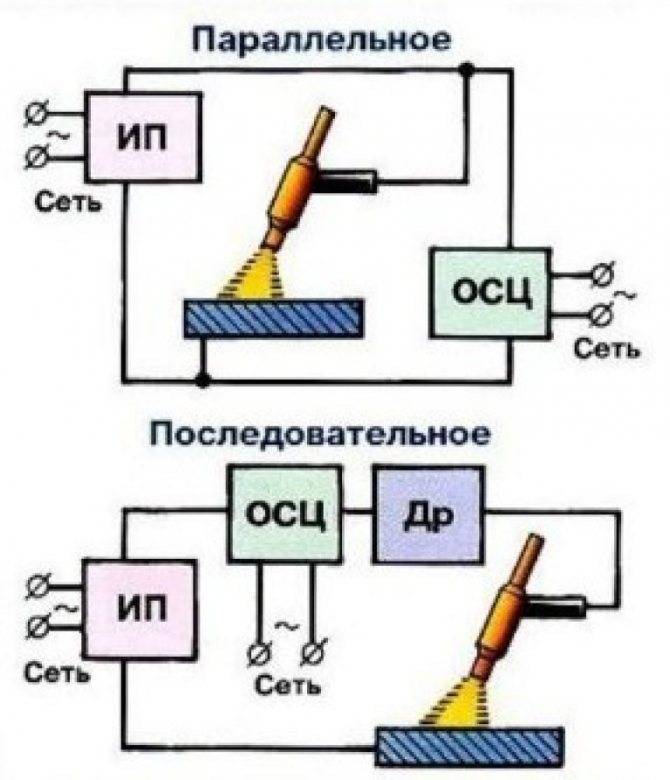
- при помощи осциллятора между этими элементами возникает вспомогательная электрическая дуга, ограниченная добавочным сопротивлением;
- эта дуга разогревает газ, подаваемый в плазмотрон до 8000°С, что превращает его в плазму и увеличивает давление внутри головки;
- потоком воздуха или другого газа поток плазмы выдувается из сопла;
- при выходе из него плазма сжимается в узкий пучок, скорость которого может достигать 1500м/с, а температура 30000°С;
- при соприкосновении плазмы и разрезаемой детали ток начинает идти через массу трансформатора;
- токовое реле, установленное последовательно с деталью, отключает осциллятор и вспомогательную дугу.
Толщина разрезаемого металла зависит от силы тока сварочного трансформатора.
Информация! При токе более 100А плазмотрон и подходящий к нему кабель нуждаются в охлаждении проточной водой или другой охлаждающей жидкостью.
Выбор аппарата для плазменной резки
Покупка любого технического оборудования – дело, для которого не нужно жалеть времени и усилий: слишком высок риск неудачного решения и потери денег. А деньги здесь немалые, вы не найдете плазменного резака дешевле 500 USD в принципе.
Сначала разбираемся с параметрами и техническими характеристиками прибора.
Выбор нужно делать только под свои планы и нужды. Задача – найти не самый лучший резак, а самый подходящий для вас по принципу «здесь и сейчас».
Две большие группы плазморезов – это инверторные и трансформаторные. Названия говорят сами за себя.
Открытая и закрытая плазменная струя.
Если вам нужен компактный резак для работы с металлами небольшой толщины, вы можете остановить свой выбор на резаке инверторного типа. Они забирают немного энергии, легкие и с небольшими габаритами.
Вместе с тем работают они с перерывами и легко выходят из строя при перепадах сетевого напряжения. Цена на такие приборы вполне умеренная, из всех плазморезов это самые недорогие.
Другое дело – трансформаторные резаки. Здесь и с габаритами, и с весом «все в порядке»: серьезные аппараты по всем параметрам.
Энергии потребляют много, зато работать они могут практически без перерыва в течение целого дня. И толщина металла может быть побольше, чем при резке инверторной моделью. Стоимость таких устройств высокая – от 3000 до 20000 USD.
Выбор плазменного резака по мощности
Рассуждения начинаем со свойств и технических характеристик деталей, которые вы планируете обрабатывать и резать. Именно это этого рассчитывается мощность режущего прибора, потому что в нем будут различаться и сопло по своему диаметру, и тип используемого газа.
Применение плазменной резки – область чрезвычайно широкая, поэтому говорить нужно только о ваших конкретных нуждах.
К примеру, если толщина металлических заготовок около 30-ти мм, вам будет вполне достаточно резака с мощностью 90А. Он легко справится с вашим материалом.
А вот если ваш металл потолще, ищите подходящую модель в диапазоне мощности от 90 до 170А.
Выбор резака по времени и скорости разрезания материала
Скорость плазменной резки металла измеряют в сантиметрах за одну минуту. Эта скорость у разных аппаратов тоже разная и зависит от их общей мощности и природы разрезаемого металла.
Например, при всех прочих равных медленнее всего режется сталь, чуть быстрее – медь и ее сплавы. И еще быстрее – алюминий со своими алюминиевыми сплавами.
Устройство плазменного резака.
Если для вас важна скорость, не забывайте о таком показателе, как длительность работы без перегрева, то есть без перерыва. Если в технической спецификации к аппарату написано, что длительность работы 70%, это означает, что после семи минут резки аппарат должен быть выключенным в течение трех минут, чтобы остыть.
Среди трансформаторных резаков встречаются чемпионы с продолжительностью работы в 100%. Иными словами, они могут работать целый день без отключения. Стоят они, конечно, немало. Но если у вас впереди длинные разрезы, думайте о покупке «чемпионских» трансформаторных плазменных резаков.
Разновидности резаков и назначение каждого из них
- Инструменты, которые работают в среде газов защитного типа – водород, аргон, гелий, азот и прочие. Такие газы имеют восстанавливающие свойства.
- Резаки, которые работают в среде газов окисления. Такие обычное насыщают посредством кислорода.
- Приборы, которые используют для работ со смесями.
- Резаки, которые работают в стабилизаторах жидкостно-газового типа.
- Устройства, которые работают с магнитной и водной стабилизацией. Это особый инструмент, который очень редко используют, поэтому его достаточно трудно найти в свободной продаже.
Есть и другая классификация, которая помогает разделить и купить плазморез по виду оборудования, которое используется для работ.
- Инверторные – вариант, признанный экономичным, может разрешать детали из металла с толщиной до 3 см.
- Трансформаторные – такие устройства способны производить резку металла с толщиной до 8 см, вариант сам по себе менее экономичный.
Еще одна категория – тип использования и возможность питания от электрической энергии. в этом случае есть вде позиции – бытовой резак, который работает от сети с переменным током и стандартным напряжением 220 В, и промышленный, который можно подключать лишь к трехфазной питающей сети с напряжением в 380 В.
Обратите внимание, что даже те резаки, которые имеют минимальную мощность, будут от 4 кВт. По этой причине при его подключении к бытовой электросети для начала удостоверьтесь, что она точно выдержит такую нагрузку. Такая нагрузка не является единственной, так как в системе резки плазменным устройство используют охлаждение, и для этого в комплект к стандартному оборудованию идет компрессор, который тоже будет работать от сети
Учитывайте и его мощность при подключении к домашнему питанию
Такая нагрузка не является единственной, так как в системе резки плазменным устройство используют охлаждение, и для этого в комплект к стандартному оборудованию идет компрессор, который тоже будет работать от сети. Учитывайте и его мощность при подключении к домашнему питанию.
Назначение плазменного резака
Прибор используется для раскроя металлических листов и заготовок. Температура плазмы, выпускаемой соплом горелки, достигает 8000 °С. Это помогает без труда нарезать детали из любых материалов, в т. ч. тугоплавких.
Плазморезы применяются при:
- изготовлении различных металлоконструкций;
- прокладке коммуникационных линий;
- резке жаропрочных легированных сталей, содержащих титан, молибден и никель (такие материалы плавятся при температуре свыше 3000 °С);
- раскрое тонколистового металла (плазморез обеспечивает высокую точность воздействия).
Приборы нередко включают в состав автоматизированных линий на крупных производственных объектах.
Оборудование для плазменной резки металла

- производственного;
- домашнего назначения.
Особенностью аппаратов, представляющих первую группу, являются большие размеры и значительный вес. В их конструкции предусмотрено ЧПУ (числовое программное управление). Это приспособление упрощает изготовление деталей различных форм.
Работа с таким оборудованием заключается в разработке макета с использованием специального программного обеспечения. Именно на него впоследствии придется ориентироваться во время выполнения работы. После этого созданный в требуемом формате файл поступает на машину, а там уже выполняется его отрезание. Стоит заметить, что подобное оборудование недешево: цена на эти агрегаты может достигать десятков тысяч долларов.
