
Держак для крепления электродов
Как сделать сварку самостоятельно мы уже рассказали, теперь несколько слов об устройстве, в которое вставляются электроды. Простейшее приспособление делается из куска металлической трубы:
- берем отрезок длиной не менее 20 см с диаметром 20 мм,
- на обоих конца делаются выемки, отступив от края 40 мм, глубина не более 0,5 диаметра трубы,
- с одной стороны, вставляем электрод и прижимаем его к трубе приваренным к трубке куском из стали, толщиной не менее 5 мм и снабженным сильной пружиной (по примеру бытовой плойки),
- ко второму концу прикрепляется провод от самодельного устройства.
Прежде чем подсоединять провод, надеваем на трубу дюрит (трубка из армированного полимера) с подходящим диаметром, исключающим его проворачивание во время работы.
Варианты конструкции
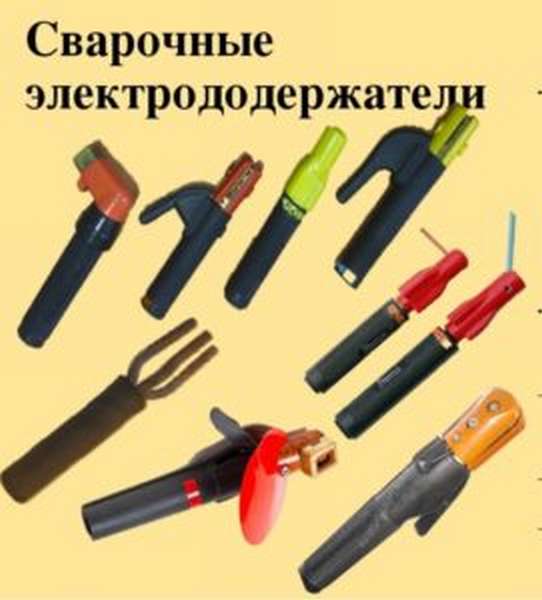 Существует много разновидностей держателей для электродов, но суть у них одна — надежная фиксация стержня для сварки. К основным типам относятся:
Существует много разновидностей держателей для электродов, но суть у них одна — надежная фиксация стержня для сварки. К основным типам относятся:
- Устаревший вариант закрепления электродов в форме тройника.
- Клещи — наиболее популярный вид, т. к. электрод зажимается под нужным углом. Недостатки заключаются в слабой фиксации.
- Винтовой способ — обеспечивает прочное зажатие, но смена электродов отнимает больше времени у исполнителя.
Некоторые производители сварочного оборудования соединяют вместе основные виды, например, тип клещи, но электрод вставляется в разные отверстия под определенным углом.
Н. О. Кондратьев, образование: колледж, специальность: сварщик шестого разряда, опыт работы: с 2002 года: «Начинающим сварщикам надо использовать надежные держатели для электродов, чтобы стержень не гулял во время сварки, а жестко сидел в креплении — от этого зависит качество шва».
Сборка сварочного оборудования
Различают несколько моделей сварочных работ, которые используют для иных видов инверторов: это сварка ручная, аргонодуговая, плазменная или полуавтоматическая резка металла. Инверторная современная сварка своими руками — это быстро внедряемое новшество, которое обеспечивает достаточно устойчивое горение автономно от колебаний тока в электросети и не очень сложно в разжигании. Какой же секрет кроется в этой популярности инверторного оборудования?
Инверторная сварка обеспечивает достижение стабильного и отличного сварочного шва.
- Сварочное оборудование складывается из электросхем, которые способствуют уменьшению подачи тока.
- Непостоянный ток попадает к выпрямителю, далее модуль перестраивает ток с высоким качеством, затем подает его к сварочному трансформатору. Особая конструкция такого оборудования позволяет снизить во много раз массу трансформатора и делает его очень простым и подвижным в эксплуатации.
- Инверторная сварка является необходимым аппаратом в домашнем использовании, нередко ее эксплуатируют в стройке, авторемонтных мастерских, при монтаже несложных конструкций из металла. Для работ с помощью этого аппарата не требуется специального обучения, будет достаточно небольших знаний о сварочных работах.
Схема сварочного полуавтомата.
В сборку инверторного оборудования входит три основных модуля: входной и выходной выпрямитель, а также инверторный модуль. Входной преобразователь конструируется из мощнейших диодов советского выпуска.
Далее к делу приступает накопитель, который выступает в качестве конденсатора, предназначенного на напряжение не меньше 300 В. Затем продолжает работу специальный модуль, который содержит трансформатор с высокой частотой, он создает однополярные или двухполярные импульсы.
Все детали аппарата выполняют свои работы под сильным давлением, в связи с этим способствуют выделению большого тепла. В этом случае будет уместным применение кулера и мощнейших радиаторов, которые распространят ненужное тепло. Все скрепления должны быть достаточно крепкими, а корпус хорошо изолирован. Сегодня одним из лучших аппаратов для сварки является именно инверторная сварка.
Общие сведения о сварочном инверторе
Инверторный агрегат
Чтобы сделать сварочный инвертор своими руками, понадобится набор инструментов, который имеется у любого владельца гаража, а также основные знания электротехники. Кроме этого, нужны блоки: питания, силовой и инверторный, а также система надежного охлаждения, чтобы аппарат не перегревался.
Основа для монтажа трансформатора — это отрезок листового гетинакса толщиной не менее 5 мм, крепление осуществляется при помощи медных скоб из проволоки сечением в 3 мм. Для электронных плат используется текстолит толщиной в 1 мм с покрытием из фольги. Перед установкой магнитопроводов надо рассчитать зазоры, чтобы воздушный поток охлаждения свободно циркулировал вокруг них.
Необходимо приобрести контроллер, отвечающий за стабильность силы тока, от этого зависит мощность подачи напряжения. Для удобного использования нужен орган управления, в виде панели, где располагается тумблер активации прибора, рукоятка резистора и сигнальные светодиоды. Сборка сварочного инвертора несложная, но надо придерживаться правил и рекомендаций, которые имеются в интернете, а также строго выдерживать схему подсоединения.
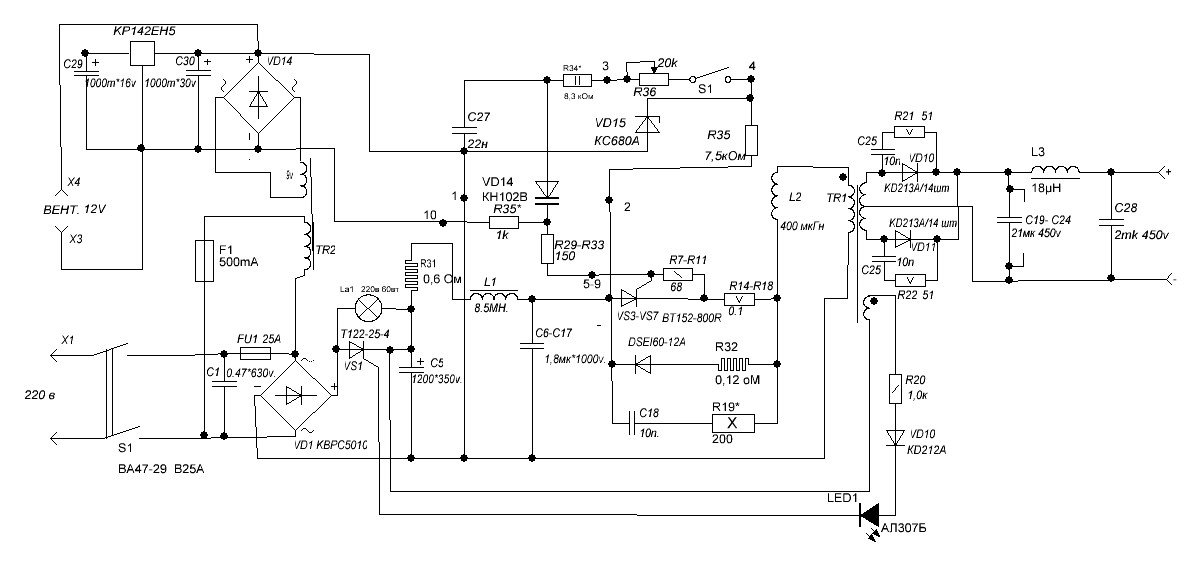
Материалы для его сборки
 Чертеж инверторного сварочного аппарата. Прежде чем начать собирать по схеме сварочного инверторного типа аппарат, мастер должен подготовить необходимые инструменты и материалы, которые могут понадобиться ему в работе.
Чертеж инверторного сварочного аппарата. Прежде чем начать собирать по схеме сварочного инверторного типа аппарат, мастер должен подготовить необходимые инструменты и материалы, которые могут понадобиться ему в работе.
В первую очередь:
- различного типа отвертки;
- паяльное устройство, чтобы соединять детали в электронной схеме;
- нож;
- инструмент для вырезки на металлической поверхности;
- резьба, как крепежная деталь;
- поверхность с небольшой толщиной из металла;
- детали, благодаря которым формируется электросхема инверторного сварочного аппарата;
- провод из меди и полосы, чтобы обмотать трансформатор потребуется;
- стеклоткань;
- слюда;
- текстолиты;
- обычная термобумага, использующаяся в кассовых аппаратах.
Схема сварочного аппарата используется для сборки оборудования в домашних условиях с напряжением от электросети в 220 вольт.
Но если есть надобность, то используют схемы сварочных аппаратов, работающие на трехфазовой электросети с напряжением в 380 вольт. У таких оборудований есть достоинства, среди которых выделяют высокий показатель КПД, в отличие от однофазовых конструкций.
