
Последовательность изготовления конструкции трубогиба
Итак, теперь непосредственно об этапах работы, которые выполняются самостоятельно:
- после того, как валы заказаны, приступают к изготовлению основания под самодельный трубогиб. Для него подойдет толстая металлическая пластина (не менее 10 мм) квадратной формы. Для крепления основы к столу необходимо просверлить четыре отверстия по углам пластины, либо же приварить к металлическому столбу, замурованному в пол;
- по центру пластины с помощью сварки крепят штифт такого же диаметра, как и малый тройной вал;
- следующим этапом необходимо изготовить поворотный механизм. Для этого три металлические пластины сваривают в виде буквы П (ширина пластин более 50 мм), причем высота конструкции зависит от диаметров большого и малого вала: в этой высоте должны поместиться полностью подвижный шкив и половина стационарного;
- для монтирования валов потребуется просверлить несколько отверстий. Ножки буквы П находятся на расстоянии друг от друга, чуть большем, чем высота валов. К верхней планке конструкции приваривают ручку, длиной около 25 см, на которую впоследствии надевают трубку-рычаг;
- большой штифт монтируется в первую очередь и закрепляется шплинтами за пластиной в виде буквы П, а малый вал надевают вместе со всей конструкцией;
- для оборудования стопора трубы к станине приваривают еще один штифт, установленный вертикально. Он будет служить в качестве упора.
После того, как самодельный трубогиб собран, необходимо провести испытания.
Для этого лучше всего использовать остатки гофры, а не новый материал.
- Если нужно согнуть трубу без сплющивания места изгиба, то ее заполняют песком.
- Тонкостенные изделия легко гнутся холодными, а дюймовые лучше разогреть.
Облегченные модели трубогибов
Существует несколько способов изготовить более простой конструкционно самодельный трубогиб. Для первого варианта устройства, с помощью которого можно легко согнуть стальные и алюминиевые трубы, понадобится деревянный шаблон, толщиною чуть больше, чем обрабатываемая гофра.
Для изготовления шаблона используют доски, которые выпиливают под наклоном. Это необходимо для того, чтобы сгибаемый материал не выскользнул за шаблон. Соединенные доски фиксируют на поверхности стола или на другом удобном основании. На нем же крепят и упор, с помощью которого будет производиться изгиб.
Обрабатываемый материал помещается между шаблоном и упором, затем медленно гнется с противоположного конца. Для облегчения работы можно воспользоваться рычагом, который вставляют либо в саму трубу, либо поверх нее. Не рекомендуется гнуть трубу в центре шаблона, поскольку можно ее поломать. Это наиболее простая конструкция трубогиба.
Второй способ похож на предыдущий, только в качестве шаблона используются металлические крючки, которые закрепляют поверх фанерного листа по линии предполагаемого изгиба. Преимущество данной конструкции заключается в том, что крючки можно переставлять для изменения радиуса трубы.
Преимущества и недостатки ручных трубогибов
Основные достоинства ручных устройств:
- Ручной трубогиб обладает небольшими габаритными размерами и весом. Гибка труб с их помощью возможна практически в любом месте: в мастерской, на дачном участке, в гараже или на строительной площадке. Как правило, необходимость в трубогибе для круглых труб возникает в тех местах, где прокладывают инженерные системы.
- Еще одно преимущество заключается в том, что с помощью таких устройств легко осуществляется гибка труб из мягкого металла или же тонкостенных изделий.
- Ручной агрегат достаточно мобилен: при необходимости его с легкостью можно перенести в любое место.
- С работой на ручном трубогибе справится даже самый неопытный пользователь: принцип его работы настолько прост, что не разобраться в нем просто невозможно.
Однако, наряду с достоинствами, существуют и недостатки использования подобного прибора. Один из наиболее важных: отсутствие возможности изогнуть трубу большого диаметра. Также затруднительной будет гибка толстостенной гофры.
Как закрепить подшипники на каркасе профилегиба.
Лучший вариант, это если подшипники применить в уже готовом корпусе. Если нет таких подшипников, то используем любые подходящие без корпуса. Их не обязательно жестко крепить к каркасу трубогиба. Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников.

Профилегиб с переставными роликами.
Трубогиб для гибки профильной трубы.
Профилегиб для гибки профильной трубы.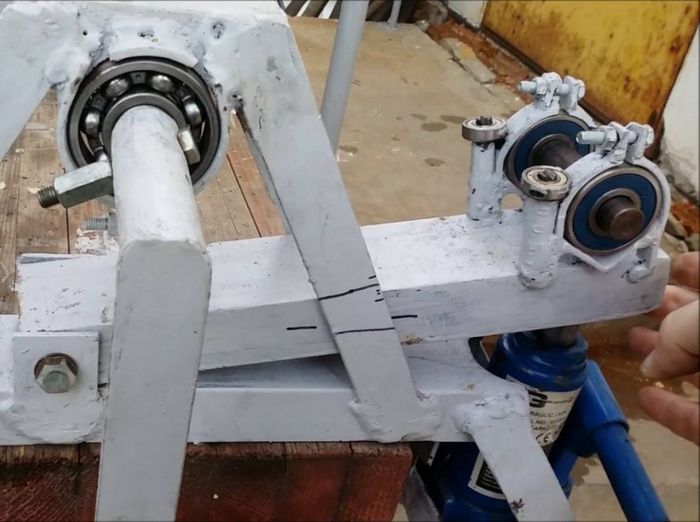
Трубогиб для гибки профильной трубы.
Трубогиб для гибки профильной трубы.
Каркас профилегиба.
Профилегиб сделанный с подшипниками в корпусе.
Арбалетный трубогиб
В самом деле внешне он чем-то напоминает арбалет (особенно некоторые серийные образцы). Фабричные выпускается в разных вариантах, в том числе компактные (почти ручные), но самодельные образцы делают стационарными, с мощной сварной станиной. В большинстве случаев умельцы просто копируют конструкцию. Сравните заводской и кустарный.
Конечно, есть разница исполнении, но производителю фирменного надо его подороже продать, производитель самодельного рассматривает свое изделие не как товар, а в качестве прочного и надежного инструмента.
Сварная рама из уголка и швеллера, внутри домкрат (заводские образцы могут иметь возвратные пружины для штока), два верхних подвижных упорных ролика со сменными положениями. На шток домкрата устанавливают прижимной башмак.
Эта простая конструкция имеет недостаток — неподвижный башмак может деформировать (сплющить) трубу. В принципе это общий признак для арбалетного типа. В нем можно гнуть круглую трубу, для профильной лучше использовать способы, когда труба движется по профилю шаблона — обкатывается, наматывается, а еще лучше, прокатывается.
Ручной рычажный трубогиб
Если вам нет надобности в таком сложном устройстве, а требуется только согнуть стальную круглую трубу небольшого размера, то можно сделать простой рычажный механизм. Он предназначен для гибки труб с тонкими стенами.
Смотрите видео инструкцию по изготовлению.
ТРУБОГИБ ДЛЯ КРУГЛОЙ ТРУБЫ
Watch this video on YouTube
Мы тоже решили попробовать собрать этот трубогиб своими руками. Нам потребуется: вал с круглым профилем, прижимной ролик, металлический лист на 8 для станины, шпильки, гайки.