 вид компактного блока
вид компактного блока
Также дуга позволяет разделять железные листы и обеспечивать высокое качество краев. Учитывая, что для разрезания заготовки используется необычный инструмент в виде ножовки или диска, владельцу не придется тратить время и силы на дополнительную шлифовку деталей. Оборудование для домашнего использования привлекательно тем, что его можно перевозить в любое место, а также хранить и использовать на протяжении длительного времени.
 резкой заготовок из черных металлов и их сплавов
резкой заготовок из черных металлов и их сплавов
Конструкция
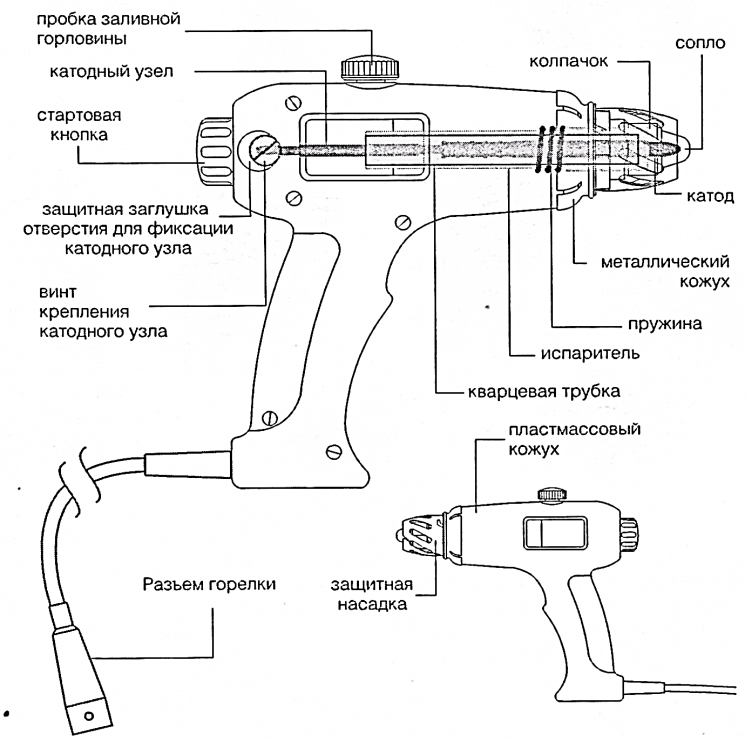
Конструкция плазменного резака состоит из следующих компонент:
- Плазмотрон, предназначенный для формирования плазменной струи. Имеет сложную конструкцию, изготавливается из тугоплавкого металла. Требуется подбор таких параметров: диаметра сопла, длины резака, угла подачи сжатого воздуха в область формирования плазмы.
- Источник питания предназначен для поджига дуги. Должен иметь стабильные параметры по току и напряжению. Подбирают в зависимости от максимальной величины выходного тока, габаритов, размеров и веса.
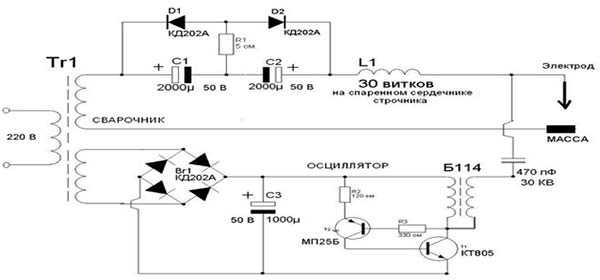
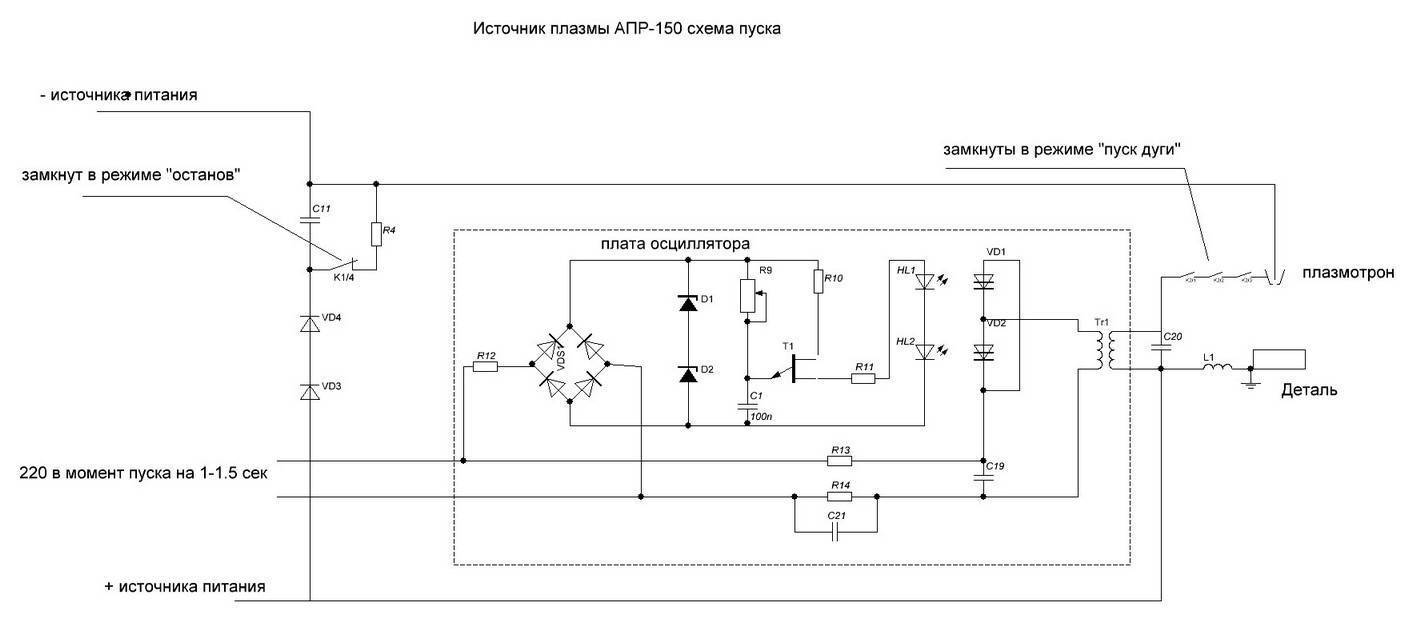
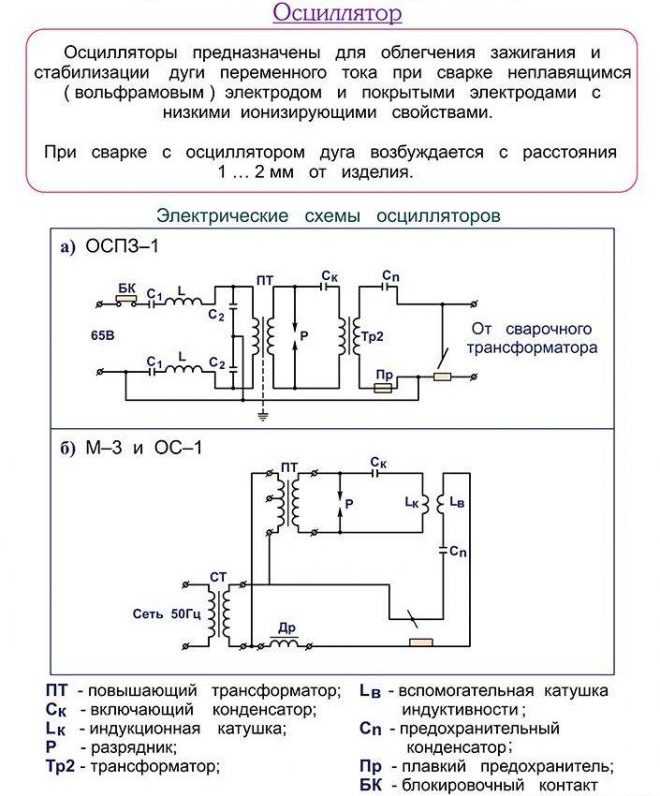
- Осциллятор, используемый для упрощения розжига дуги, стабилизации её горения. Имеет простую схему, поэтому может быть собран самостоятельно либо приобретён в сборе.
- Компрессор для создания потока воздуха, подаваемого для охлаждения горелки, формирования направленного потока плазмы. Подходит практически любая модель. Чтобы не попала влага, потребуется установить осушитель.
- Медный кабель с зажимом на конце для подключения массы.