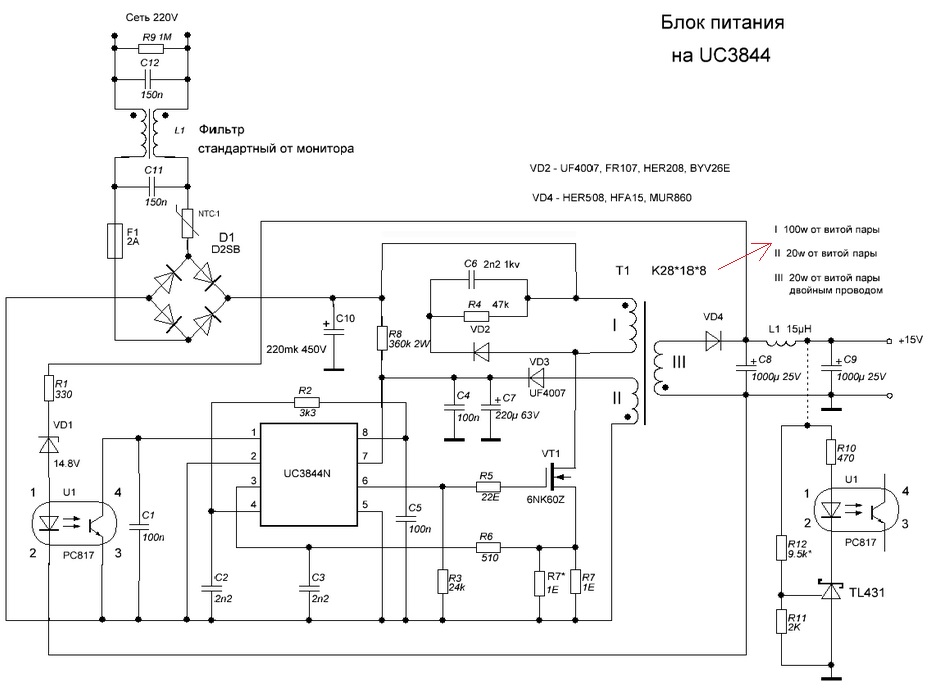
Блок питания агрегата
В блоке питания сварочного инвертора самой важной деталью является трансформатор, мотающийся при феррите в Ш7*7 либо 8*8. Блок питания инвертора. Блок питания инвертора
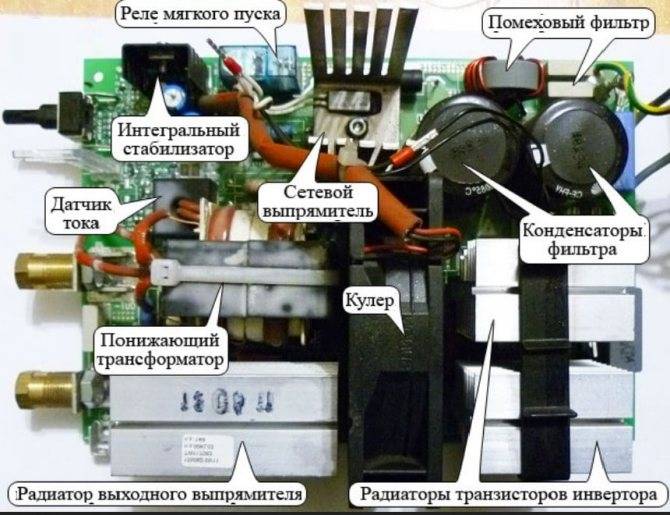 Блок питания инвертора.
Блок питания инвертора.
При помощи данного механизма обеспечивается подача регулярного напряжения и создается за счет 4-х обмоток:
- Первичная. Сто кругов проводом ПЭВ в диаметре 0,3 миллиметра.
- Первая вторичная. 15 кругов проводом ПЭВ в диаметре 1 миллиметр.
- Вторая вторичная. 15 кругов ПЭВ в диаметре 0,2 миллиметра.
- Третья вторичная. 20 кругов в диаметре 0,3 миллиметра.
После того как будет выполнена первичная обмотка и проведена изоляция её сторон за счет стеклоткани, её также обматывают в экранирующий провод. Каждый виток должен целиком покрывать защитный слой.
Обмотка экранирующим проводом должна быть в таком же направлении, как и первичная обмотка
Стоит обратить внимание на одинаковость диаметров двух видов обмоток
Этим же правилом пользуются и для других видов: при наматывании на каркас трансформатора, изоляции друг от друга проводов за счет стеклоткани либо при использовании простого малярного скотча.
Для стабилизации напряжения в области 20-25 вольт, что поступает в блок питания через реле, подбирается резистор для электронных схем. Главной особенностью рассматриваемого механизма выступает изменение переменного тока в регулярный.
Монтаж диодного моста подразумевает под собой применение 2-х радиаторов: верх через прокладку из слюды присоединяют к одной батареи, а низ через поверхность термопасты ко второй батареи.
Мост из диодов должен выводиться в том направлении, куда направлен вывод транзистора. За счет этого постоянный ток превращается в переменный с высокими частотами.
Соединительный провод этих выводов максимум может достигать длины в 15 сантиметров. Металлический лист необходимо расположить между блоком питания и инверторной частью аппарата и приварить к «телу» оборудования.
Силовой блок
 Изготовление сварочного инвертора. Силовой блок – это основа трансформатора в сварочном инверторе. С его помощью уменьшается показатель напряжения тока с высокими частотами, а сила наоборот повышается. Для создания в трансформаторе силового блока требуется использование сердечников. Чтобы создать небольшой зазор рекомендуется воспользоваться обычной газетной бумагой.
Изготовление сварочного инвертора. Силовой блок – это основа трансформатора в сварочном инверторе. С его помощью уменьшается показатель напряжения тока с высокими частотами, а сила наоборот повышается. Для создания в трансформаторе силового блока требуется использование сердечников. Чтобы создать небольшой зазор рекомендуется воспользоваться обычной газетной бумагой.
С каждым наложенным слоем, чтобы обеспечить термоизоляцию необходимо наматывать ленту от кассового аппарата для достижения хорошей износоустойчивости. Вторичную обмотку создают на основе 3-х полосовых слоев из меди, изолирующиеся друг от друга за счет ленты фторопласта.
Большинство мастеров обматывают понижающий трансформатор толстым проводом из меди, однако, это ошибочное действие. С таким трансформатором простой сварочный инвертор будет работать с высокочастотным током, вытесняющим наружу проводник без нагревания деталей внутри.
Оптимальнее всего формировать обмотки, используя проводник с широкой поверхностью, иными словами применить широкую медную полосу.
Вместо термоизоляционного поверхностного слоя специалисты иногда заменяют на простую бумагу. Она не так устойчива, как термоизоляционная либо лента в кассовом аппарате. Повышенная температура влияет только на потемнение ленты, однако её износоустойчивость остается на первоначальном уровне.
2 Как выполнить обмотку сварочного трансформатора?
Обмотку можно делать из ПЭВ-провода с большим числом отдельных жил общим сечением около 0,7 миллиметра. Данный вариант простой, но не самый лучший. Дело в том, что между жилами имеются воздушные зазоры, которые снижают площадь сечения примерно на треть. Подобной проблемы не наблюдается тогда, когда намотка осуществляется при помощи жестяных медных полосок толщиной порядка 0,3 миллиметров.
Применять следует именно тонкие полоски, чтобы избежать так называемого “эффекта Skin”. При появлении этого эффекта образуется чрезмерный нагрев трансформаторного устройства и выход его из строя из-за того, что большие по толщине полосы сформируют такую сердцевину, которая просто-напросто не будет функционировать. Термопрослойку лучше всего изготавливать из бумаги, закладываемой в ксерокс, либо из той, которая используется на кассовых установках.

Второй вариант предпочтительнее, так как “кассовая” бумага имеет большую длину, что упрощает ее намотку. Кроме того, она не рвется за счет своих достаточно высоких механических свойств. Выполнять вторичную обмотку желательно также из медных полосок. Друг от друга их обычно отделяют при помощи прослойки из фторопласта. После намотки “вторички” не забудьте уложить термическую прослойку (опять же таки из указанной выше бумаги).
Трансформаторное устройство, которое во время использования инвертора будет активно нагреваться, следует в обязательном порядке оснастить вентиляторами. Подойдут 0,15-амперные кулеры, которые стоят в старых компьютерах. При желании разрешается взять и более мощные охлаждающие механизмы, но только в том случае, если вы думаете применять инвертор очень активно.

Правила использования
Сварочное оборудование требует к себе ответственное отношение:
- Перед работой подготовьте рабочие место. Нормально когда много свободного пространства.
- Инвертор плохо реагирует на перепады температур, погодные условия.
- Избегайте пыли. Она очень хорошо проводит ток. На промышленных предприятиях есть сжатый воздух, которым можно продувать оборудование.
- Не перегревайте аппарат. Интенсивные электрические процессы, протекающие в схемах, приводят к большому их нагреву. Перегоревшая деталь – частая проблема поломки. В среднем, непрерывная работа длится 5-6 минут.
- Выбор проводов для кабелей зависит от толщины электрода. Для бытовых потребностей используйте диаметр 3мм. Сварка таким диаметром позволит использовать тонкие и легкие кабеля. Их длина не должна быть больше 1,5м.
- Перед работой проводится проверка всех соединений проводов, чтобы избежать нарушений с подачей тока.
- Присоедините плюс к металлу, минус на держателе. Включите аппарат в розетку и нажмите кнопку пуск на задней панели. Настройте сварочный ток. Его сила должна быть достаточной, чтобы расплавлять, но не пережигать металл.
- Работать требуется в специальной, негорящей одежде, в рукавицах и щитке.
На переменном токе
По такому принципу работают классические сварочные аппараты: напряжение с первичной обмотки 220 В понижается до 50 – 60 В на вторичной и подается на сварочный электрод с заготовкой.
Перед тем, как приступить к изготовлению, подберите все необходимые элементы:
- Магнитопровод – более выгодными считаются наборные сердечники с толщиной листа 0,35 – 0,5мм, так как они обеспечивают наименьшие потери в железе сварочного аппарата. Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.
- Провод для намотки катушек – сечение проводов выбирается в зависимости от величины, протекающих в них токов.
- Изоляционные материалы – основное требование, как к листовым диэлектрикам, так и к родному покрытию проводов – устойчивость к высоким температурам. Иначе изоляция сварочного полуавтомата или трансформатора расплавится и возникнет короткое замыкание, что приведет к поломке аппарата.
Наиболее выгодным вариантом является сборка агрегата из заводского трансформатора, в котором вам подходит и магнитопровод, и первичная обмотка. Но, если подходящего устройства под рукой нет, придется изготовить его самостоятельно. С принципом изготовления, определения сечения и других параметров самодельного трансформатора вы можете ознакомиться в соответствующей статье: https://www.asutpp.ru/transformator-svoimi-rukami.html.
В данном примере мы рассмотрим вариант изготовления сварочного аппарата из блока питания микроволновки. Следует отметить, что трансформаторная сварка должна обладать достаточной мощностью, для наших целей подойдет сварочный аппарат хотя бы на 4 – 5кВт. А так как один трансформатор для микроволновки имеет только 1 – 1,2 кВт, для создания аппарата мы будем использовать два трансформатора.