Кто-то может сделать данное устройство на глаз, но лучше подготовить чертёж трубогиба или найти подходящий вариант в интернете. Мы решили работать по чертежу.
Чертёж рычажного трубогибаЧертёж вилки рычага
Приступаем к изготовлению:
- Делаем заготовки для вилки. Размер вилки зависит от расстояния между колёсами, точнее от посадочного места трубы, оно должно равняться её диаметру плюс 1–2 мм. Вырезаем из металлического листа и шлифуем:
- станину и крышку для вала;
- упор для станины и небольшую подставку для крышки;
- две прямоугольных пластины, по краям которых делаем отверстия под шпильки.
Нарезаем заготовки
В крышке и станине проделываем отверстия для крепления вала.
Проделываем отверстияГотовые заготовки
Закрепляем упор в тисках, привариваем к его середине станину, а к верху подставку под крышку, шлифуем швы.
Свариваем детали
Продеваем шпильку в отверстие станицы, одеваем вал и сверху накрываем крышкой из металлического листа. С обеих сторон закручиваем гайки.
Устанавливаем вал
Крышку крепим к подставке болтами.
Крепим крышку
С обеих сторон на гайки прикручиваем две прямоугольные заготовки.
Монтируем прямоугольные заготовки
Сверху, между этими пластинами, размещаем ролик, который закрепляем при помощи шпильки и гаек.
Устанавливаем ролик
Две пластины вилки свариваем, разместив между ними заготовку из швеллера.
Свариваем вилку
Прикручиваем ручку из куска металлического профиля.
Подсоединяем ручку
Ну вот, рычажный трубогиб готов, оказалось, что сделать его самостоятельно под силу практически любому домашнему мастеру.
Трубогиб своими руками для профильной трубы: виды приборов
Приборы различаются по назначению. Есть приспособления для формирования поворотов на стальных, металлопластиковых ,медных, алюминиевых изделиях.
Приспособления бывают переносными или стационарными. Переносные модели удобны тем, что их можно установить непосредственно в помещении, где происходит монтаж коммуникаций. Стационарные станки применяют в производстве.
Стационарный промышленный трубогиб
Ручной трубогиб
Мягкие материалы, металлопластик и медь, легко сгибаются ручным устройством. Его конструкция довольно примитивна. Сам сгибатель не занимает много места и легко поместится в небольшой мастерской. Кроме, собственно, самих труб, на нем можно согнуть арматуру или металлопрокат.
Простой ручной прибор для изгибания
Гидравлический прибор
Это устройство способно придать нужную форму материалу с диаметров до четырёх дюймов. Профильный материал при помощи гидравлики может делать замысловатые изгибы, повторяя рельеф стены.






Гидравлический механизм
Порядок гибки профильной трубы на самодельных станках
За один раз получить требуемый радиус изгиба у вас вряд ли получится — слишком большое усилие требуется для этого. Вручную его создать нереально. Получают требуемый изгиб за несколько проходов:
Сначала выставляют ролики так, чтобы получить небольшой изгиб, прокатывают трубу в одну сторону, затем вынимают из валков, разворачивают и вставляют другой стороной. Разворачивать необходимо, чтобы получить ровно изогнутую трубу. С тем же положении роликов протягивают ее несколько раз, до тех пор, пока кривизна уже не добавляется. Если требуемый радиус изгиба не достигнут, изменяют положение ролика и снова повторяют действия.
Прокатный трубогиб с электроприводом
Изменение радиуса изгиба получается постепенно, иначе на самодельном трубогибе дугу из профильной трубы не сделаешь. Что делать, если надо повторить один и тот же изгиб? Сделать градуировку — отметить на какую высоту перемещался ролик, сколько раз прокатывали в каждом положении. При повторении отличия если и будут, то незначительные.
Сложность гибки заключается в том, что нет никакой шкалы и трудно без опыта получить задуманный радиус изгиба. Рано или поздно вы его получите, но испортить при этом можно много материала.
Изготовление компактного трубогиба улитки
Изделия из профильной трубы «Улитка» получила такое название потому, что выступает силовым шаблоном. Это трафарет, который нужен специально для получения правильной формы плоской спирали.

В процессе, трубка плотно прижимается к трафарету, образуя ровные спиральные формы. По своему дизайну, они напоминают машинки для закатки стеклянных банок.

Улиткой называют плоскую стальную пластику (толщина не менее четырех миллиметров). На нее устанавливается трафаретная часть в виде спирали. Проблема в том, что ее изготовления требуется, как минимум, фрезерный станок или хороший ручной фрезер. Нельзя обойтись без пропанового резака. Это разновидность горелки, которая позволяет нагреть металл и в дальнейшем его согнуть.
Заводские модели оборудованы системой штифтов и болтов. Каждая часть заменяема, что позволяет сделать разные изгибы.
Трубогиб с прижимающим роликом
Обладает рядом преимуществ и технологических возможностей. Благодаря этому обеспечивается увеличенная точность сгибания. Отличия конструкции:
- Сменный ролик профилированного типа вращается без препятствия на вертикальной либо горизонтальной оси;
- Используется поворотный рычаг снабженный рукояткой;
- На противоположном плече рычага закрепляется гибочный ролик, который можно по мере необходимости заменять;
- Применяется упорная проводка;
- Станина.


Каждая пара применяется для осуществления изгиба трубы с разным диаметром. Потому такие ролики обязательно должны легко сниматься и устанавливаться с другим размером, если потребуется.

Как собирать:
Важно осознать какая будет нагрузка. Это определяющий момент в процессе выбора материала — дерево либо металл;
Создаётся неподвижное основание
Оно требуется для монтажа стационарного ролика;
Крепится прижимной механизм или скоба;
Следует прикрепить ручку в виде п-образного рычага для закрепления подвижного ролика с монтажом у основания того самого неподвижного ролика. Эта конструкция позволит сгибать даже жёсткие трубы. Но для мягких можно сделать немного проще.

Для эксплуатации труба вставляется между роликами. Она фиксируется прижимным устройством либо скобой. Передаётся усилие к рычагу, и осуществляется сгибание трубы. Всё просто, но процесс изготовления выгодно изучить по фото схеме или на видео.

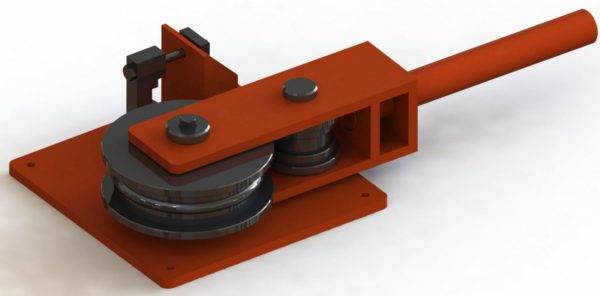
Трубогиб ручной — модели с прижимным роликом
Привод — ручной. Материал — дерево и металл (или только металл). Способ — обкатка.
Для трубы из мягкого металла дерево для роликов хорошо еще и тем, что оно не деформирует трубу. Ролики можно изготовить самому, а еще проще их сделать из дерева и фанеры, как на этой фотографии.