- Кабель-шланг, предназначенный для подключения горелки и поджига электрической дуги, а также для подачи сжатого воздуха. Может быть изготовлен путём укладки кабеля и кислородной трубки внутри поливочной гибкой трубки.
Необходимые комплектующие
Перед сборкой резака потребуется подготовить следующие комплектующие:
- источник питания;
- резак или плазмотрон;
- компрессор с осушителем или фильтром;
- осциллятор;
- электроды;
- шланги;
- кабели.
Подбор блока питания
Выбор источника электроэнергии для плазменной установки выполняется с учётом следующих критериев:
- максимальной толщины и типа разрезаемого металла;
- длительности проведения работ, времени горения дуги;
- требований к параметрам плазмы;
- стабильности тока, напряжения питающей сети;
- требований безопасности;
- необходимости расширения функциональности плазмореза.

Блок питания
Плазмотрон
Поскольку плазмотрон используется для генерации плазмы, к подбору его параметров нужно подходить грамотно. Важные параметры:
- стойкость к рабочим температурам;
- удобство пуска, настройки, остановки работы оборудования;
- небольшой вес, компактные размеры;
- срок службы;
- требования к обслуживанию;
- ремонтопригодность.
По типу стабилизации дуги плазмотроны бывают газового, водяного и магнитного вида.
При работе важно своевременно заменять электроды, чтобы максимально продлить срок службы сопла. Понять необходимость данной процедуры можно по ухудшению качества резки: нарушение точности, появлению поверхностных волн
Важно не перегревать плазмотрон, поскольку это может повлечь серьёзные поломки.
Для создания плазмотрона потребуются следующие детали:
- рукоятка из материала с низкой теплопроводностью, в которой есть отверстия под провода для электрода, трубок для газа;
- пусковая кнопка;
- подходящие по параметрам электроды;
- сопло нужного диаметра;
- изолятор;
- пружина для соблюдения расстояния от сопла до разрезаемого металла;
- наконечник с защитой от брызг расплавленного металла;
- завихритель потока;
- специальная насадка.
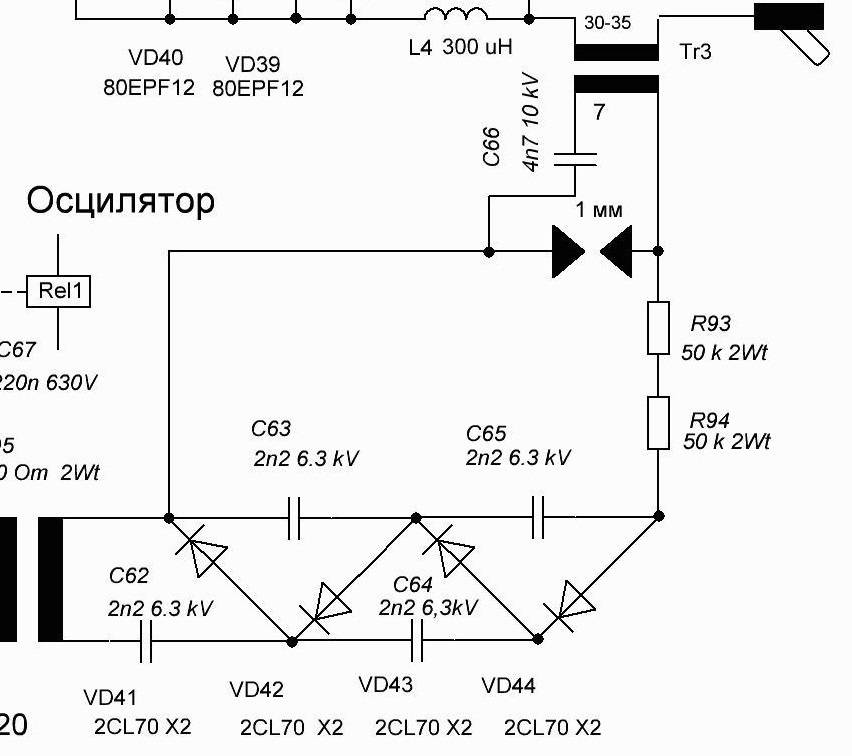
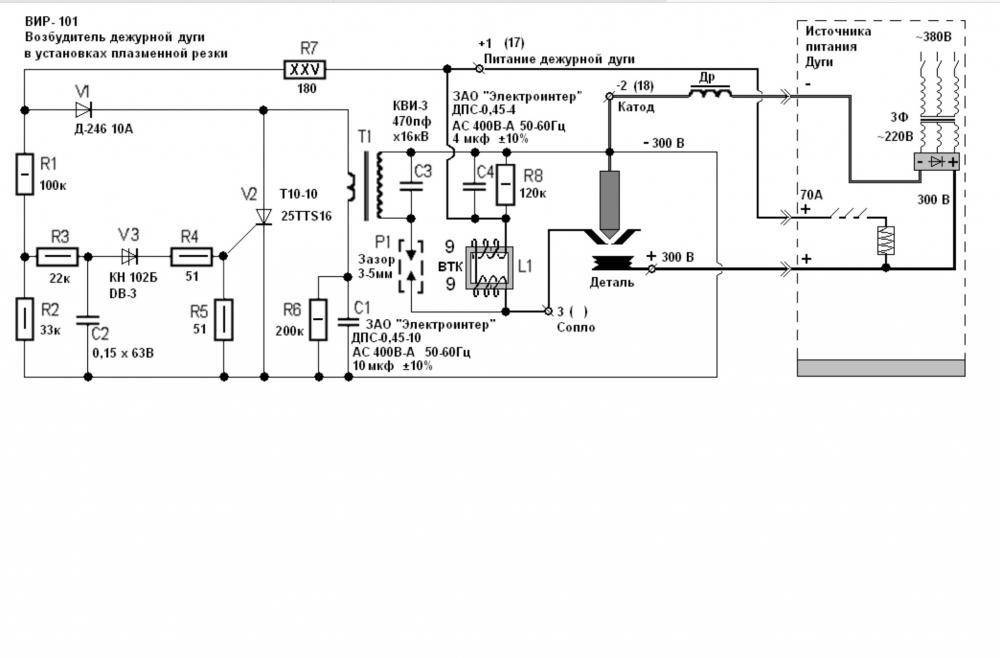
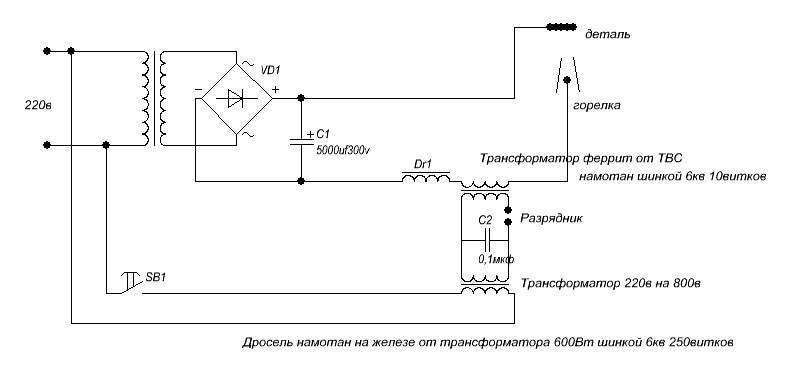
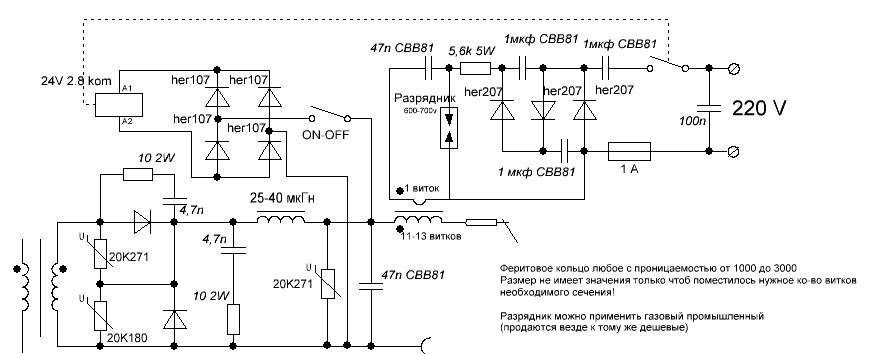
Осциллятор
Осциллятор применяется для выработки токов высокой частоты. Работает в режимах коротких импульсов или постоянного горения дуги. Предназначен для быстрого запуска плазмореза.