Для этого вам понадобится выполнить такую последовательность действий:
- Возьмите два трансформатора и проверьте целостность обмоток, питаемых от электрической сети 220В.
- Распилите магнитопровод и снимите высоковольтную обмотку,
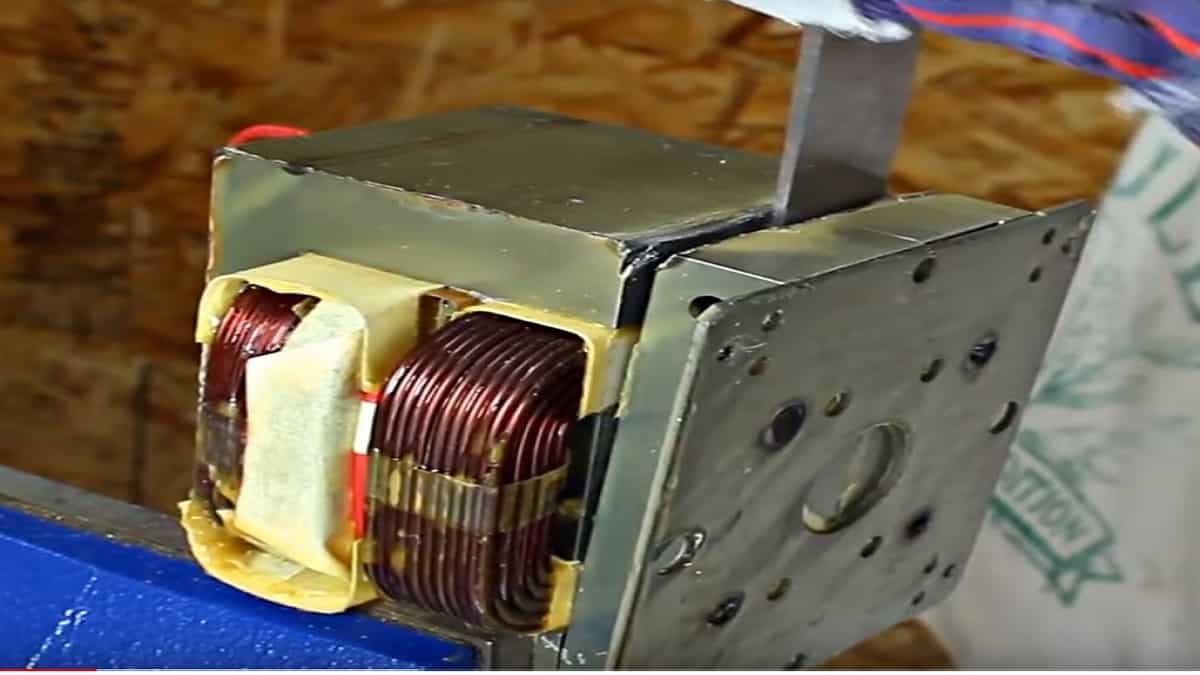
Рис. 1: распилите сердечник

Рис. 2: уберите высоковольтную обмотку оставив только низковольтную, в таком случае намотку первичной катушки уже делать не нужно, так как вы используете заводскую.
Удалите из цепи катушки на каждом трансформаторе токовые шунты, это позволит увеличить мощность каждой обмотки.

Рис. 3: удалите токовые шунты
Для вторичной катушки возьмите медную шину сечением 10мм2 и намотайте ее на заранее изготовленный каркас из любых подручных материалов. Главное, чтобы форма каркаса повторяла габариты сердечника.

Рис. 4: намотайте вторичную обмотку на каркас
Сделайте диэлектрическую прокладку под первичную обмотку, подойдет любой негорючий материал. По длине ее должно хватать на обе половинки после соединения магнитопровода.
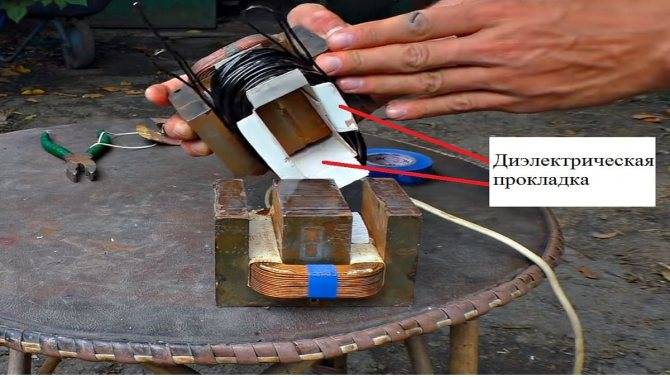
Рис. 5: сделайте диэлектрическую прокладку
Поместите силовую катушку в магнитопровод. Для фиксации обеих половинок сердечника можно использовать клей или стянуть их между собой любым диэлектрическим материалом.
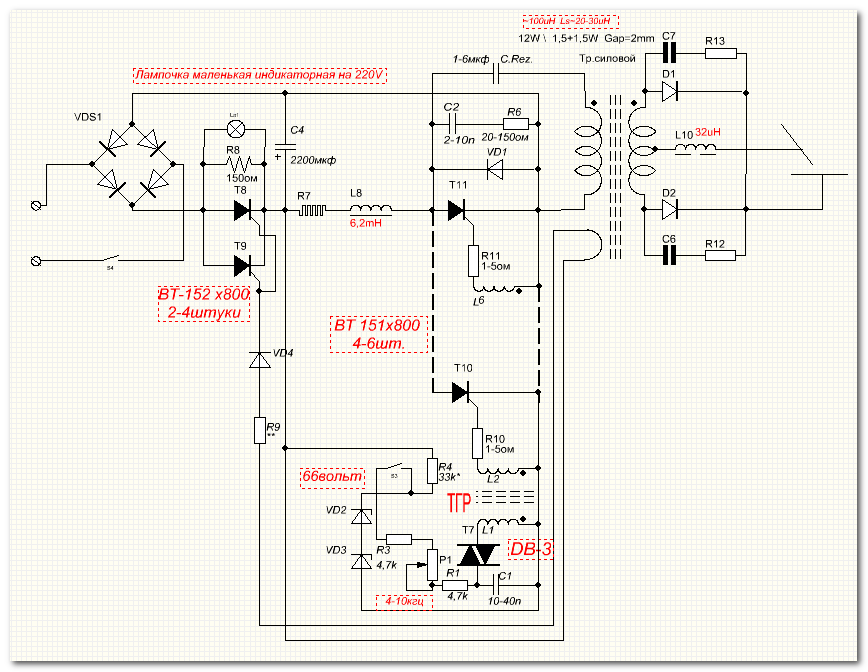
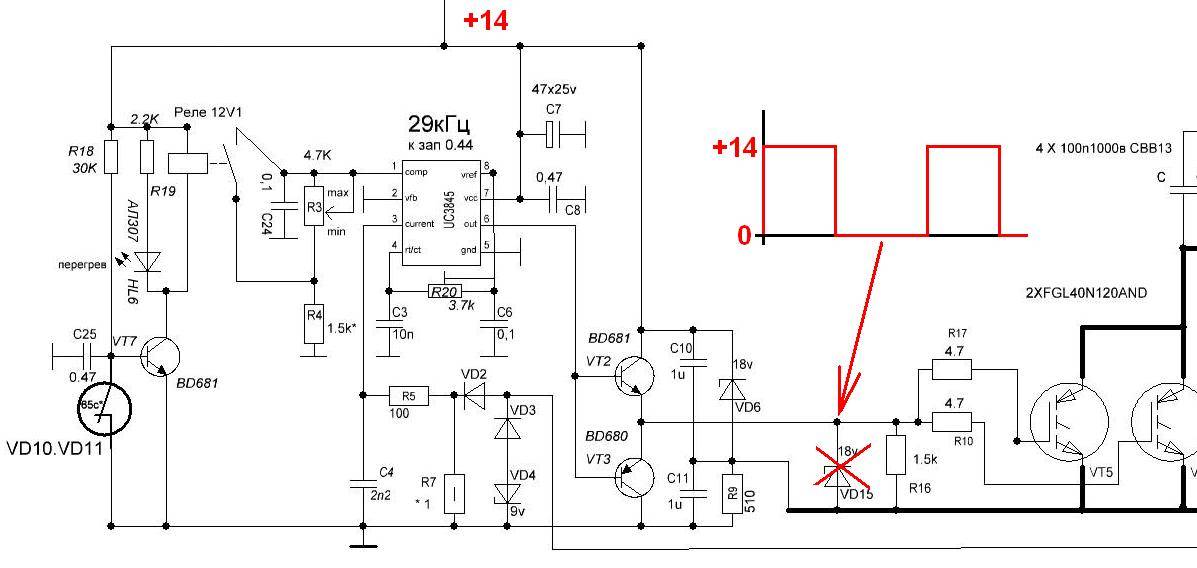
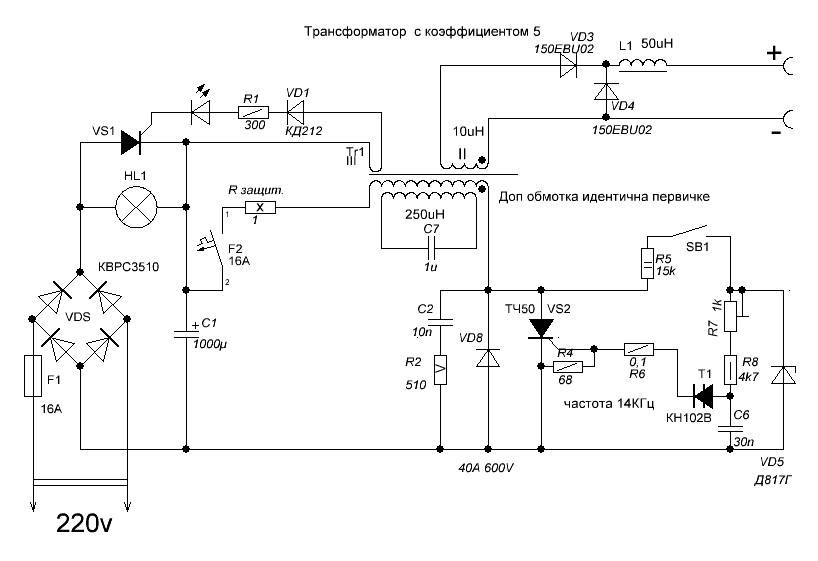
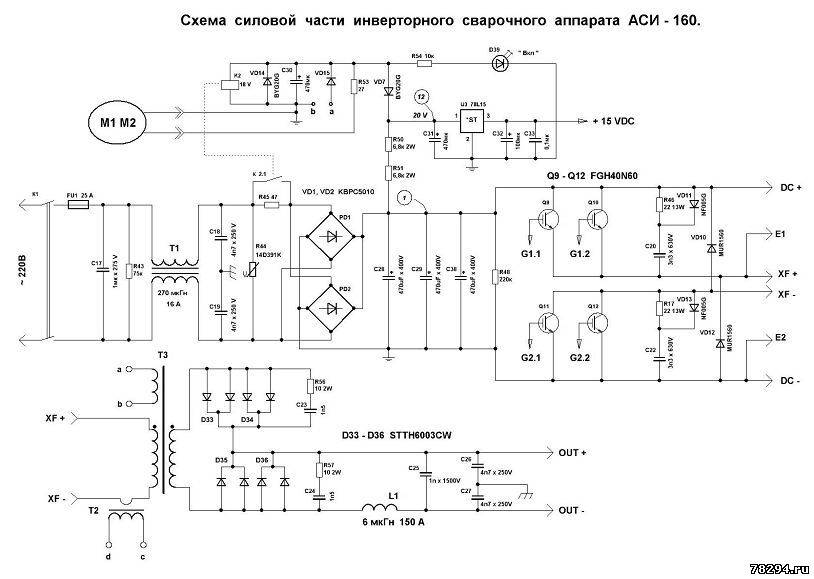
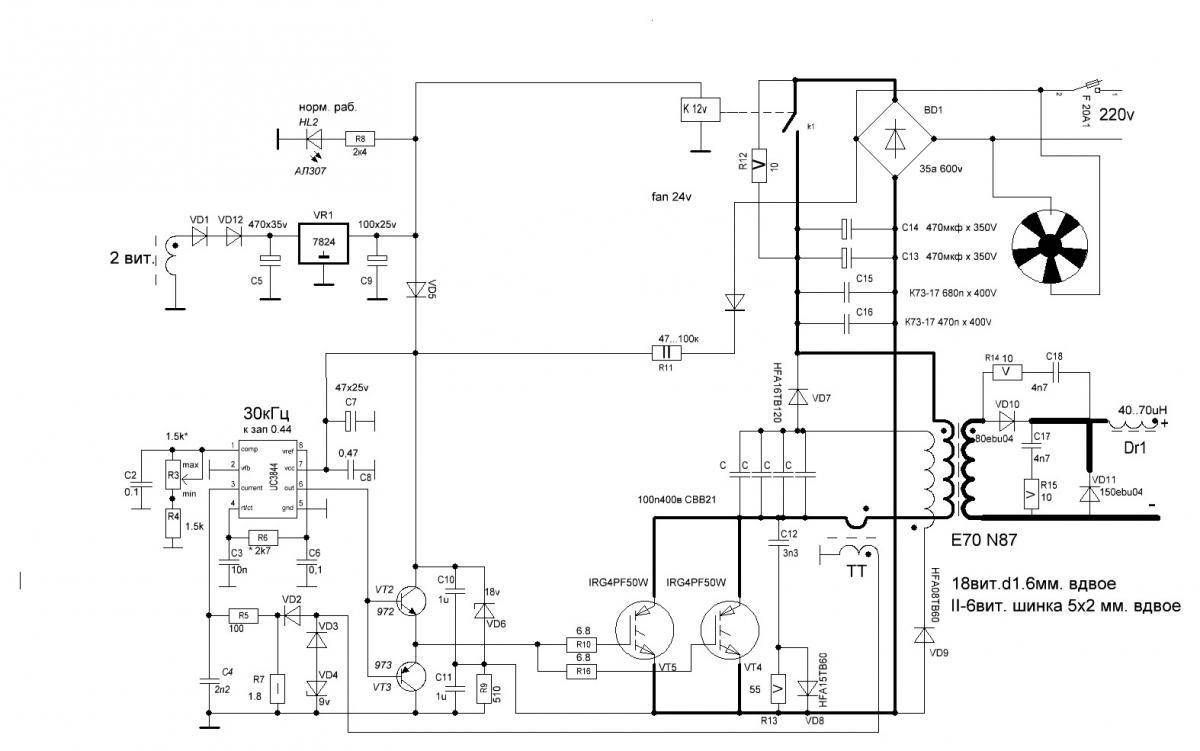
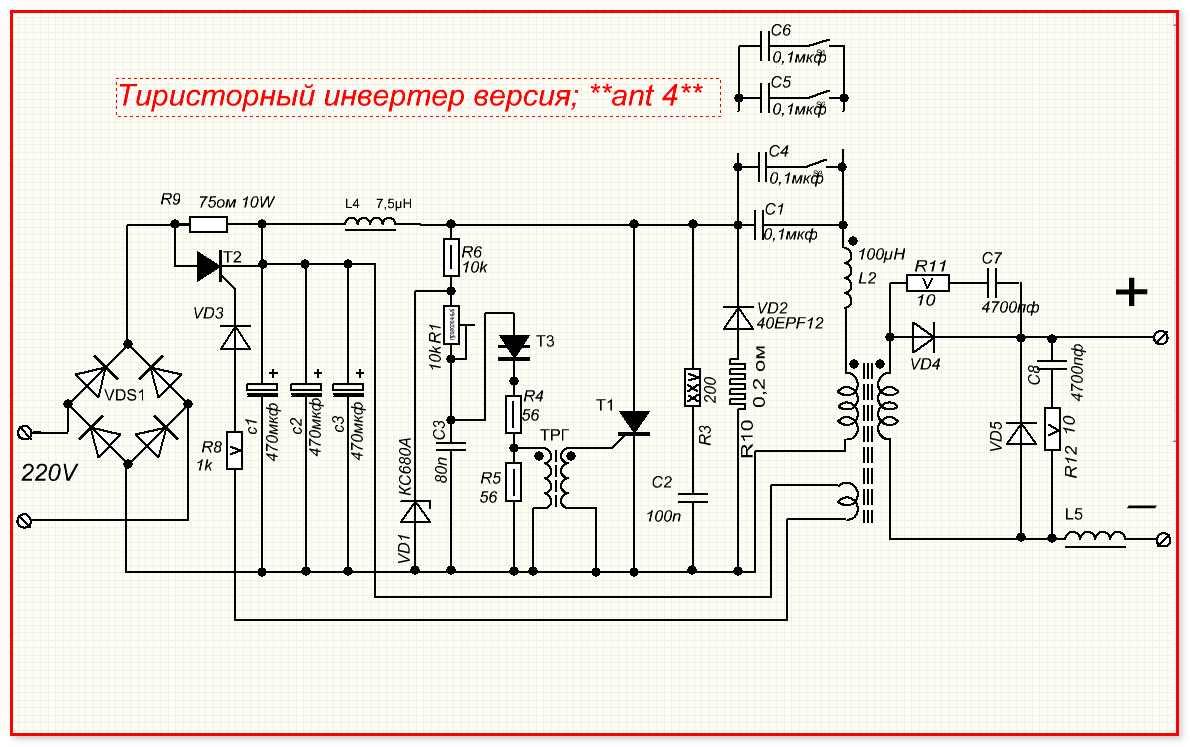

Рис. 6: поместите катушку в магнитопровод
Подключите выводы первички к шнуру питания, а вторички к сварочным кабелям.

Рис. 7: подключите шнур питания и кабели Установите на кабель держатель и электрод диаметром 4 – 5мм. Диаметр электродов подбирается в зависимости от силы электрического тока во вторичной обмотке сварочного аппарата, в нашем примере она составляет 140 – 200А. При других параметрах работы, характеристики электродов меняются соответственно.
Во вторичной обмотке получилось 54 витка, для возможности регулировки величины напряжения на выходе аппарата сделайте два отвода от 40 и 47 витка. Это позволит осуществлять регулировку тока во вторичке посредством уменьшения или увеличения количества витков. Ту же функцию может выполнять резистор, но исключительно в меньшую сторону от номинала.
Уменьшаем количество витков