В этом случае при помощи неподвижного ролика и подвижного прижимного, изготовленного из дерева, гнут даже трубы большого диаметра.
В качестве наглядного примера, что модель с роликом довольно простая в изготовлении, достаточно продемонстрировать чертежи трубогиба.
Чертеж трубогиба
В качестве основания берут лист металла или плотной фанеры (зависит от предполагаемых нагрузок). Затем из металлической П-образной заготовки делают держатель для центрального ролика (шаблона) и прижимного. Держатель должен свободно вращаться вокруг оси шаблона, который крепится к основанию. На основание крепят упор, к держателю — ручку, чем она длиннее, тем больше рычаг.
Самый простой пример намоточного трубогиба из металла (без упора на основании), который можно изготовить самому, потребует два шкива, рамку с рычагом и прижимным роликом, мощное неподвижное основание. Труба закладывается в неподвижный шкив, зажимается хомутом, при помощи рычага и подвижного ролика изгибается вокруг шаблона.
Можно еще сделать конструкцию ручного трубогиба для профильной трубы своими руками для небольших труб (даже трубочек) с одним прижимным роликом на два разных радиуса изгиба. Шаблон выполнен в виде пластины с закругленными углами, каждая со своим радиусом.
Ручка прижимного ролика снимается и устанавливается на новое место (для чего у нее есть два отверстия, каждое под свой радиус).
Прокатка
Если рассматривать трубогибы по степени эволюции, то этот тип стоит на вершине. Наверное поэтому его так любят использовать профессионалы. Три вращающихся ролика (иногда добавляют в пару к одному из них четвертый), постепенно изменяемая сила прижима и повторяемая для каждого положения прижимного ролика прокатка — все это обеспечивает максимально щадящий режим для трубы. Стенки растягиваются равномерно, профиль на каждом участке изгиба постоянный.
Принцип действия показан на этой простой схемке.
Примеров воплощения множество. За счет прокатки трубы в определенном сегменте и положения прижимного (среднего) ролика радиус изгиба регулируется.
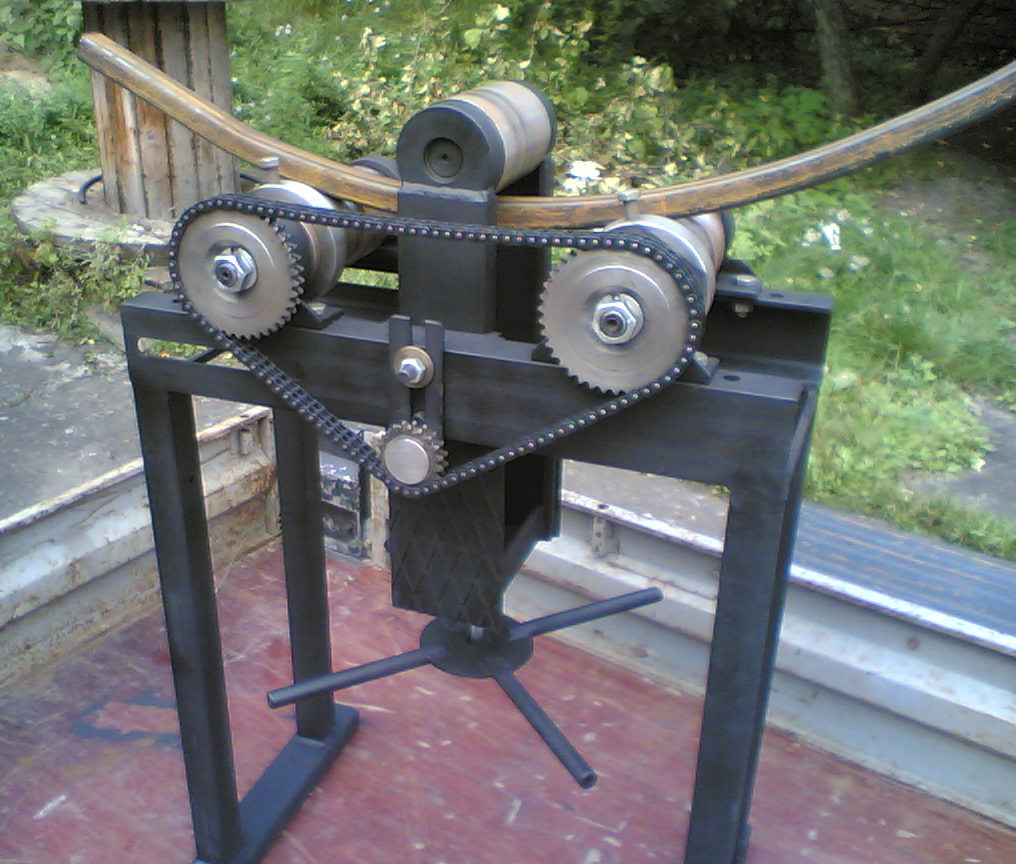
На фото ниже самый простой пример по приводу (ручной), но очень привлекательный по исполнению.
Рамная конструкция из квадратной трубы, к боковым стойкам закреплены на стационарных осях вращающиеся упорные ролики. Внутри рамы установлены спаренные направляющие в виде круглых труб, по которым перемещается прижимной ролик. С другой стороны рамы на оси ролика стоит колесо, за счет которого происходит прокатка трубы. Положение прижимного ролика изменяется при помощи винтовой передачи.
По этой же схеме можно сделать устройство попроще.
Принцип тот же — исполнение легче. Боковые несущие и основание делаются из листа. Перемещение штока винтовое, но для движения оси прижимного ролика не нужны дополнительные направляющие. Конечно, большие трубы на нем не согнешь, но для бытовых целей он подходит. Есть у него небольшое преимущество перед первым вариантом — изменяемое положение опорных роликов, а следовательно, изменение минимального радиуса изгиба.
Подобная схема хороша еще тем, что несущую конструкцию можно сделать из дерева. Металлическими можно оставить оси роликов, ручку для вращения и шток (не говоря о крепеже). Даже ролики можно сделать деревянными или подобрать полимерные.
Это были образцы с протяжкой трубы вращением центрального ролика.
Можно движение задавать опорными роликами.
Проще сделать конструкцию трубогиба с прокруткой одного ролика, но у него возможности меньше.
С вращением одновременно двух роликов, конструкция становится сложнее за счет передачи вращения между ними.
Другой образец использует затягивание прижимного ролика снизу.
Некоторые считают, что так легче контролировать процесс работы — труба «не загораживается» несущей конструкцией. У этой модели даже предусмотрены две пары роликов — для круглой и профильной трубы.