Конструктивно состоит из следующих элементов:
- выпрямителя;
- конденсаторов;
- блока питания;
- управляющей микросхемы;
- импульсного модуля;
- повышающего трансформатора;
- контроллера напряжения.
Электроды
Выбор электродов определяется на основе рабочих режимов резки, типа металла, требований к качеству работ. Для эксплуатации в небольших мастерских рекомендуется приобретать гафниевые электроды. Бериллиевые или ториевые могут формировать токсичные соединения.
Компрессор и кабель шланги
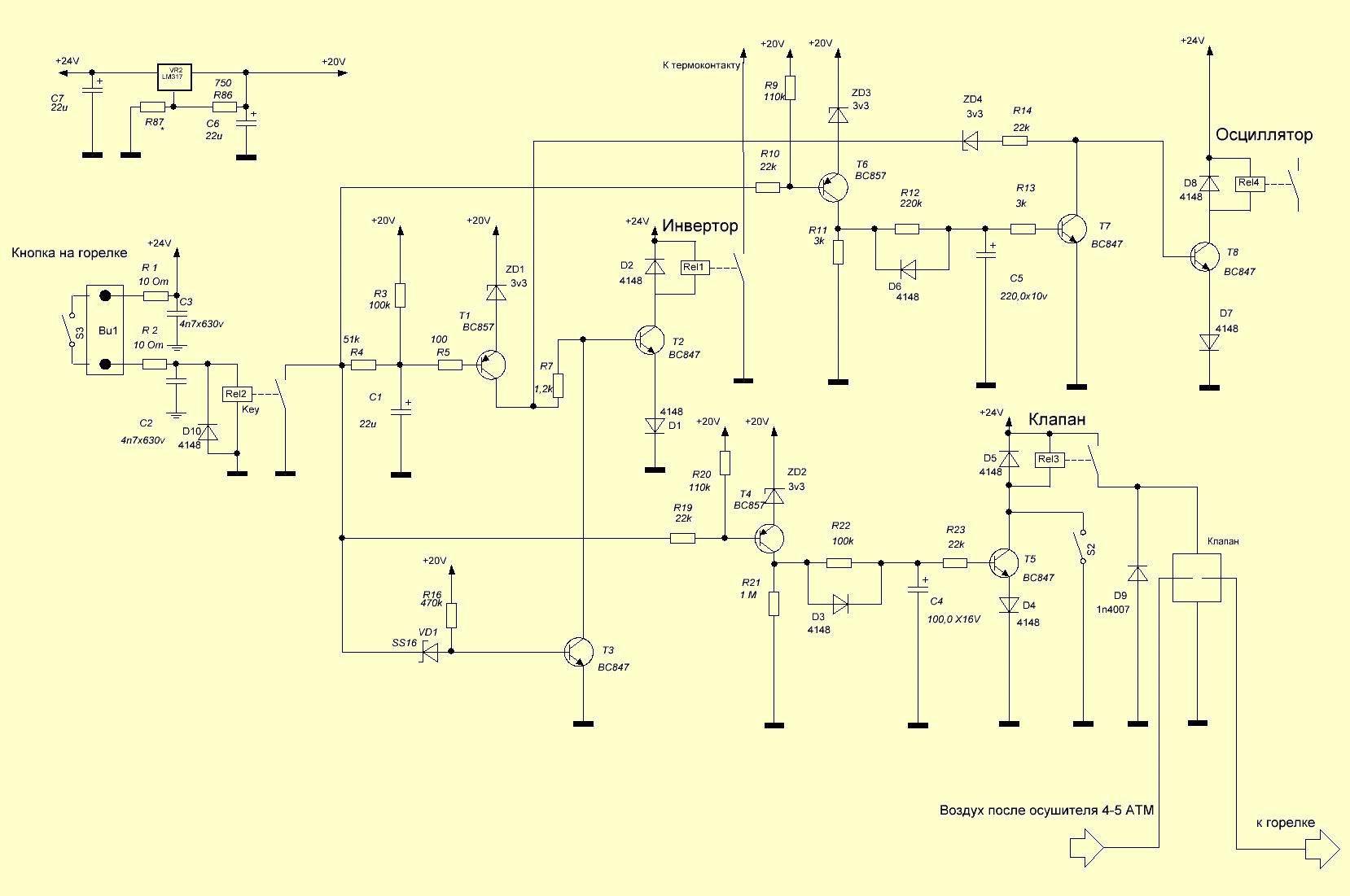
Модель компрессора подбирается на основе его технических параметров, требований к конструкции плазмореза. Он используется для создания воздушных потоков внутри рабочих каналов, охлаждения компонентов оборудования при непрерывной работе. Для регулировки подачи воздуха на выходе из компрессора устанавливается электрический клапан.
Внутри шлангов размещают кабель, трубку для сжатого воздуха. На массовом кабеле располагают щуп для обеспечения контакта с разрезаемым металлом и поджига стабильной дуги.
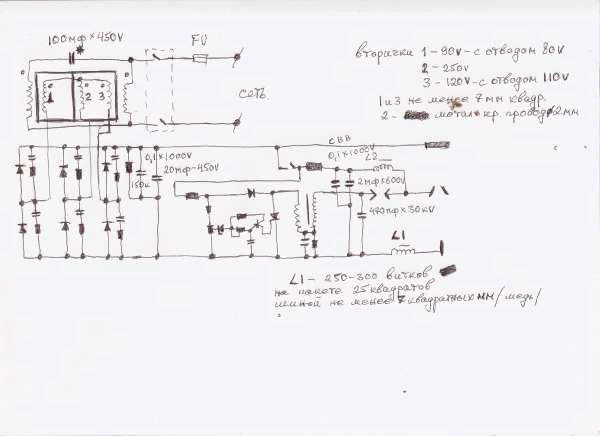
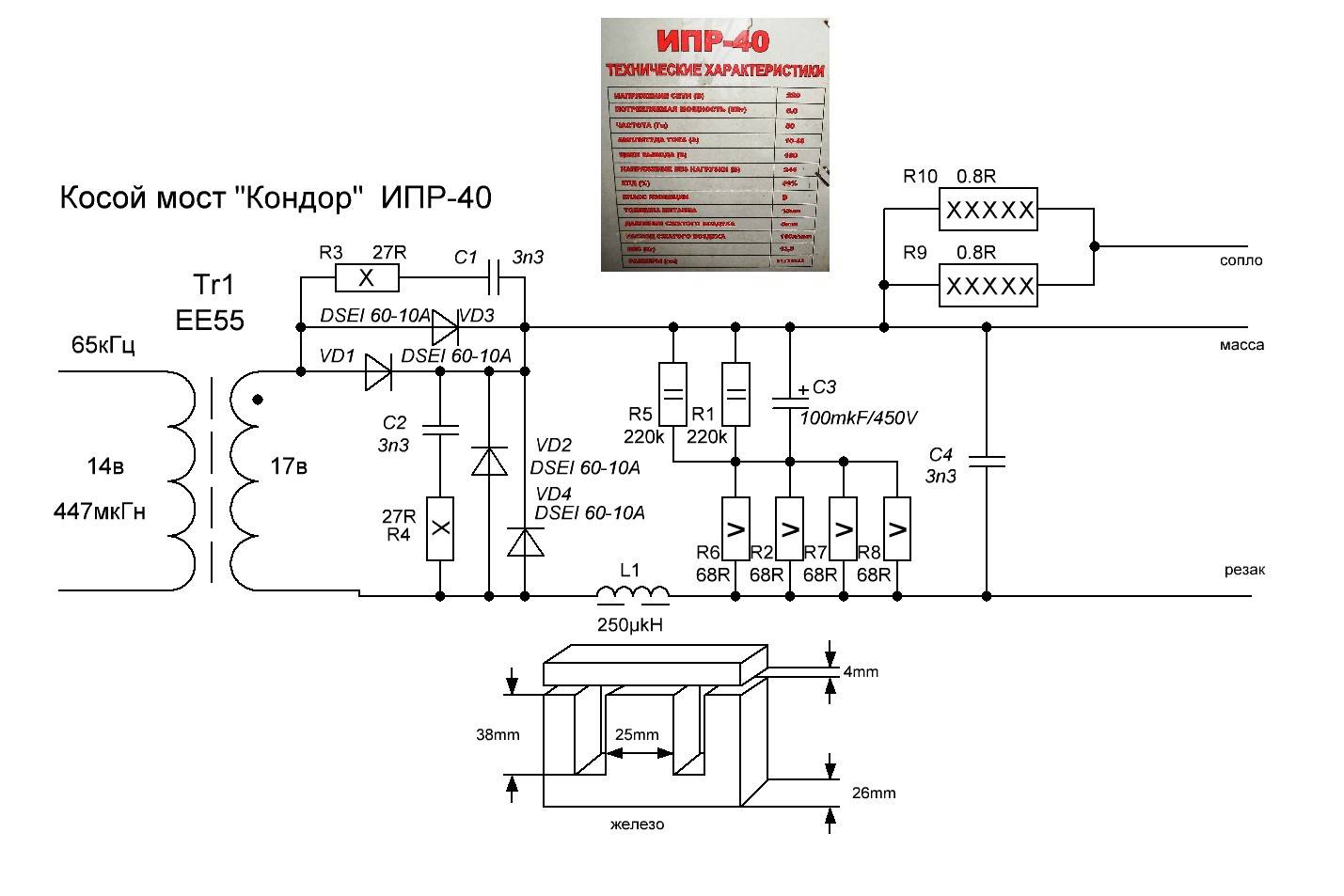