Снижение количества витков необходимо по той причине, что в трансформаторе, извлеченном из печи СВЧ, возникающее напряжение достигает две тысячи вольт. На картинке, сопровождающей данный этап, можно отчетливо увидеть, как выглядит этот самый трансформатор, мы же намерены немного его усовершенствовать. Итак, мы поставили перед собой две цели:
- Повысить ток.
- Понизить напряжение.
Подготавливаем трансформатор
Любой опытный сварщик вам скажет, что заниженный ток очень плохо влияет на качество сваривания, а чересчур высокая сила тока не только спалит электрод, но и изувечит металл.
Итак, приступаем к перематыванию вторичной обмотки. Делать это необходимо виток к другому витку, но использоваться будет другой провод, покрытый эмалью. Но предварительно необходимо аккуратно разрезать старую обмотку в нескольких местах и бережно извлечь ее из катушки
Все необходимо делать с предельной осторожностью, дабы случайно не повредить первичную обмотку
Мы преднамеренно не упоминали ни о толщине нового изолированного провода, ни о количестве витков, поскольку оба показателя будут зависеть от конкретной модели трансформатора и просчитать все это достаточно просто: вам понадобится обычный школьный учебник по физике или же специальный онлайн-калькулятор.
Также не стоит забывать о том, что после того, как новая обмотка будет готова, ее в обязательном порядке следует покрыть токоизоляционным лаком. Идем дальше.
4 Правила настройки и регулировки самодельного инвертора
После того, как вы выполнили все необходимые действия, и собрали сварочный аппарат, необходимо произвести его настройку. Без проведения данного мероприятия пользоваться инвертором нельзя. Настройка включает в себя несколько операций, которые следует осуществлять последовательно. На первом этапе регулировки установки на широтно-импульсный модулятор (иными словами на плату ШИМ) агрегата подают 15 вольт питания. И в это же самое время даем разряд на вентиляторы.
Указанные действия дают возможность настроить синхронность включения кулеров и проверить их работоспособность. После того, как плата получила питание (через 4–8 секунд), необходимо будет удостовериться в том, что на резисторе срабатывает специальное замыкающее реле. Если все в порядке, приступаем к настройке модулятора, убеждаясь в том, что при срабатывании реле на плате появляются прямоугольные импульсы.