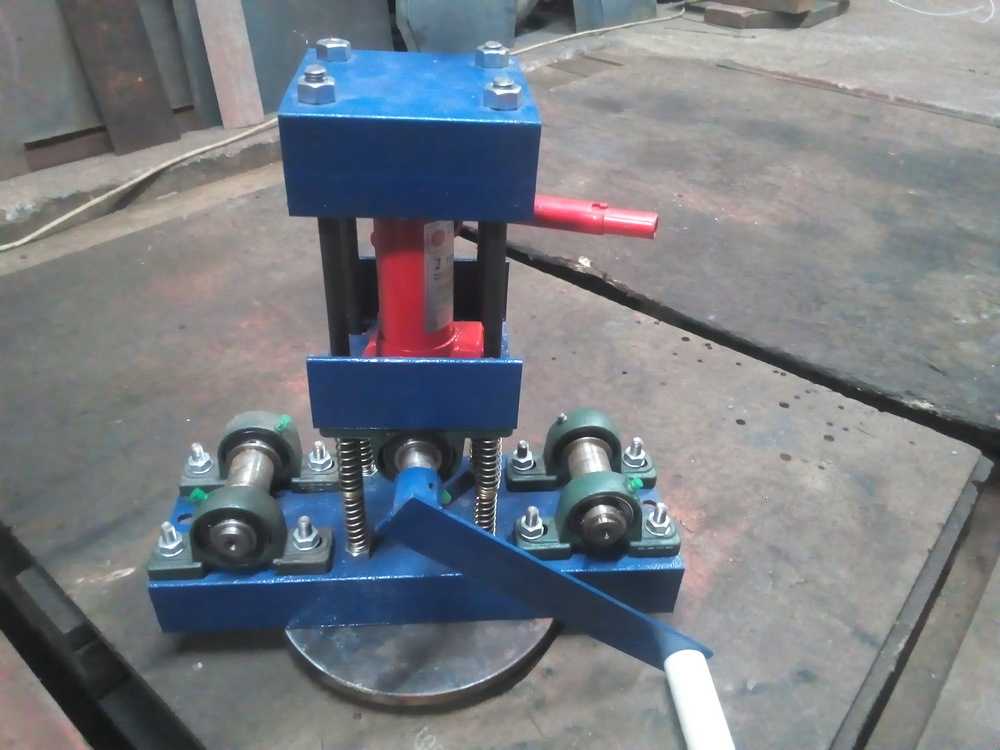
Как механизировать процесс
Поскольку гидропривод обладает наибольшей автономностью, то в большинстве случаев используют именно его. В качестве источника создаваемого давления в домашних условиях можно применить обычный гидравлический домкрат. Его устанавливают сверху подвижного ролика трубогиба и под оправкой. Перемещая ручку домкрата, создают необходимое давление сгиба.
Выбор типоразмера домкрата для трубогиба ведут в зависимости от предела пластичности материала заготовки:
- Для сталей типа Ст3, сталь 10 – 120…130 МПа;
- Для сталей типа Ст.5, сталь 20 – 130…150 МПа;
- Для латуней – 80…100 МПа;
- Для алюминия — 60…80 МПа.
При выборе типоразмера учитывают также ход штока, который не может быть менее 115….120 % от конечной высоты изогнутой трубы (во внимание принимается неизбежное пружинение)
Самодельный роликовый трубогиб
Преимуществами роликовых трубогибов являются расширенные технологические возможности и повышенная точность гибки. Конструкция приспособления проста:
- Профилированный сменный ролик, свободно вращающийся на вертикальной (реже – горизонтальной) оси.
- Поворотный рычаг с рукояткой.
- Гибочный сменный ролик, закреплённый на противоположном плече рычага.
- Упор-проводка.
- Станина.
Для снижения усилия оба ролика должны свободно вращаться, для чего они устанавливаются в подшипниках качения. Поскольку каждая пара роликов приспособлена для изгиба труб с определённым внешним диаметром, то они должны быть быстросменными.
Материал деталей выбирают из тех же соображений, что и для предыдущего варианта. С целью повышения жёсткости упор-проводку можно приварить к корпусу. Радиус изгиба (выбираемый по вышеприведенным соотношениям) будет равен радиусу профиля гибочного ролика.
Для обеспечения должного качества деформирования радиальное биение осей роликов должно быть минимальным, а их оси – строго параллельны между собой.
Трубогибы — классификация
Установка — переносные и стационарные.
Привод — ручной, гидравлический и электрический.
По способу воздействия — обкатка, намотка, воздействие штоком (арбалетный метод), прокатка.
Подробнее о способах:
- обкатка — конец трубы зажимается, шаблон неподвижен, прижимной ролик перемещаясь гнет трубу вокруг шаблона;
- намотка — труба приживается зажимом к подвижному шаблону (ролику трубогиба), в начале точки гиба стоит упор, ролик вращаясь наматывает трубу, протягивая ее между собой и упором (труба и шаблон подвижны);
- арбалетный метод — труба опирается на две точки (стационарные ролики), шаблон на штоке давит по центру трубу и гнет ее между упорами;
- прокатка (вальцовка) — использует три вращающихся ролика (два опорных на одной линии и центральный), радиус изгиба определяется расположением центрального ролика относительно опорных (чаще всего именно центральный ролик давит на трубу).
Недостатки первых трех способов очевидны — радиус изгиба задается шаблоном. Кроме того, способ намотки для изготовления трубогиба своими руками встречается редко — его чаще используют в промышленных образцах.
У арбалетного метода есть еще один (методологический) недостаток — практически все давление от штока передается на трубу в верхней точке башмака-шаблона. В этом месте металл больше всего подвержен «растяжению, поэтому стенка там ослабевает вплоть до потери формы или разрыва (для тонкостенной трубы).
Последний способ практически не имеет недостатков. Отводы стальные изготавливают в заводских условиях именно вальцовкой. Этот же способ чаще всего используют с применением трубогиба для профильной трубы.
Перед тем как приступить к изготовлению инструмента своими руками, при выборе определенной модели, стоит учитывать, что есть общие условия по рекомендованным радиусам изгиба стальной трубы.
Это не означает, что нельзя уменьшить радиус, но для обеспечения качества гиба потребуется использование дорна, а это технически сложнее. Для крутоизогнутых труб в заводских условиях кроме дорна применяют горячее вальцевание.
Если конструкция трубогиба сделана полностью из метала и имеет неподвижную станину, то горячую прокатку можно выполнить в условиях домашней мастерской (паяльная лампа, газовая горелка).
Шаблонный тип станка
Самый простой станок шаблонного типа часто изготавливают из такого мягкого материала, как дерево. При постройке такого станка нужно понимать, что на нем можно будет работать только с тонкостенными трубами. Диаметр должен быть меньше толщины шаблона, который изготавливается из дерева.
Упростить конструкцию такого станка можно заменив деревянный шаблон на крюки. Крюки выполняются из металла и располагаются по заданному радиусу. Плюс такого станка в том, что смену радиуса сгиба можно произвести, просто перекрутив крюки на другой необходимый радиус. Таким образом, получается, что станок с крюками будет более гибким в работе.