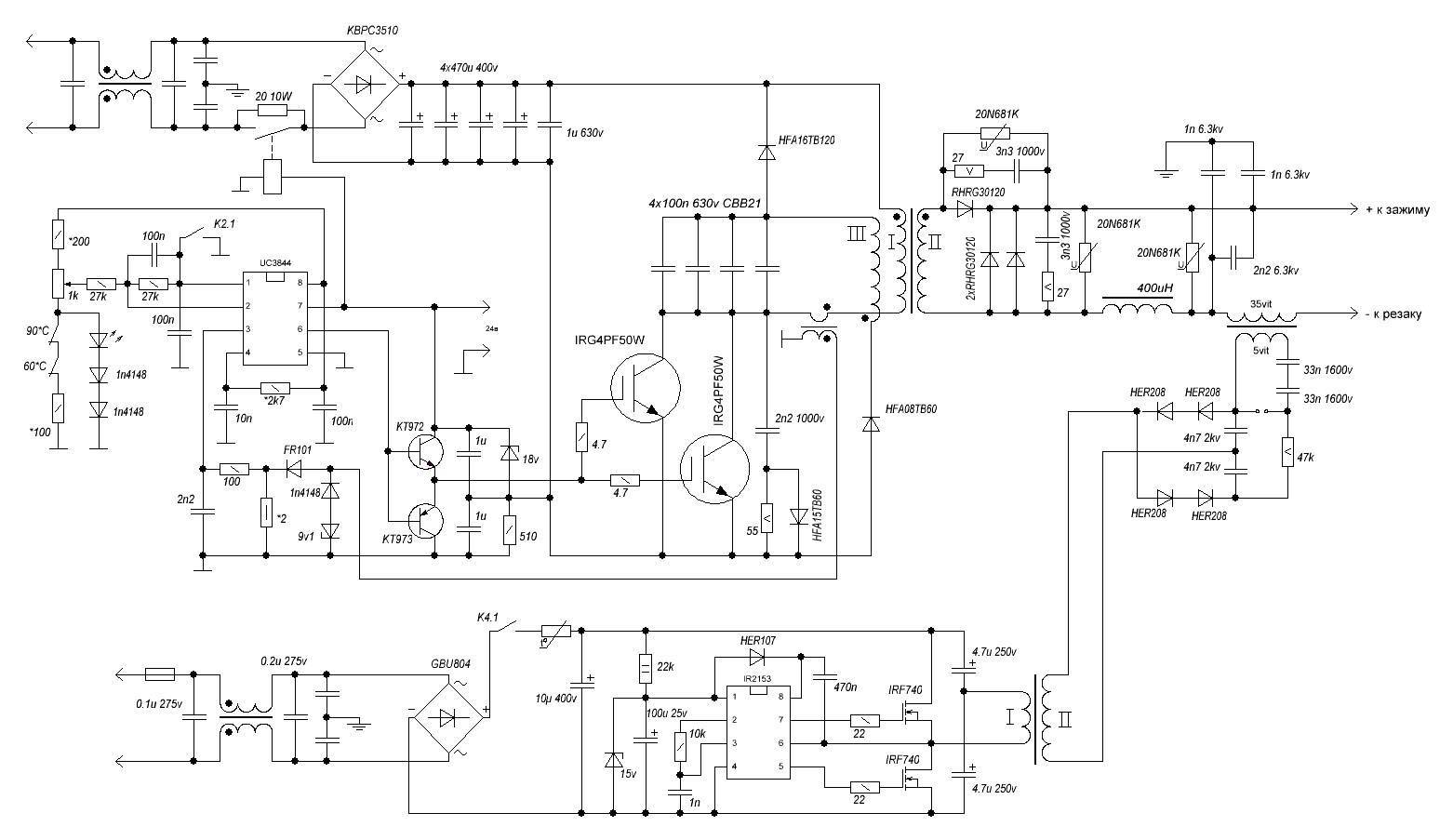
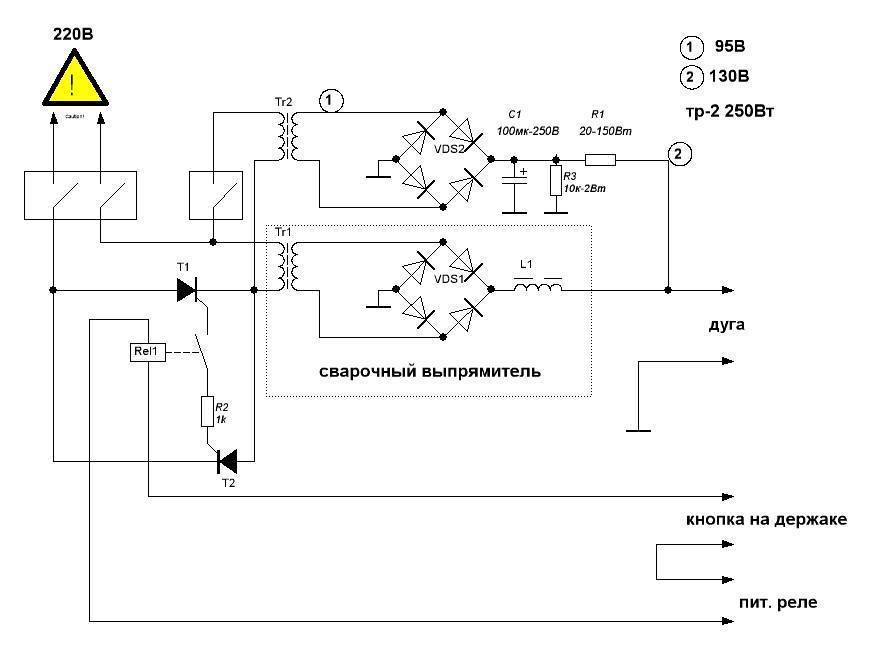
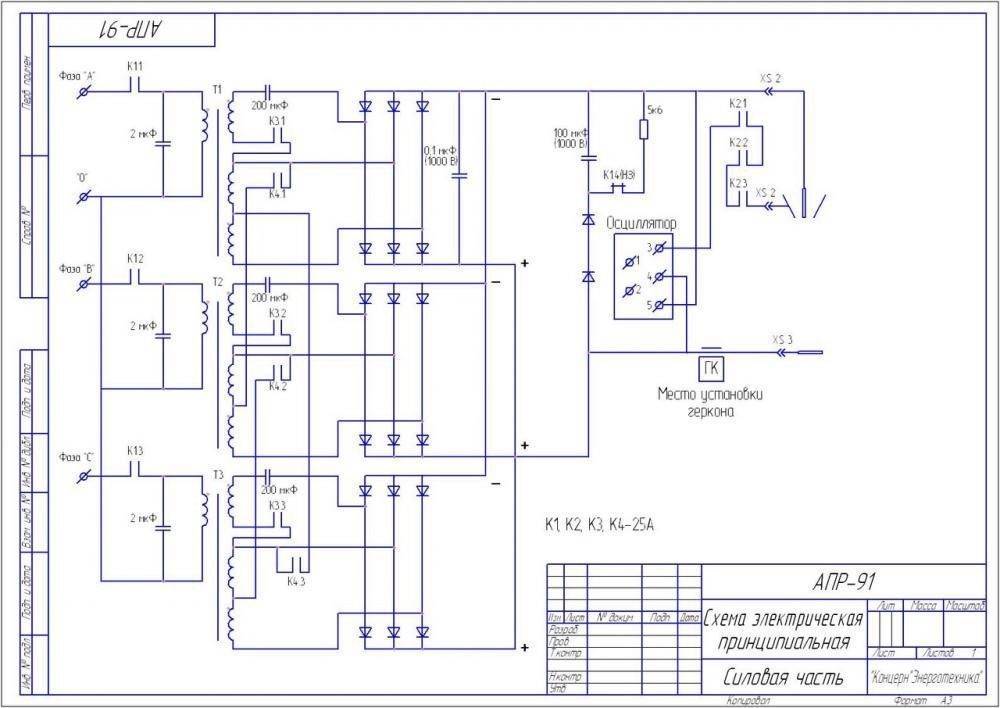
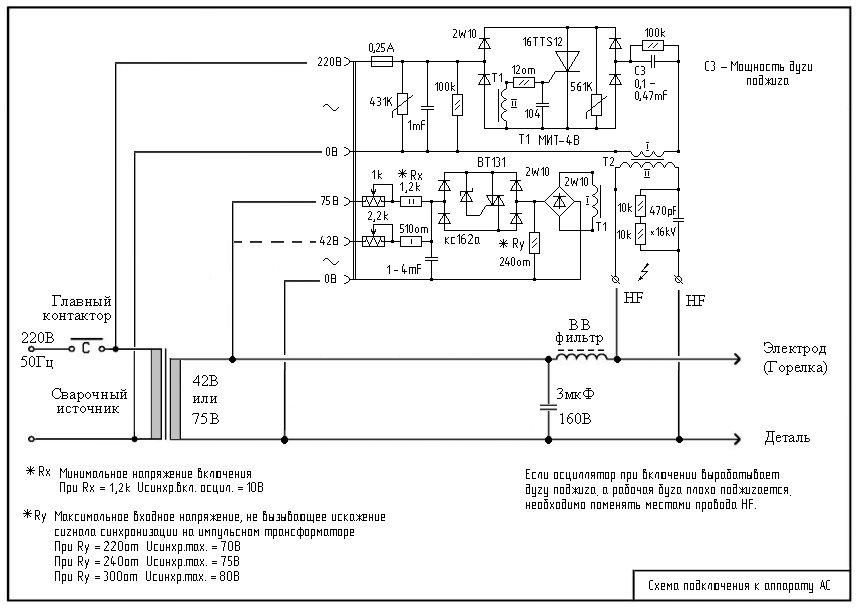
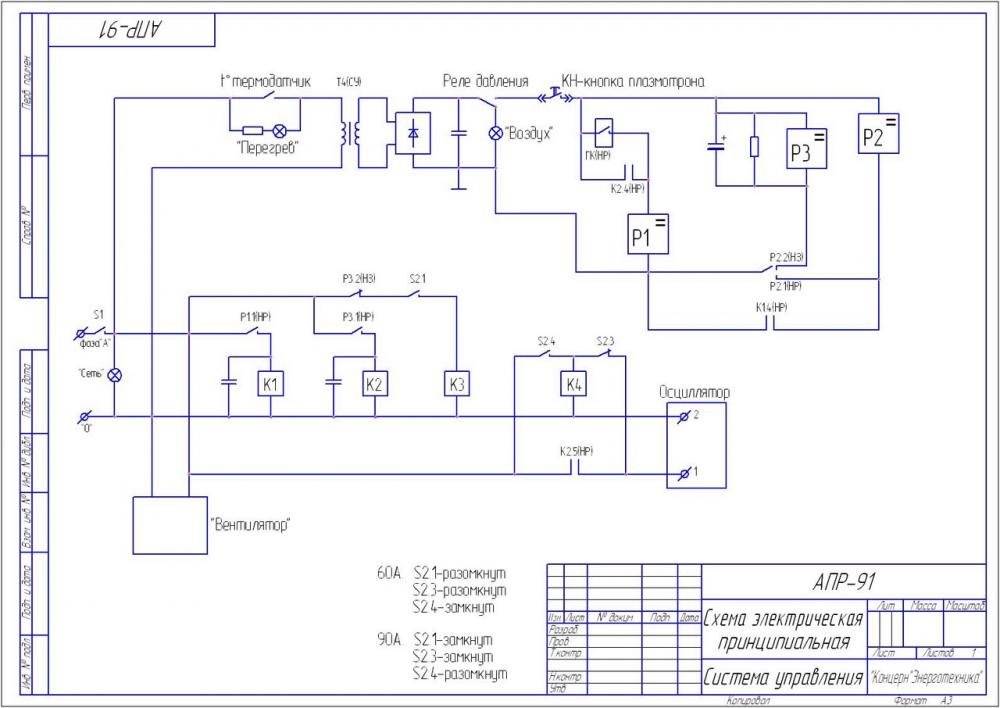
АПР-91 – схема переделки
Подробный чертеж для изготовления плазмореза показан для инвертора АПР-91. Специалисты считают эту модель наиболее удобной для переделки.
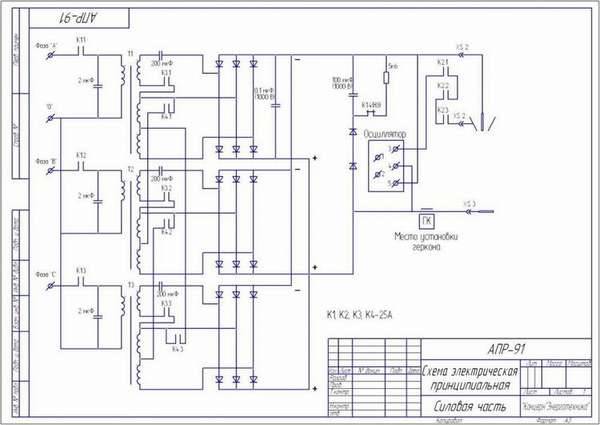
Кроме инвертора и компрессора, в изготовлении плазмореза используется много деталей. От самого плазмотрона, до подведенных к нему кабелей и шланга.
Электроды и кабель
Электроды подбираются их тугоплавких металлов: бериллий, ванадий, вольфрам. Они должны выдерживать температуру дуги и не разрушаться длительное время. Длина их относительно ширины 1,5 – 1,8. Длинные детали будут быстро сгорать.
Кабель обеспечивает равномерную подачу тока в зону образования плазмы. Он должен иметь сечение от 12 мм2, хорошую изоляцию.
Шланги воздушные от компрессора до держака подключаются для высокого давления.
Вентиляция