Обязательно требуется и регулировка уровня шума, отмечаемого на фазах трансформаторного устройства. В идеале никаких посторонних звуков при работе инвертора на фазах быть не должно. Если вы слышите шумы, вероятнее всего, полярность была установлена неверно. Просто поменяйте ее. Указанную проверку “на шумы” разрешается выполнять посредством любого электроприбора, используемого в быту (например, обычного электрического чайника), который имеет мощность не менее 2,2 кВт.
Кроме того, нужно проверить точность монтажа фаз трансформатора, вне зависимости от того, по какой схеме выполнялся инверторный аппарат, а также от того, какую именно конструкцию он имеет. Выполняется подобная проверка осциллографом с двумя лучами, которые подсоединяются к первичной и вторичной обмотке. На правильно сделанном инверторе скачки напряжения не могут быть более 330 вольт.

Напоследок приводим несколько важных советов для тех, кто самостоятельно делает сварочный инвертор:
- в затворах силовых ключей необходимы специальные стабилитроны с двумя анодами (часто применяются изделия КС213);
- подключение агрегата к электрической сети следует выполнять проводом диаметром не менее 1,5 миллиметра (лучше взять даже кабель сечением 2–2,5 миллиметра);
- желательно выполнять парное скручивание кабелей, которые подключаются к затворам транзисторов;
- параллельно диодам (силовым) всегда требуется монтировать цепочки RC, которые предохраняют указанные элементы от пробоя;
- на входе инвертора ставится 25-амперный автоматический выключатель;
- силовые цепи нужно пропаивать, чтобы гарантировать их надежный контакт (при некачественном соединении внутренние узлы инвертора могут в любой момент загореться из-за опасности расплавления силовых цепей).
Схема сварочного инвертора своими руками: особенности конструирования
Необходимо для начала подумать о вентиляции механизма инвертора, которая защитит систему от перегревания. Для этого хорошо воспользоваться радиаторами от системных блоков Pentium 4 и Athlon 64. Сегодня их можно приобрести достаточно дешево.
После обмотки трансформатора его присоединяют к основе аппарата для сварки. Для этого потребуется несколько скоб, которые можно изготовить из проволоки (медь диаметром не меньше 3 мм).
Для изготовления плат понадобится фольгированный текстолит (около 1мм толщины). В каждой из плат нужно сделать маленькие прорези. Они будут способствовать снижению нагрузки на диодные выводы. Их необходимо прикрепить навстречу выводам транзисторов. В качестве прослойки между радиаторами и выводами поставить плату, которая будет соединять механизм моста с вереницами питания. Каждый шаг сборки устройства можно сверять по примерной схеме самодельного сварочного инвертора: На плату обязательно нужно припаять конденсаторы. Их может быть около 14. Благодаря им трансформаторные выбросы будут уходить в цепь питания.
Для ликвидации резонансных выбросов тока от трансформатора, необходимо вмонтировать снабберы, в которых будут содержаться конденсаторы С15, С16. Нужно использовать исключительно высококачественные проверенные устройства, поскольку функция снабберов очень значительная в инверторе – они уменьшают резонансные выбросы трансформатора и сокращают утраты IGBT при отключении. Лучшими являются модели СВВ-81, К78-2. Вся мощность переносится на снаббер, уменьшая выделение тепла в несколько раз.
В случае, когда в процессе пайки необходимо проконтролировать и отрегулировать температуру или другие параметры, возникает потребность не в простом паяльнике, а более сложном инструменте. Для этого совсем не обязательно идти в магазин, можно собрать паяльную станцию своими руками в домашних условиях.
Как изготовить самостоятельно основной инструмент паяльной станции — паяльник, можно научиться здесь.
Все составляющие прибора нужно установить на основание. Для его производства подойдет пластина гетинакса толщиной ½ см. По центру пластины вырезать круглое отверстие для вентилятора, который нужно будет оградить решеткой. Между проводами обязательно должно присутствовать воздушное пространство. На фронтальную часть основы нужно вывести светодиоды, ручки резистора и тумблера, кабельные зажимы. Весь этот механизм нужно сверху оборудовать «кожухом», для изготовления которого подойдут винипласт или текстолит (не менее 4 мм толщины). На крепление для электрода монтируется кнопка, которую вместе с подключенным кабелем нужно хорошо изолировать.
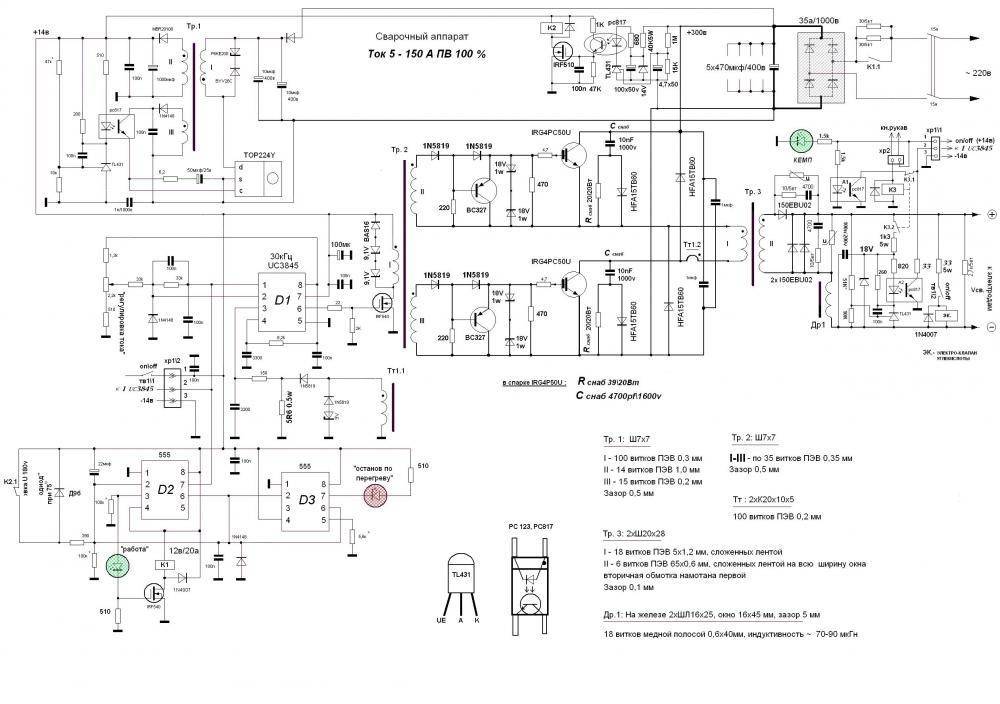
Разберем алгоритм сбора импульсной сварки
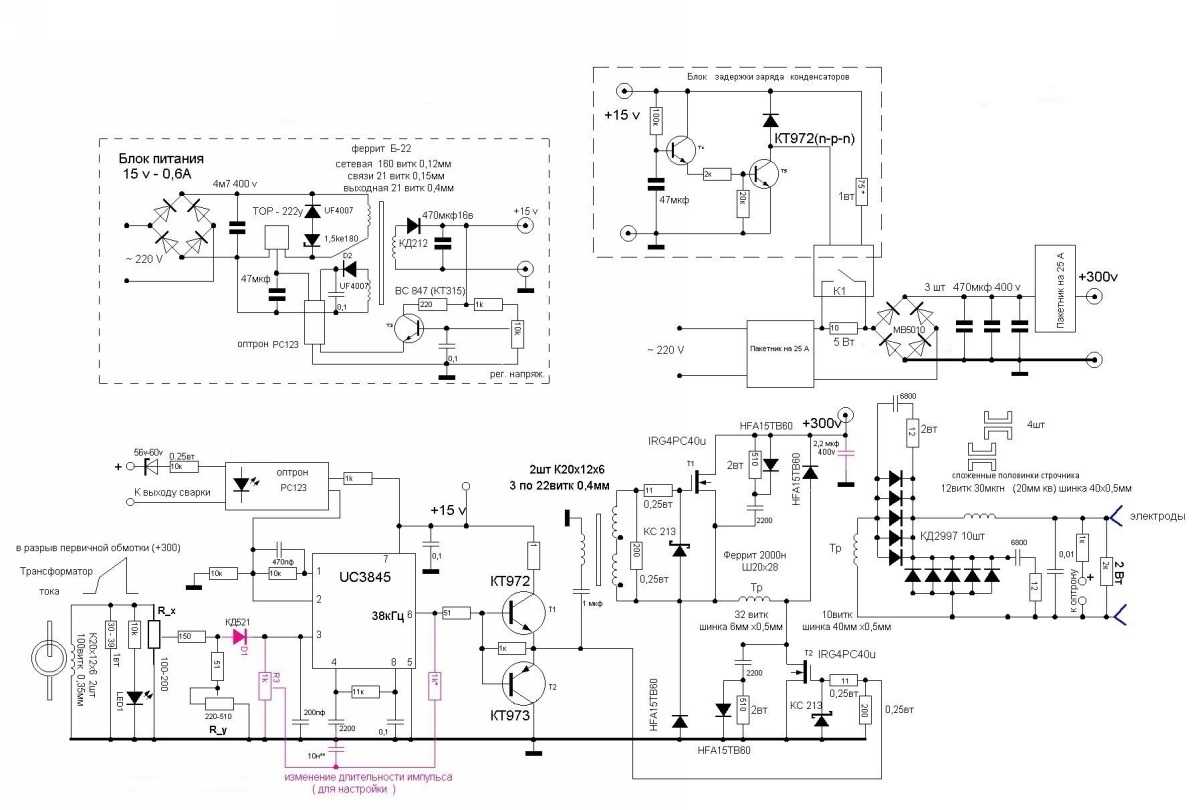
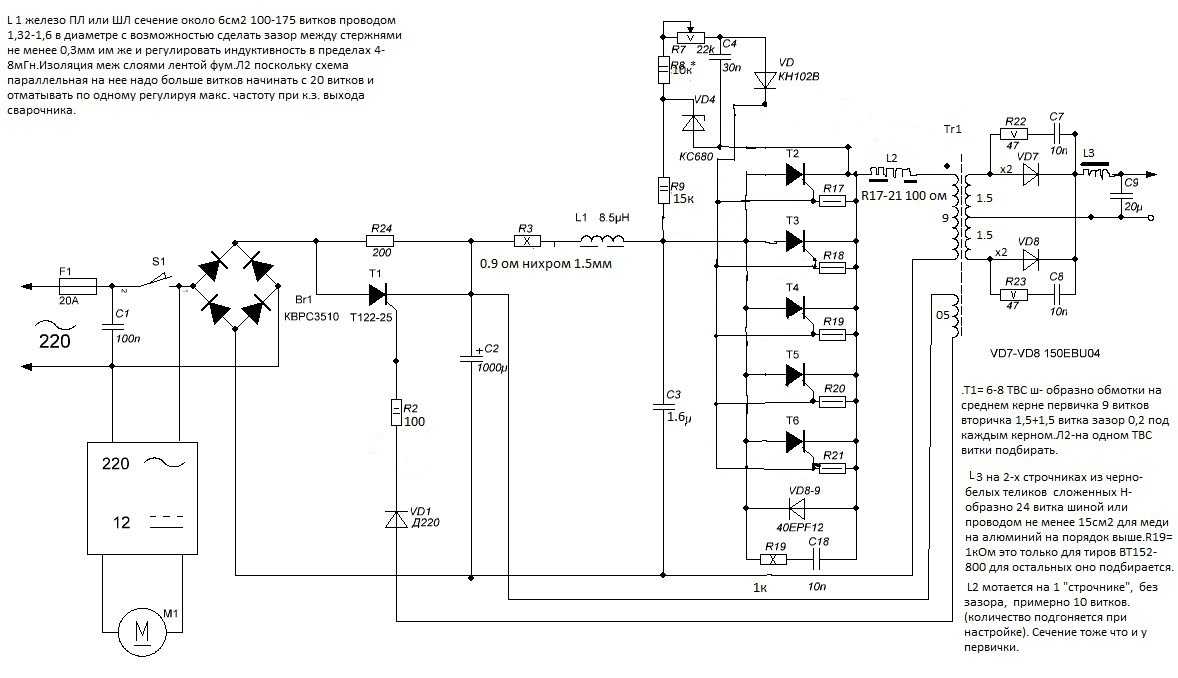
Преобразователь
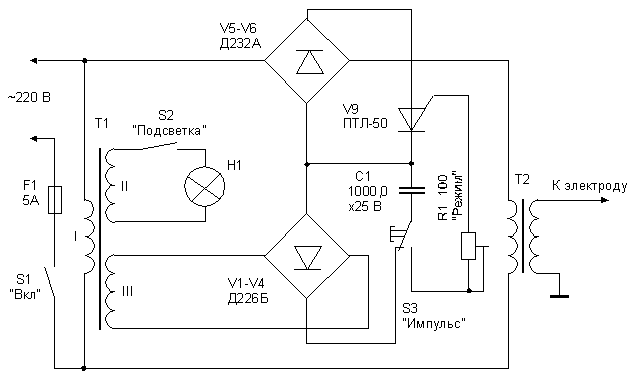
Для начала, необходимо рассмотреть процесс сбора импульсного преобразователя. Его соответственно обозначают, как силовой элемент сварочного агрегата.