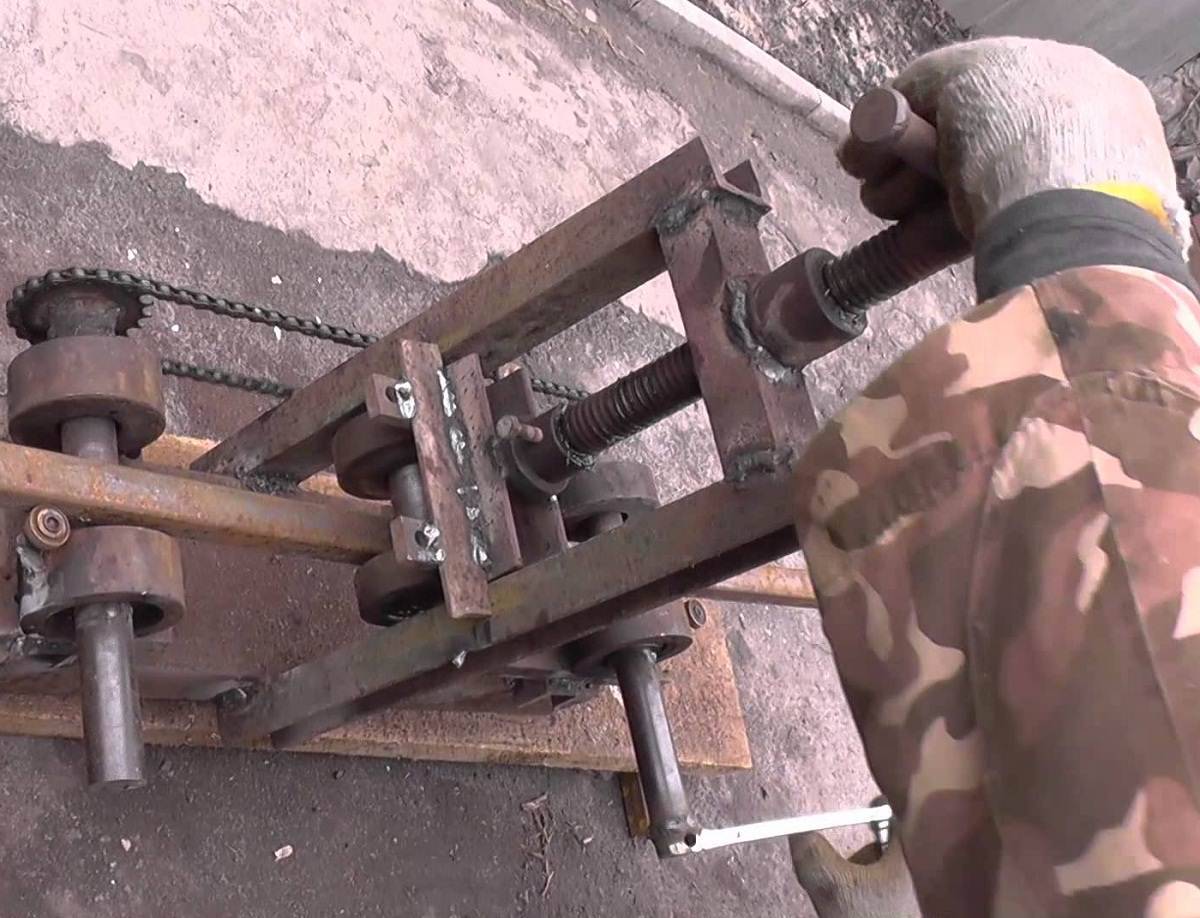
Основные элементы конструкции
Принцип работы
Для изготовления той или иной конструкции станка следует просмотреть несколько схем, чтобы определиться с набором деталей. Дело в том, что при необходимости все составляющие узлов можно приобрести за деньги, но также можно использовать те материалы, которые есть в вашем хозяйстве и ничего за это не платить. В большинстве случаев домашние умельцы останавливаются на фронтальных конструкциях и для этого у вас должно быть в наличии:
- три металлических валика (вальца);
- цепь для привода;
- оси вращения;
- механизм для привода;
- металлические профили (швеллеры) для рамы.
Иногда при отсутствии металлических валиков их заменяют деревянными или полиуретановыми, но… Такой прокатный механизм не выдержит длительной нагрузки, то есть, станок послужит своей цели, но недолго. Есть ли смысл растрачивать свой труд для кратковременной пользы, если, приложив усилия или даже заплатив определённую сумму, можно найти стальные валики?
Схема простого трубогиба с размерами в мм
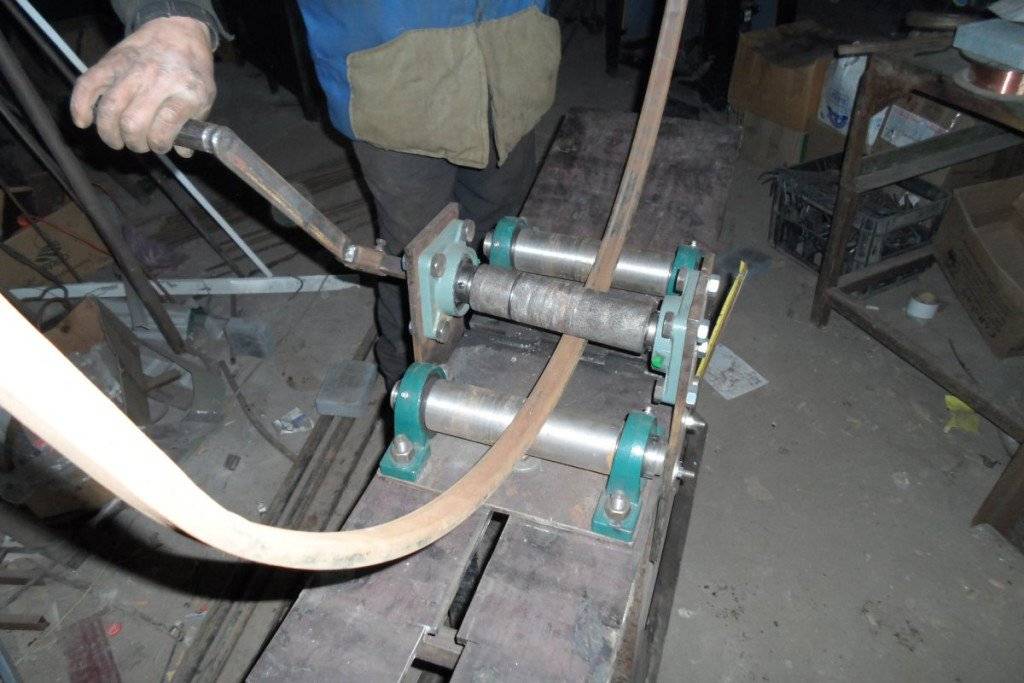
Как вы поняли, процесс деформирования профиля происходит при помощи вальцовки, то есть, труба прокатывается по валикам (вальцам), что исключает излом и растрескивание. Для проката (изгиба) профиля его вставляют в прокатную линию (между валиками) и прижимают сверху винтовым приспособлением или домкратом до нужного радиуса изгиба. Затем при вращении ручки подачи труба перемещается, и изгиб проходит по всей длине. Получается, что это ручной привод, который приводится в движение мускульной силой, но в домашних условиях такой механизм очень удобен.
Прижим профиля производится домкратом
Для сборки простого трубогиба своими руками, о котором идёт речь, вам понадобится:
- домкрат (желательно реечного типа);
- металлические профили с полкой для горизонтальной и вертикальной рамы;
- пружины из легированной стали (их отличает высокая прочность);
- три стальных вала с подшипниками;
- цепь для привода (можно от велосипеда или мопеда);
- шестерёнки (ведущая и ведомая);
- толстая арматура для осей и приводной ручки.