Инструкция по безопасным приемам работы требует, чтобы вентиляция в обязательном порядке присутствовала. Вытяжку наклонной конструкции должна располагаться на высоте 35 см от плоскости реза. Мощность вытяжного оборудования регулируется таким образом, чтобы весь дым от горящего металла втягивался системой. При этом не должно быть завихрений в рабочей зоне.
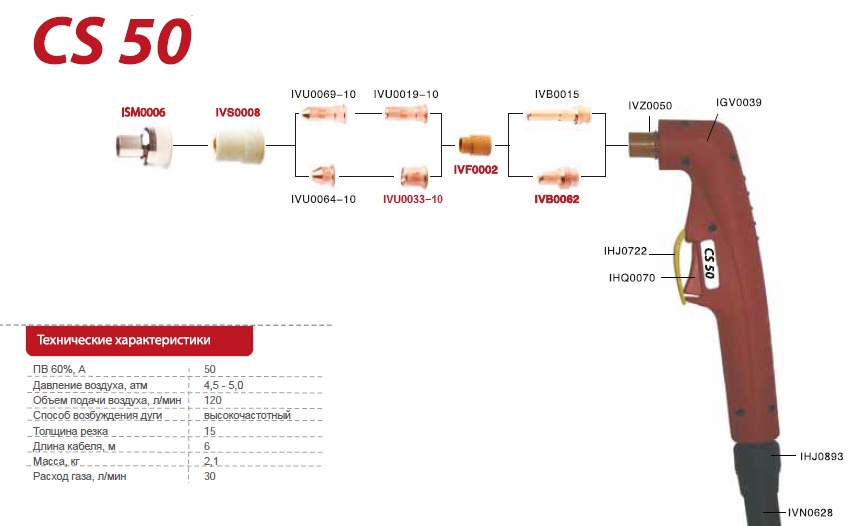
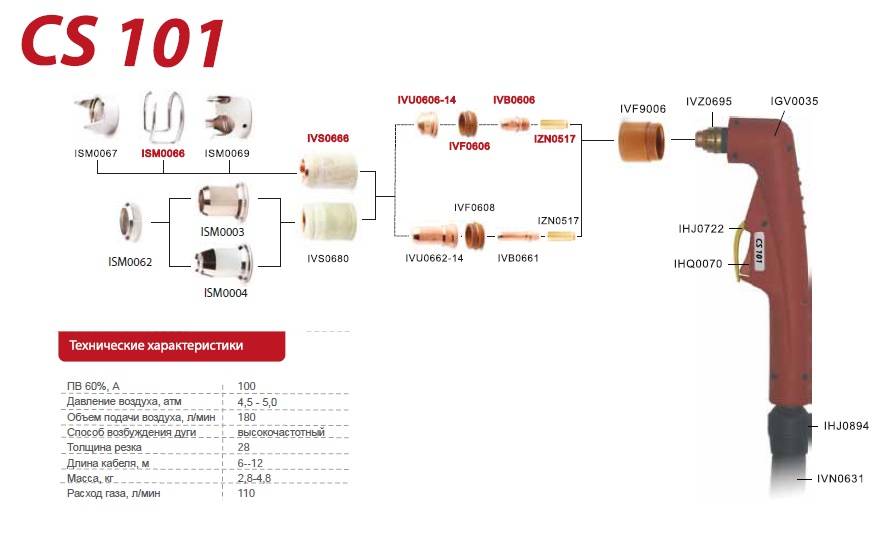
Технические характеристики
Точность плазменной резки металла посредством оборудования с ЧПУ
В технической документации при проверке точности реза можно увидеть, что есть небольшие отклонения фактического контура детали (обозначается сплошной линией) от номинального контура (обозначен пунктирной), заданного чертежом для программы станка с ЧПУ. Из чертежа понятно, что фактические размеры и формы могут не совпадать с заданными: АЛ, Дв, ДС, AD − отклонения в размерах по факту от задания в чертежах; Д/’лД/д, fc, А/0– отклонения от заданной формы кромок. Конкретно в этом случае можно говорить об отклонении от прямых линий или непрямолинейности. Также имеет место перекос кромки D, которое привело к изменению размера АЛ от заданной линии А.