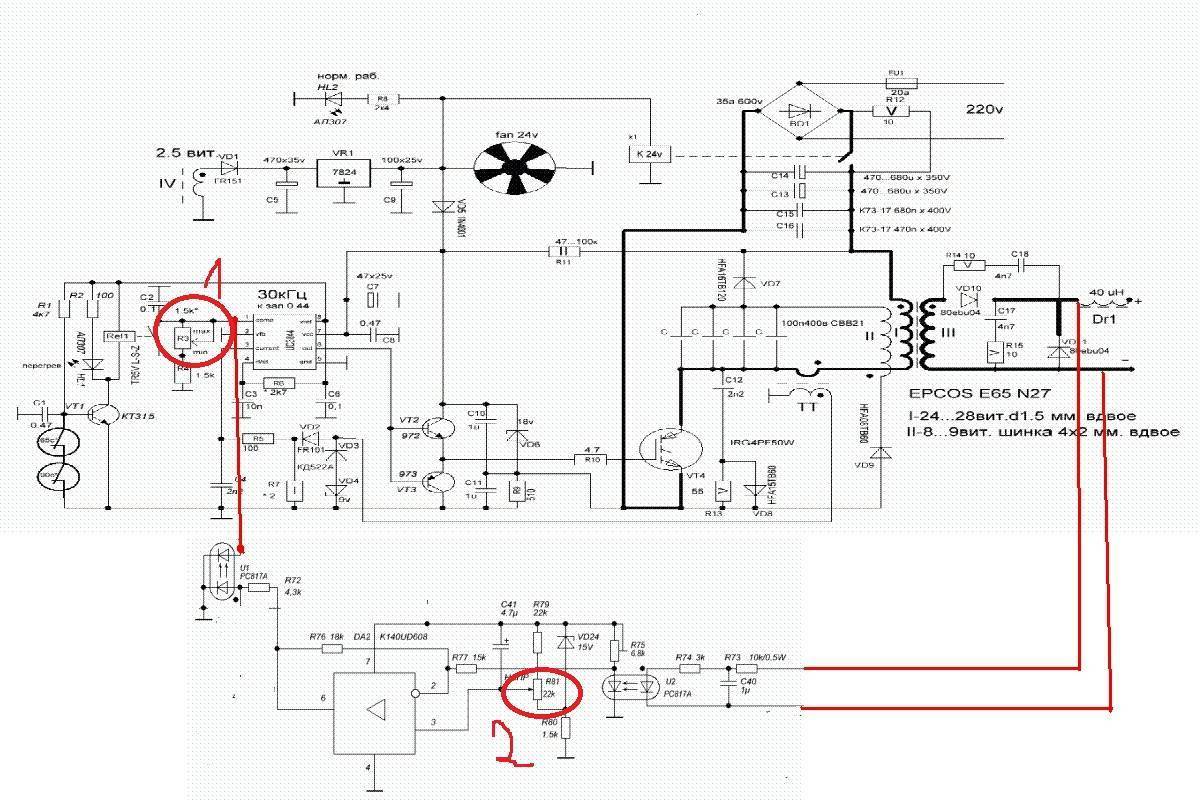
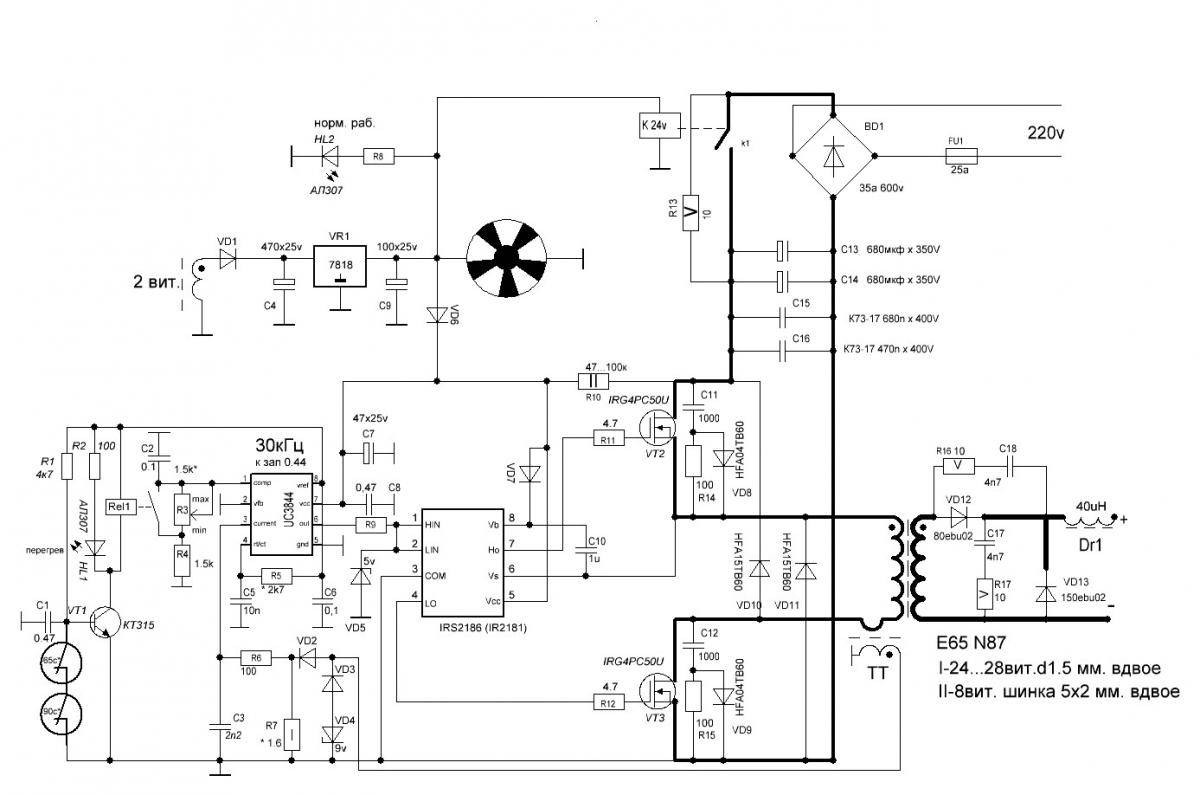
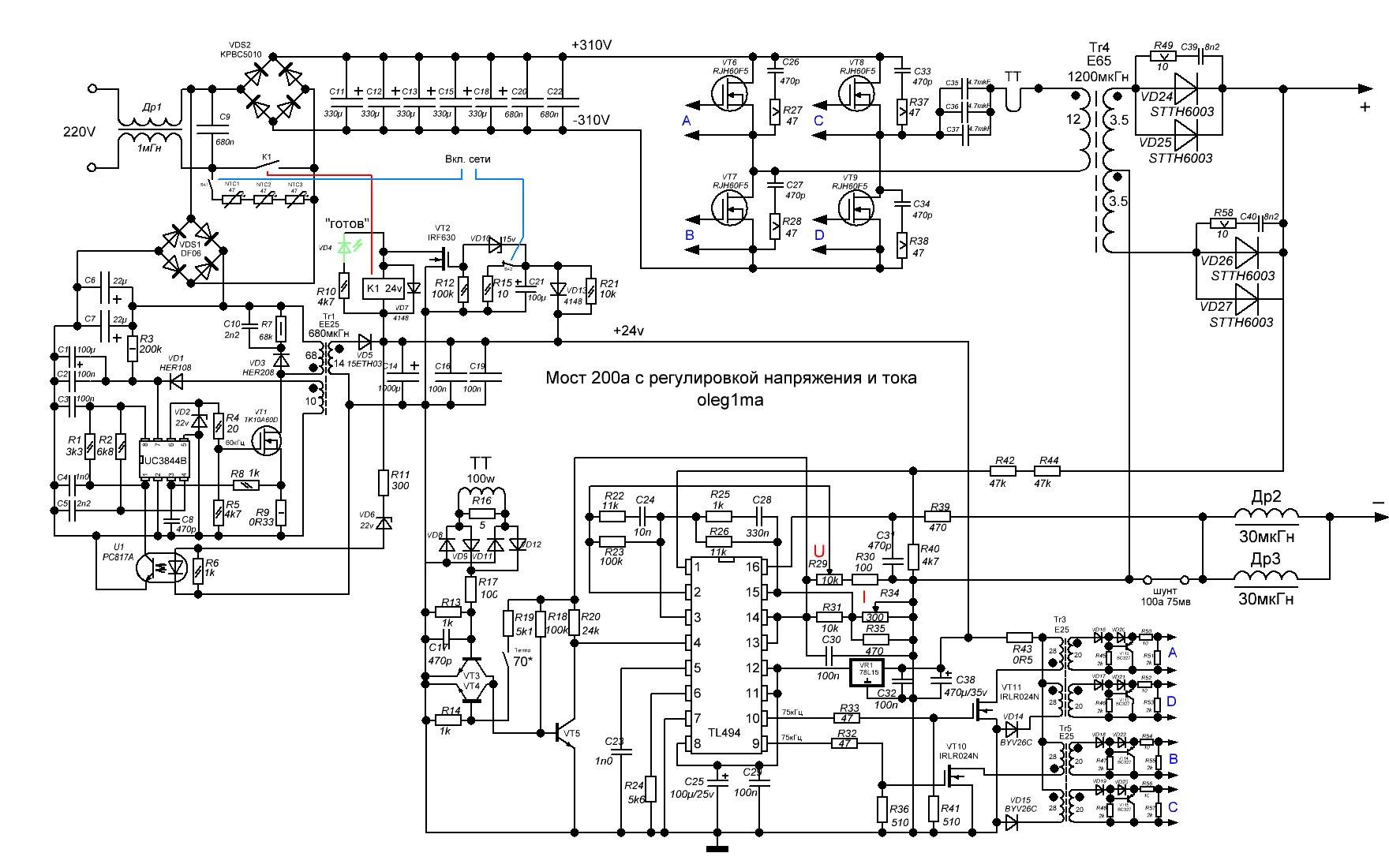
На схеме показана модель сбора преобразователя.