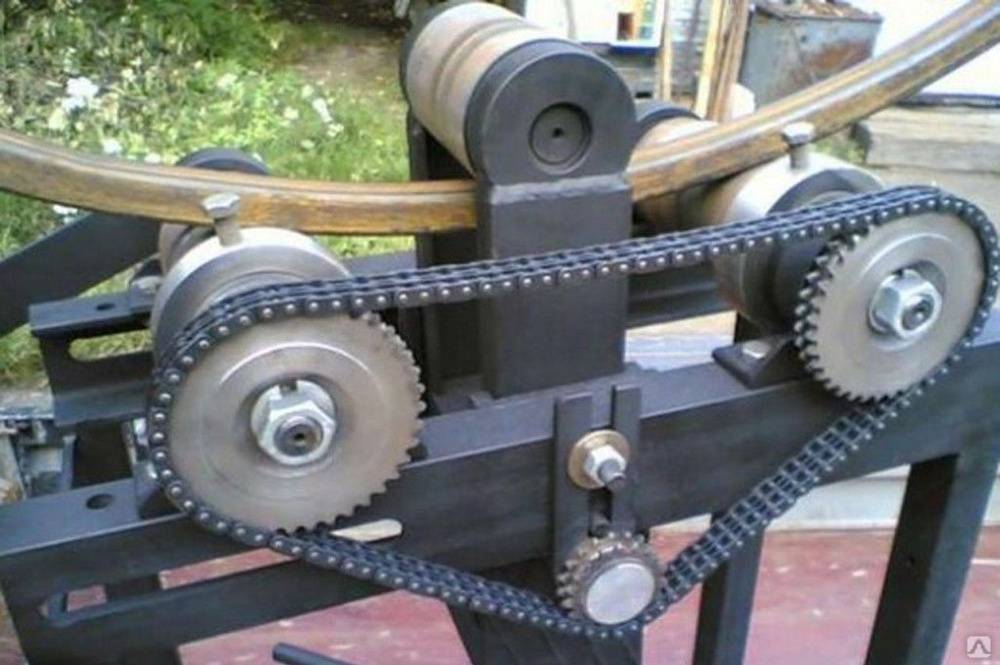
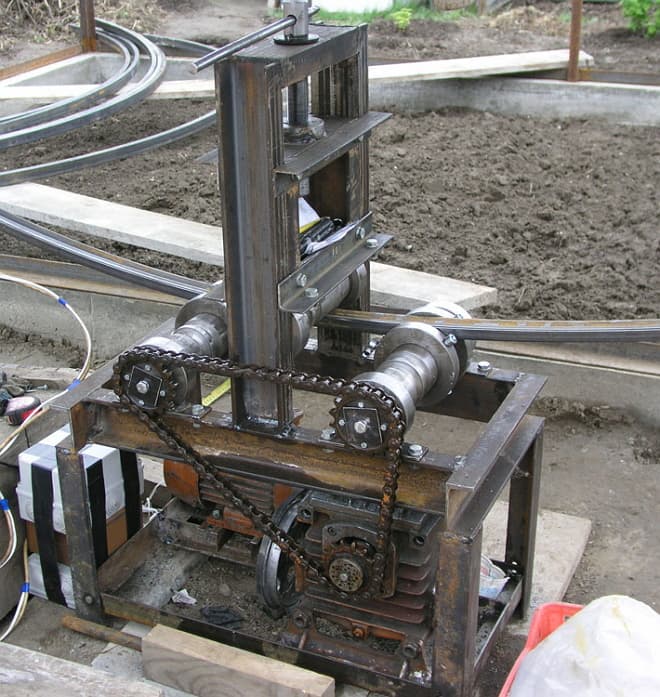
Видео: процесс работы по изгибанию трубы
Как видите, сделать профилегиб своими руками легче по имеющимся чертежам, а фото и видео материалы в этом только помогают. Профилегиб, представленный на картинке, приводится в движение ручкой, которая вращает вал с ведущей шестерёнкой. При помощи цепи вращение передаётся на вал с ведомой шестерёнкой, а третий вал прижимает профиль сверху до необходимого угла изгиба. Всё очень просто.
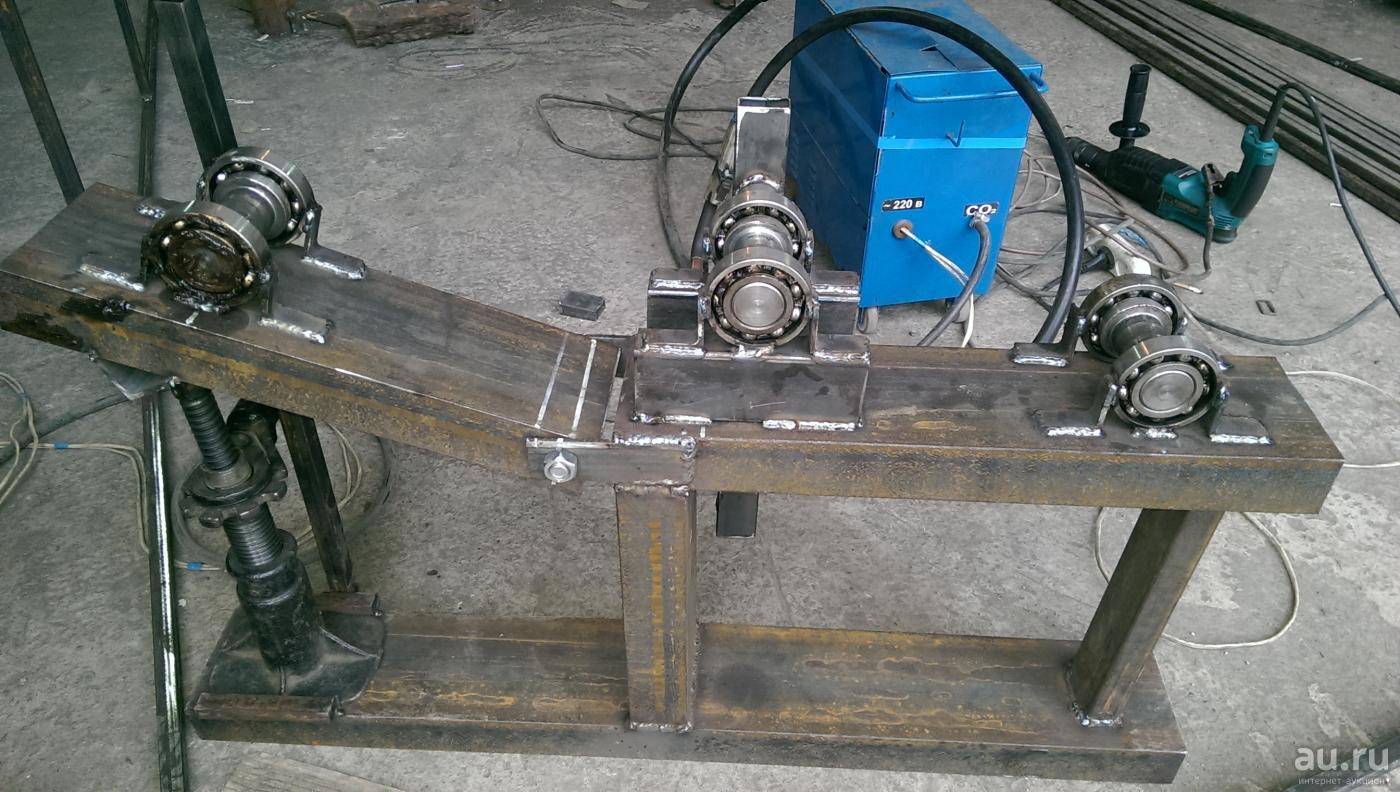
Процесс изготовления механизма
Чертежи устройства для изгибания
Если вас интересует, как сделать профилегиб, то вам придётся выполнить ряд действий, которые обеспечат эту надёжность механизма, а это:
- изготовление мощной рамы, собранной при помощи сварки и болтовых стяжек;
- по условиям чертежа (технического задания) сделать и установить оси вращения для валиков. Их три штуки – два прокатных и один прижимной;
- для вращения прокатных валиков нужно обеспечить цепную передачу, то есть, приварить (ровно) ведущую и ведомую шестерёнки;
- на ведущую шестерёнку наварить ручку для вращения.