Также отмечается, что, во-первых, произошел перекос кромок по отношению друг к другу; во-вторых, фактическое взаимное расположение кромок не соответствует заданным значениям; в-третьих, поверхность детали отклонена от плоскости, резец прошел под углом к поверхностям изделия; в-четвертых, поверхность реза отклоняется от плоскости. Кроме этого, имеется отклонение в размерах и форме фасок под сварку, в размерах и форме вырезов.
Допуски и отклонения регламентируются ГОСТ 14792–80 «Детали и заготовки, вырезаемые кислородной и плазменно-дуговой резкой. Точность, качество поверхности реза». Документ определяет стандарты на производство деталей, вырезаемых с помощью механической и плазменной резки из следующих видов металла: низкоуглеродистой стали, низколегированной стали, высоколегированной коррозионностойкой, жаростойкой, сюда же входит алюминий и его сплавы. Для кислородного метода подходят толщины от 5 до 100 мм, плазменную резку можно применять для листов толщиной от 5 до 60 мм. ГОСТ предусматривает разделение деталей одного размера по трем классам точности.
Лабораторные проверки требований к деталям первого и второго класса показали, что такую точность можно получить, используя портальные машины с ЧПУ, если соблюдать все условия, указанные в паспортах станков. Оборудование с фотоэлектронным ЧПУ может обеспечить выпуск деталей второго и третьего класса точности, если копирчертежи выполнены с точностью не меньше +/-1 мм. Третий класс точности допустим при плазменной резке переносными агрегатами.
Варианты прямого и косвенного действия
Конструкция горелки плазмореза довольно сложная, выполнить в домашних условиях даже при наличии различных станков и инструментов сложно без высокой квалификации работника. Поэтому изготовление деталей плазмотрона нужно поручить специалистам, а еще лучше приобрести в магазине. Выше была описана горелка плазмотрона прямого действия, она может резать только металлы.
Существуют плазморезы с головками косвенного действия. Они способны резать и неметаллические материалы. В них роль анода выполняет сопло, и электрическая дуга находится внутри горелки плазмореза, наружу под давлением выходит только плазменная струя.
При простоте конструкции устройство требует очень точных настроек, в самодеятельном изготовлении практически не применяется.
Что нужно для плазмореза?
Наиболее простым вариантом сделать плазморез, будет изготовление устройства своими руками из инвертора. Он отличается достаточно простой конструкцией, работоспособностью и доступностью основных деталей.
Схема устройства плазмотрона.
Самодельное оборудование резки с помощью плазмы не оснащается ЧПУ. Данный факт можно отнести скорее к преимуществам, чем к недостаткам. Конечно, сделать два абсолютно одинаковых изделия будет практически невозможно. С другой стороны нет необходимости приобретать одну из самых дорогих деталей.
Кроме того не каждый квалифицированный специалист способен самостоятельно сделать подобный узел. Покупать же готовые детали – практически тоже самое, что и купить новый инструмент.
Чтобы собрать плазменный аппарат, понадобятся следующие элементы:
- компрессор для подачи газа под давлением;
- плазменный резак;
- инвертор;
- защищенный электрический кабель;
- шланги.
Эксплуатировать компрессоры необходимо с соблюдением ряда правил:
- работа в отрицательных температурах требует предварительного прогрева масла;
- следует регулярно менять воздушный фильтр;
- необходимо контролировать уровень масла;
- раз в полгода следует проводить полную очистку от посторонних примесей;
- по завершению работы делается сброс давления в системе.
Чтобы собрать плазменный сварочный инструмент своими руками, возможно использование простого компрессора сжатого воздуха. По тонким шлангам с соответствующими разъемами осуществляется воздухообмен. На входе устанавливают электрический клапан, регулирующий подачу воздуха.
Провод от устройства к горелке аппарата следует разместить в канале. Тут лучше размещать большой шланг, чтобы в нем мог поместиться кабель. Проходящий поток воздуха помимо своего прямого назначения будет также обеспечивать охлаждение провода.
Работа сварочного плазмореза требует силу тока, соответствующую величине, которая вырабатывается инвертором или трансформатором. Во втором случае установка получится громоздкой. Большой вес трансформатора в совокупности с баллоном или компрессором сделают аппарат немобильным.
Важным фактором является и низкий коэффициент полезного действия трансформатора, в связи с чем будет высокий расход электроэнергии при резке.
Плазменная сварка и резка.
Использование инвертора существенно проще, удобнее и выгоднее по расходам на электричество. В результате с использованием такого узла можно обеспечить приемлемую мобильность инструмента, способного резать металл толщиной до тридцати миллиметров.
Плазмотрон – второй по важности элемент данного приспособления. Этот узел отличается крайне сложным устройством
В связи с этим изготовить его самостоятельно практически невозможно, хотя чертежи подобной детали можно без труда найти в интернете
В связи с этим изготовить его самостоятельно практически невозможно, хотя чертежи подобной детали можно без труда найти в интернете.
Стоит отметить, что плазмотрон работает под высоким давлением и температурой. Если сделать что-либо неправильно, то он становится опасным. Собрать подобную деталь можно из уже готовых элементов, продающихся в специализированных магазинах.
Не стоит забывать и про рабочий газ. Изготавливая устройство резки плазмой, следует определиться с условиями его эксплуатации. В обработке черных металлов достаточным будет использование одного компрессора. Медь, титан и сплавы на основе меди потребуют азота, а алюминий – азота с водородом.
Техника плазменной резки металла
Плазменная резка экономически целесообразна для обработки:
- алюминия и сплавов на его основе толщиной до 120 мм;
- меди толщиной до 80 мм;
- легированных и углеродистых сталей толщиной до 50 мм;
- чугуна толщиной до 90 мм.
Резак располагают максимально близко к краю разрезаемого металла. После нажатия на кнопку выключателя резака вначале зажигается дежурная дуга, а затем режущая дуга, и начинается процесс резки. Расстояние между поверхностью разрезаемого металла и торцом наконечника резака должно оставаться постоянным. Дугу нужно направлять вниз и обычно под прямым углом к поверхности разрезаемого листа. Резак медленно перемещают вдоль планируемой линии разреза. Скорость движения необходимо регулировать таким образом, чтобы искры были видны с обратной стороны разрезаемого металла. Если их не видно с обратной стороны, значит металл не прорезан насквозь, что может быть обусловлено недостаточным током, чрезмерной скоростью движения или направленностью плазменной струи не под прямым углом к поверхности разрезаемого листа.
Для получения чистого разреза (практически без окалины и деформаций разрезаемого металла) важно правильно подобрать скорость резки и силу тока. Для этого можно выполнить несколько пробных разрезов на более высоком токе, уменьшая его при необходимости в зависимости от скорости движения. При более высоком токе или малой скорости резки происходит перегрев разрезаемого металла, что может привести к образованию окалины
При более высоком токе или малой скорости резки происходит перегрев разрезаемого металла, что может привести к образованию окалины.