В технической литературе и справочниках можно найти информацию по составным частям, которые входят в комплектацию преобразователя.
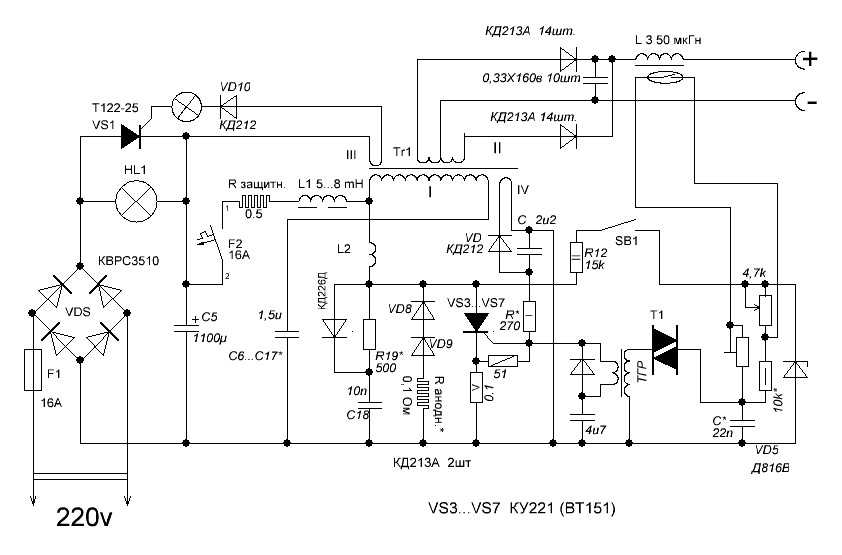
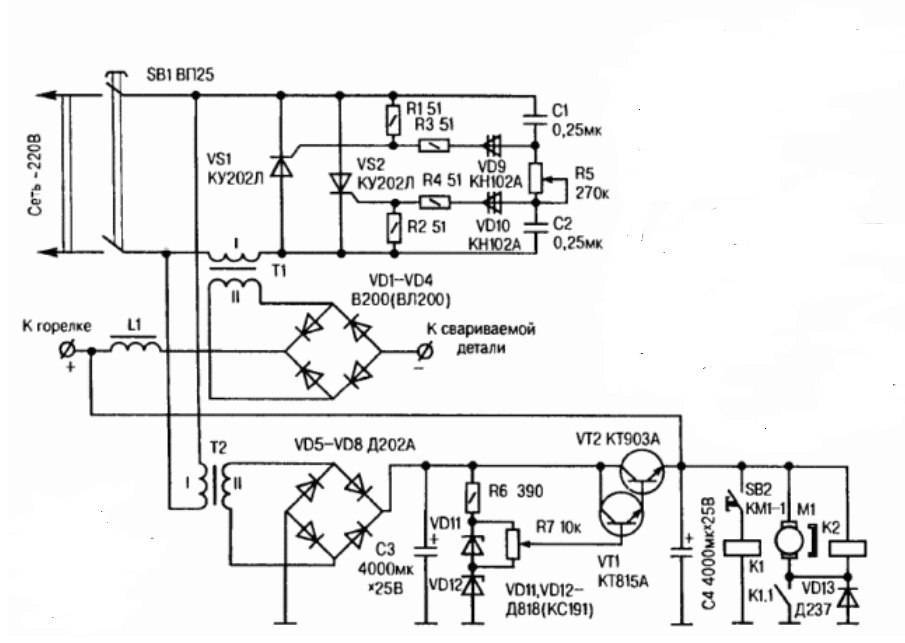
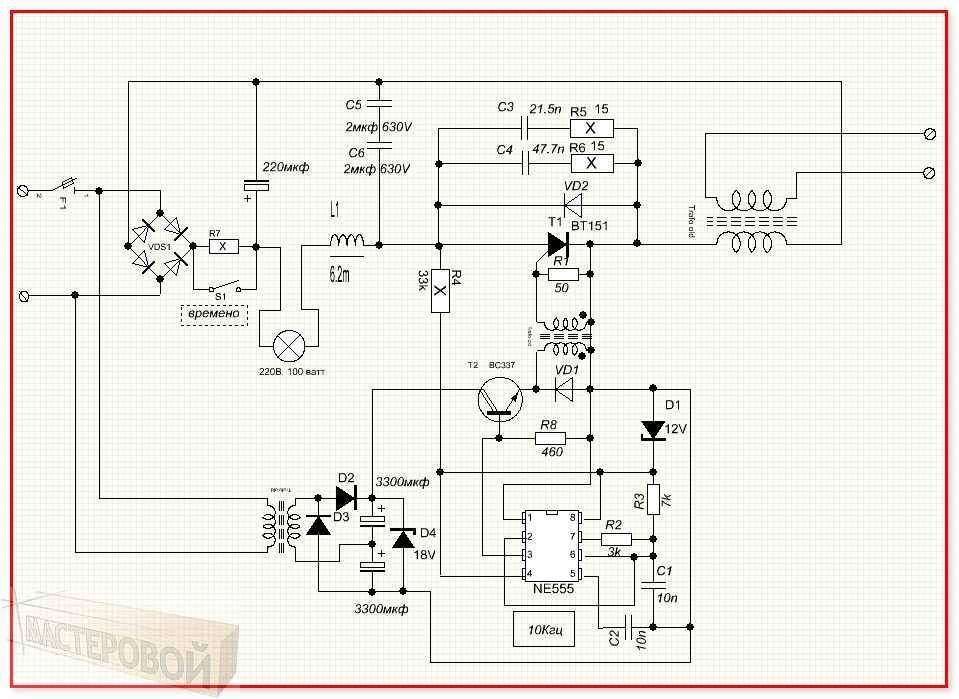
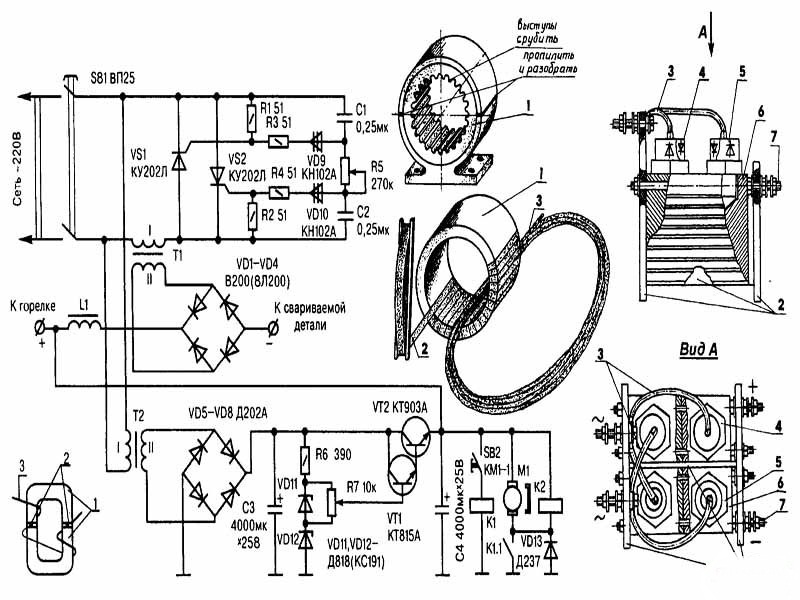
Механизм управления
На данном рисунке можно увидеть отчетливую и понятную схему управления, а также элементы схемы, на которой видно процесс запуска электро-агрегата.