Нюансы изготовления
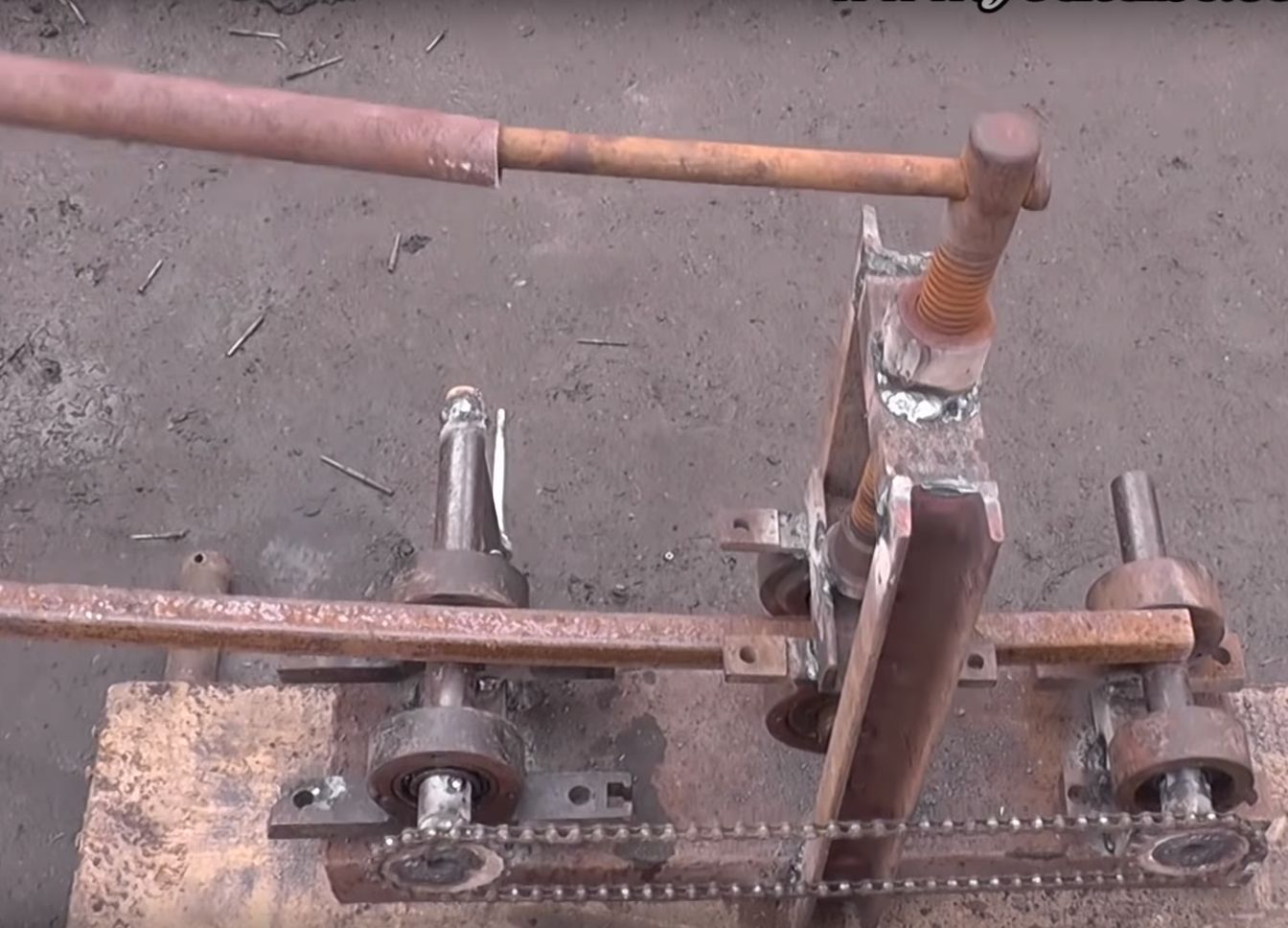
Готовый трубогиб
Если у вас есть в наличии все необходимые детали, то изготовить механизм для выгибания профиля несложно. В первую очередь нужно учесть, что все валики должны вращаться на подшипниках – точность вращения обеспечит правильный прокат, без сбоев и изломов. Ведущая и ведомая шестерёнки должны быть правильно оцентрованы – сбой от центра хотя бы на 0,5 мм приведёт к неправильной деформации (изгиб получится неравномерным).
Прижимной вал тоже должен быть оцентрован – от этого зависит точность угла изгиба. Лучше всего, когда размерывсех трёх валов одинаковы – прокат получается наиболее чётким. От жёсткости прижима тоже зависит точность проката, поэтому вал должен хорошо фиксироваться.
Простой трубогиб
Создаётся, благодаря технологии шаблонного сгибания трубы. Идеально подходит для выполнения домашних задач. Поможет справиться даже с пространственной гибкой.

Как использовать:
Чтобы уменьшить сопротивление трубы, её следует нагреть до предельной температуры. Но только в районе предполагаемого искривления. Для этого используется газовая либо бензиновая горелка;
Потребуется фиксатор типа якоря для комфортного введения трубы;
Сменная опора с наличием паза в оси. Он обязательно соответствует дуге внешнего диаметра профиля;
Потребуется основание для крепежа вместе с отверстиями;
На обратной стороне устройства потребуется скос типа Ero
Важно, чтобы угол был идентичен тому, который нужно сделать в результате сгиба.

Чтобы не ошибиться следует ознакомиться с фото или видео процесса создания
Важно уловить основные принципы конструкции. Но в целом сборка значительно упрощена
Собственно и эксплуатация данной модели не должна привести к затруднениям.










Виды трубогибов
С помощью ручного трубогиба можно сгибать кольца и дуги. Подобный аппарат весит относительно немного (порядка 65 кг), благодаря чему его можно транспортировать к месту работ при небольших металлоконструкциях (тех же теплицах, воротах, навесах). Вот основные характеристики материалов, которые могут обрабатываться ручным приспособлением: круглая труба с сечением 3 сантиметра, квадратная – 4х4 сантиметра, прут – 1,6 сантиметра, полоска – 4х1 сантиметр и, наконец, квадрат – 1,6х1,6 сантиметра.