Плазменная резка алюминия и его сплавов толщиной 5-20 мм обычно выполняется в азоте, толщиной от 20 до 100 мм – в азотно-водородных смесях (65-68% азота и 32-35% водорода), толщиной свыше 100 мм – в аргоно-водородных смесях (35-50% водорода) и с применением плазматронов с дополнительной стабилизацией дуги сжатым воздухом. При ручной резке в аргоно-водородной смеси для обеспечения стабильного горения дуги содержание водорода должно быть не более 20%.
Воздушно-плазменная резка алюминия, как правило, используется в качестве разделительной при заготовке деталей для их последующей механической обработки. Хорошее качество реза обычно достигается лишь для толщин до 30 мм при силе тока 200 А.
Плазменная резка меди может осуществляться в азоте (при толщине 5-15 мм), сжатом воздухе (при малых и средних толщинах), аргоно-водородной смеси. Поскольку медь обладает высокой теплопроводностью и теплоемкостью, для ее обработки требуется более мощная дуга, чем для разрезания сталей. При воздушно-плазменной резке меди на кромках образуются легко удаляемые излишки металла (грат). Резка латуни происходит с большей скоростью (на 20-25%), с использованием таких же плазмообразующих газов, что и для меди.
Плазменная резка высоколегированных сталей эффективна только для толщин до 100 мм (для больших толщин используется кислородно-флюсовая резка). При толщине до 50-60 мм могут применяться воздушно-плазменная резка и ручная резка в азоте, при толщинах свыше 50-60 мм – азотно-кислородные смеси.
Резка нержавеющих сталей толщиной до 20 мм может быть выполнена в азоте, толщиной 20-50 мм – в азотно-водородной смеси (50 % азота и 50 % водорода). Также возможно использование сжатого воздуха.
Плазменная резка низкоуглеродистых сталей наиболее эффективна в сжатом воздухе (особенно для толщин до 40 мм). При толщинах свыше 20 мм разрезание может осуществляться в азоте и азотно-водородных смесях.
Для резки углеродистых сталей используют сжатый воздух (как правило, при толщинах до 40-50 мм), кислород и азотно-кислородные смеси.
Таблица. Ориентировочные режимы воздушно-плазменной резки металла
| Разрезаемыйматериал | Параметры режима | ||||||
| Толщина(мм) | Диаметрсопла(мм) | Силатока(А) | Напряже-ние (В) | Расходвоздуха(л/мин) | Скоростьрезки(м/мин) | Средняяширинареза(мм) | |
| Алюминий | 5-15 | 2 | 120-200 | 170-180 | 70 | 2-1 | 3 |
| 30-50 | 3 | 280-300 | 170-190 | 40-50 | 1,2-0,6 | 7 | |
| Медь | 10 | 3 | 300 | 160-180 | 40-60 | 3 | 3 |
| 20 | 1,5 | 3,5 | |||||
| 30 | 0,7 | 4 | |||||
| 40 | 0,5 | 4,5 | |||||
| 50 | 0,3 | 5,5 | |||||
| 60 | 3,5 | 400 | 0,4 | 6,5 | |||
| Сталь12Х18Н10Т | 5-15 | 3 | 250-300 | 140-160 | 40-60 | 5,5-2,6 | 3 |
| 10-30 | 160-180 | 2,2-1 | 4 | ||||
| 31-50 | 170-190 | 1-0,3 | 5 |
Можно ли из инвертора сделать плазморез
Чтобы сделать плазморез из сварочного инвертора, в любом случае понадобится докупить некоторые комплектующие. Но аппарат сможет взять на себя роль источника питания. Он будет преобразовывать переменный ток в постоянный и поддержит работоспособность плазмореза.
Во многих случаях идеальным вариантом для конструирования резака считают сварочный трансформатор. Но у него есть свои минусы — агрегат слишком большой, потребляет много энергии и требует подключения к сети 380 В. Сварочный инвертор, в отличие от него, работает от бытовой розетки, экономно расходует электричество и показывает неплохой КПД.
Использовать плазморез из инвертора для сварки можно в гараже без переоборудования электросети
Важно! Единственным недостатком инвертора при переделке в плазменный резак считается ограниченная функциональность. С очень толстыми и плотными заготовками агрегат не справится.
Правила техники безопасности при работе плазморезом
Процесс плазменной резки при несоблюдении правили работы является опасным для здоровья и жизни людей. Основными вредными факторами являются:
- Брызги расплавленного металла. Во время реза поток плазмы расплавляет металл и выдувает его из разрезаемой детали. Попадание расплавленных капель на горючие вещества приводит к их возгоранию, а попадание на кожу вызывает сильные ожоги, вплоть до IV степени (обугливание). Для защиты необходимо направлять поток плазмы в сторону от людей и горючих материалов.
- Вредные газы и пыль. Во время реза металл на только расплавляется, но и горит. Образующийся при этом дым вреден для здоровья. Кроме того горят загрязнения на поверхности деталей. Поэтому рабочее место необходимо оборудовать вытяжной вентиляцией и работать в респираторе.
- Яркий свет. Во время работы электросварки и резки плазмой, образованной электрической дугой, кроме видимого света появляется ультрафиолет. Этот вид излучения приводит к ожогам сетчатки глаз. Для защиты рабочее место огораживается переносными щитами, а резчик должен пользоваться защитным щитком.
- Температура. После завершения работы края детали некоторое время остаются нагретыми до высокой температуры и прикосновение к ним может привести к ожогам. Для того, чтобы избежать подобных травм к разрезанным деталям можно прикасаться только в защитных рукавицах или через некоторое время, достаточное для остывания кромок.
Достоинства и недостатки
Перед тем как принять решение о приобретение плазменного резака, нужно ознакомиться со всеми положительными и отрицательными сторонами этого оборудования. Ведь, к примеру, в домашних условиях его может заменить обычная болгарка.
Итак, плюсы использования резака для плазменной резки металлов.
- Большая скорость резки, соответственно уменьшение времени на этот процесс. По сравнению с другими режущими инструментами (кислородная горелка, например) скорость выше в шесть раз. Уступает только лазерной резке.
- С помощью плазменного инструмента можно резать толстые заготовки, что иногда не под силу болгарке.
- Режет любые виды металлов. Главное – правильно выставить режим работы.
- Минимальный подготовительный этап. Зачищать поверхности деталей от ржавчины, грязи, масляных пятен нет никакого смысла. Они для резки не помеха.
- Высочайшая точность среза и высокое его качество. Для ручных агрегатов для точности среза используются специальные упоры, которые не дают резаку смещаться в плоскости. Срез получается без наплывов, ровным и тонким.
- Невысокая температура нагрева, кроме зоны среза, поэтому заготовки не деформируются.
- Возможность фигурного среза. И хотя этим могут похвастаться и другие режущие инструменты, но, к примеру, после кислородной горелки придется края среза шлифовать и убирать подтеки металла.
- Стопроцентная безопасность проводимых операций, ведь никаких газовых баллонов в комплекте оборудования нет.
Минусы:
- Высокая цена оборудования.
- Возможность работать только одним резаком.
- Необходимо направление плазмы выдерживать строго перпендикулярно плоскости обрабатываемой детали. Правда, сегодня можно приобрести аппараты, которые режут изделия под разными углами: 15-50°.
- Толщина разрезаемого изделия ограничена, потому что самые мощные плазморезы могут разрезать металл толщиною 100 мм. С помощью кислородной горелки можно резать толщину 500 мм.
И все же плазморезы сегодня достаточно востребованы. Ручные часто используются в небольших цехах, где требуется провести большой объем резки металлов, и где к качеству разреза предъявляются жесткие требования. Обязательно посмотрите видео, которое специально размещено на этой странице сайта.
https://www.youtube.com/watch?v=rg4PvBBr1CU
Общая конструкция инверторного плазмореза
Для изготовления функционального плазмореза из сварочного инвертора необходимо выполнить правильный подбор основных элементов конструкции, которые будут обеспечивать бесперебойную работу данного оборудования. Чтобы создать полноценный агрегат обязательно требуется наличие:
- плазмотрона — плазменного резака, благодаря которому выполняется основная режущая процедура;
- компрессора — устройства, посредством которого обеспечивается подача мощных воздушных потоков, формирующих плазменную струю;
- источника питания, которым является непосредственно инвертор;
- кабель-шлангов — позволяют подключать отдельные элементы в целостную систему.