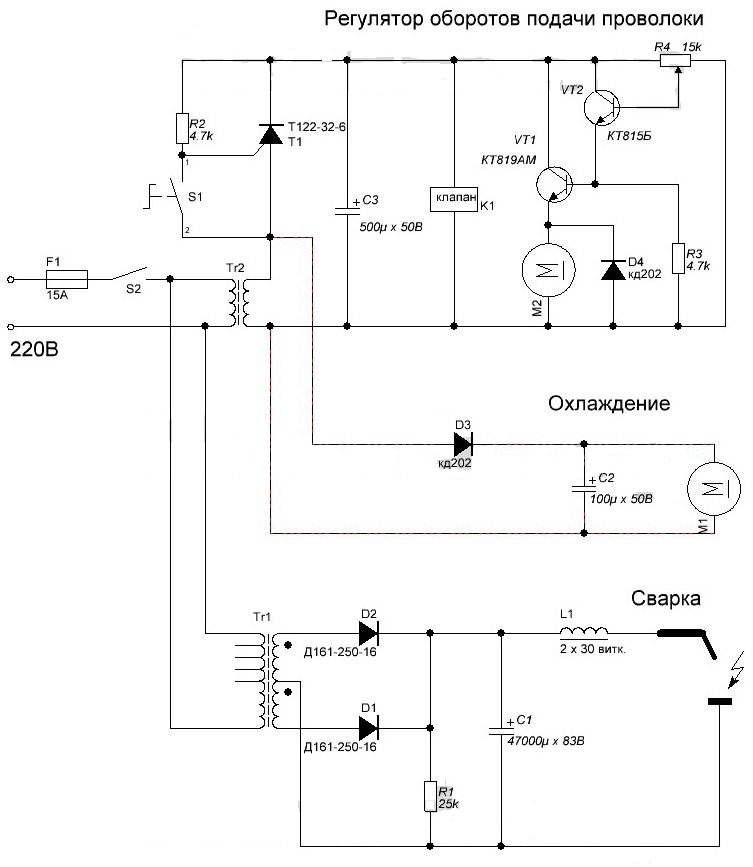
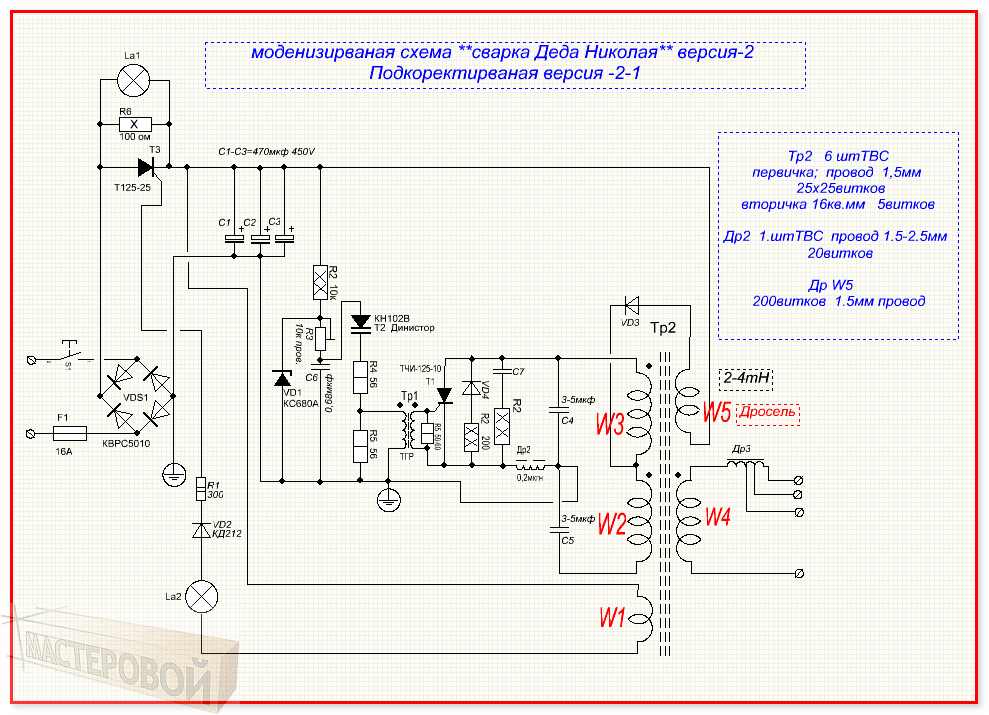
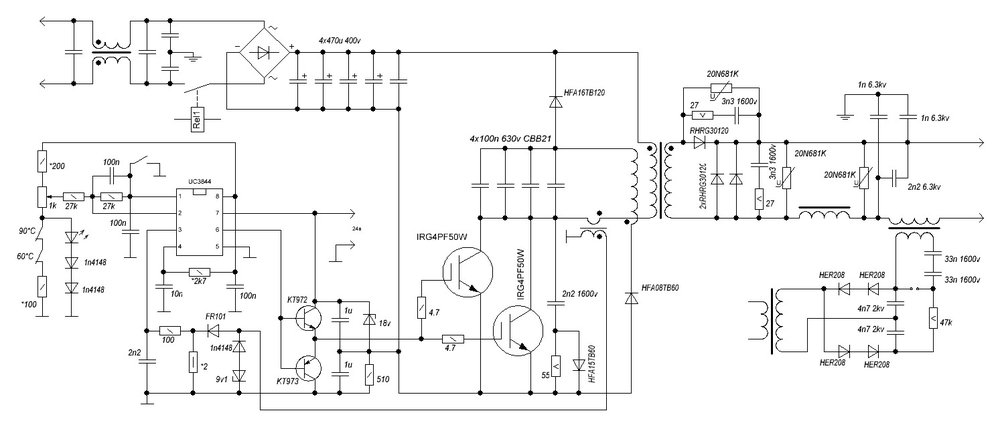
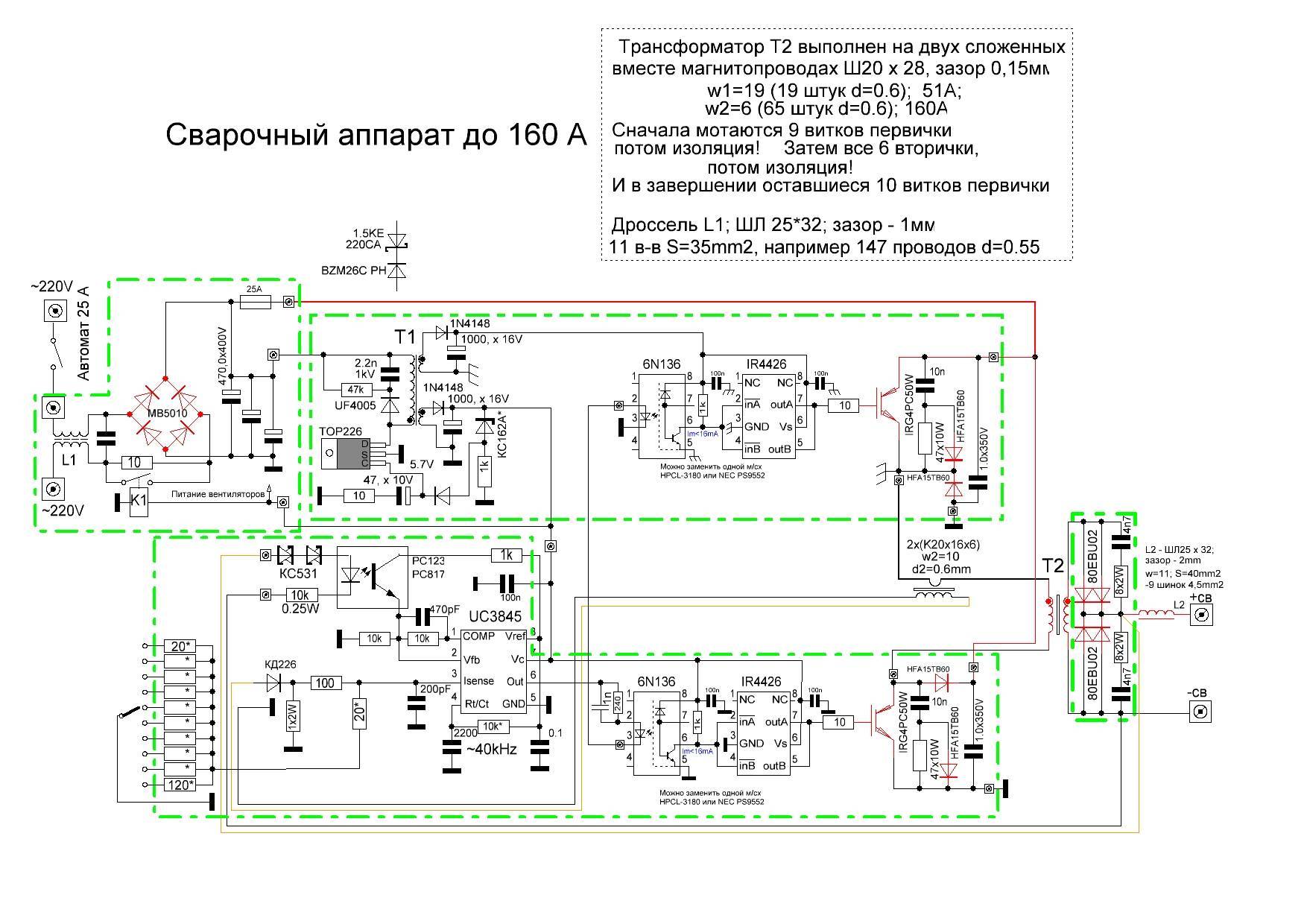
Адаптер

Описательное представление импульсного адаптера изображено на прилагаемой схеме.
«Мягкий запуск», расположен здесь же.
Итог
Ошибочно считать, что созданный самостоятельно аппарат не позволит вам эффективно выполнять необходимую работу. Самодельным устройством с легкой схемой сборки можно сваривать элементы при помощи электрода в диаметре до 5 миллиметров и длиной дуги до 10 миллиметров.
После того, как самодельное оборудование будет включено в цепь, необходимо выставить автоматический режим с конкретным значением силы тока. Напряжение в проводе может быть около 100 вольт, что свидетельствует о каких-либо неполадках.
Чтобы устранить проблему надо найти схему сварочного инвертора, разобрать его и проверить насколько правильно он был собран.
Благодаря такому самодельному аппарату сварщик не только может сваривать однородный, темный металл, но также цветной и различные сплавы. Собирая такое устройство, необходимо помимо основ электроники, также иметь свободный период времени, чтобы осуществить задуманное.
Сварочный процесс при помощи инвертора – это нужная вещь в доме каждого мужчины для любых бытовых и промышленных целей.