Благодаря разного рода оправкам, диапазон обрабатываемых изделий может быть расширен, а трубогиб, в свою очередь, может быть превращен в профилегиб. Стоимость ручного инструмента такова, что его можно приобрести либо изготовить собственноручно даже для незначительных производств.
Что же касается электрических трубогибов, то их используют в промышленных масштабах при работе с изделиями различного сечения. Подобные агрегаты очень производительны, что обуславливается, в первую очередь, дополнительными функциями, среди которых вращение вальцов сразу в двух направлениях, применение ножных педалей, регулировка при помощи панели управления.









К возможностям электрических трубогибов можно отнести гибку дуг из квадратных (8х4 сантиметра) и круглых (3 сантиметра) труб. С целью соответствия конфигурации сечения и диаметру изделий приборы оборудуются специальными сменными оправками под каждый конкретный случай.
Более современным считается гидравлический ручной трубогиб, сила которого такова, что позволяет обрабатывать достаточно крупные изделия из стали. Именно такой вариант желательно использовать для водо- или газопроводов. У данного трубогиба привод оборудуется специальной гидравлической установкой, которая и отличает его от обычного прибора (труд оператора заметно облегчается).
Гидравлические приспособления могут быть сразу нескольких типов и могут применяться для различных труб и арматур. Так, переносной трубогиб (ТПГ) может применяться для цельных стальных труб, а также для круглого проката (речь идет о бульдозерном методе, когда трубы не заполняются песком или другими наполнителями). Существует также ручной агрегат (РГУ), с помощью которого изгибают водо- и газопроводные трубы, арматуру или, опять же, стальной прокат.
Самый простой профилегиб – приспособление шаблонного типа
Для изделий с относительно невысоким сопротивлением изгибу (например, стальных труб диаметром до 20 мм и другого металлопроката с аналогичными или меньшими прочностными характеристиками) можно сделать профилегиб шаблонного типа. Для него нужна опорная поверхность – слесарный либо иной стол, пол, стена, стальной каркас, как на фотографии, или даже ровное место на земельном участке, асфальте, бетонной площадке или плите.
 Шаблон изгибающего элемента профилегиба
Шаблон изгибающего элемента профилегиба
Ширина его рабочей части должна быть немного больше поперечного размера обрабатываемого изделия. Если делать из досок, то последние сначала скрепляем между собой любым доступным способом – с помощью болтов, гвоздей, уголков, клея. Затем отпиливаем лишнее, формируя огибаемую поверхность. По ней и с радиусом ее закругления будет производиться гибка профиля. Готовый шаблон и упор из доски крепим к выбранному основанию. Между ними должно быть расстояние, равное наружному размеру изгибаемого профиля. Упор в процессе работы будет фиксировать один конец изделия, в то время как за другой его надо гнуть.
Остальные варианты шаблонного профилегиба аналогичны деревянному. Трубы, уголок, швеллер, скобы или что-то другое прикручиваются, привариваются, вкапываются, бетонируются в соответствующем выбранном основании с некоторым шагом по линии окружности с радиусом необходимой кривизны изгиба. Это будет шаблон. Рядом с ним крепим упор из такого же материала.
Рычажный трубогиб для профиля
Гнуть профильную трубу на малых радиусах не так просто, как круглую. Не помогут даже прогрев или заполнение полости песком. Это связано с особенностью геометрии.
Плоским боковым стенкам невозможно согнуться, не образовывая разрывов, а внутренняя плоскость внутреннего радиуса складывается гармошкой, распирая профиль по сторонам.
Поэтому радиус изгиба профиля значительно больше, чем простой трубы.
Однако и для таких заготовок существуют рычажные трубогибы малого радиуса, работающие по принципу обкатки. Профиль как бы наматывается на шаблон заданного радиуса, прижимаясь при помощи направляющего ролика, установленного на рычаге. Хитрость в профиле ролика-шаблона.
В середине выемки находится выступающая часть, которая вдавливает плоскость внутреннего радиуса в полость профиля.
заводской рычажный трубогиб
За счет этого снимается напряжение на стенках, а весь «лишний» металл уходит вовнутрь, не портя внешний вид заготовки. Тоже самое происходит и с плоскостью внешнего радиуса, только для этого не нужны специальные ролики. Вступает в силу геометрия профиля.
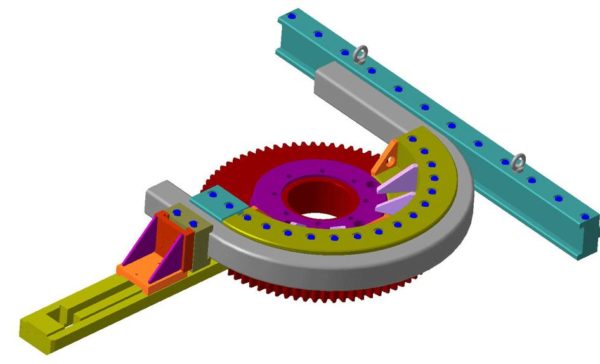
схема обкатки профильной трубы
Еще один способ гнуть профиль с малым радиусом – обкаточный трубогиб с направляющей.
Шаблон как бы прокатывается вдоль ответной части станка, постоянно контролируя состояние профиля. При таком способе геометрия заготовки максимально сохраняется. Если процесс сопровождать интенсивным нагревом – качество сгиба существенно возрастет.
Однако такой способ применим лишь в промышленных условиях с применением мощных редукторов или гидравлических приводов.
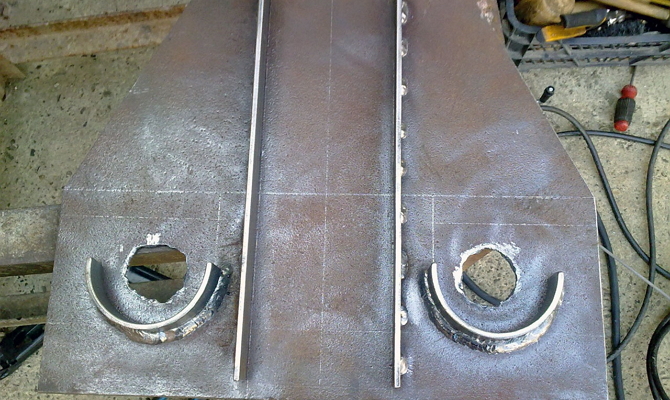
ВАЖНО! Сгибание профтрубы на малый радиус, возможно или на квадратном профиле или на широкой стороне прямоугольного сечения. Вертикально расположенную профтрубу на такие радиусы гнуть не допускается
Если возникнет необходимость закругления по узкой стороне – тогда придется вырезать сектора болгаркой и затем варить швы (см. начало статьи).
На самом деле, сгибать профильную трубу на маленькие радиусы приходится не часто. Необходимо помнить, что профиль теряет прочностные качества в месте сгиба. Поэтому при создании конструкций, в которых применяются углы, близкие к 90 градусам – лучше разрезать заготовку и сварить ее под нужным углом.





